книги из ГПНТБ / Де Барр, А. Е
.pdf6. ОТКЛЮЧЕНИЕ ИСТОЧНИКА ПИТАНИЯ
Повреждение, возникающее в результате искры, зависит в боль шой степени от ее длительности. Время, необходимое для отключе ния источника энергии после появления искры, должно быть очень коротким. Оно зависит от скорости.обнаружения возмущений и от скорости, с которой источник энергии может, быть отключен от сети. Например, датчику ценообразования, используемому для отклю чения контактора источника питания постоянного тока, требуется 50 мсек для отключения источника энергии после появления искры; это относительно большое' время, за которое может произойти повреждение детали и Инструмента.
Использование вместо контактора тиристорного преобразова теля позволяет отключить источник тока от сети с помощью дат чика искрообразования за время менее 10 мсек. Для гашения энер гии, запасенной силовым трансформатором, применяют короткозамыкающие тиристоры, подключенные на'выходных шинах станка. При появлении возмущений происходит отключение контактора от сети с одновременным включением короткозамыкающих тири сторов, так что источник питания и группа кремниевых выпрями телей защищены от перегрузки. Система обеспечивает отключение за 5 мсек. При условии, что устройства для обнаружения возмуще ний достаточно чувствительны, эта система обеспечивает надежную защиту от повреждения.
Г л а в а 12
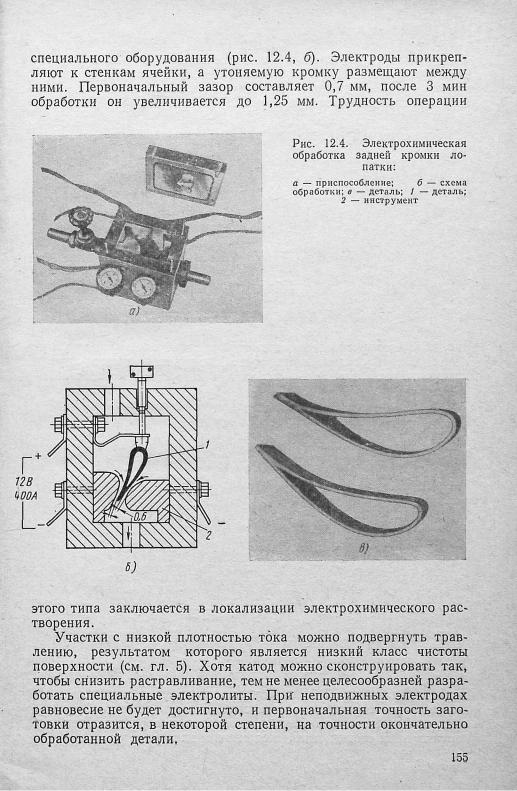
ПРИМЕНЕНИЕ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
1. ТИПИЧНЫЕ СЛУЧАИ ПРИМЕНЕНИЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
Как технический, так и экономический успех электрохимиче ской обработки зависит в решающей степени от правильного при менения процесса с учетом его недостатков.
Отверстия в цилиндрической втулке. Впускные и выпускные отверстия в цилиндрических втулках (рис. 12.1) обычно изготов ляют прошивкой, за которой следуют фрезерование и полирова ние. Полагают, что в этом случае можно использовать электрохи мическую обработку, главным образом потому, что она на дает остаточных напряжений. Кроме того, электрохимическая обра ботка во много раз производительнее, так как заменяет две опе рации, а именно прошивку и фрезерование.
Фактически экономичнее обрабатывать узкую полоску мате риала вокруг кромки отверстия вместо того, чтобы растворять весь металл для получения отверстия. Поэтому операцию прошивки выполняют с изоляцией центральной части инструмента резиновой подушкой. Подушка снабжается пружиной, так что материал, который нужно удалить, в конце операции держится между подуш кой и изолированной опорой снизу. Такая предосторожность необ ходима в операциях прошивки, в противном случае может про изойти искрение, когда металл отделяется от детали.
Электролит подается через инструмент, между центральной подушкой и стенкой, и затем откачивается вверх. Кромка инстру
мента выступает |
над изолированной |
боковой поверхностью, |
что обеспечивает |
получение отверстия |
с вертикальными стен |
ками. |
|
|
Углубление в лопатке соплового аппарата. Углубление глу биной 1,2 мм (рис. 12.2) должно быть обработано на поверхности лопатки соплового аппарата. Вследствие высокой твердости сплава на основе никеля время обычного фрезерования было довольно большим, а срок службы фрез незначительным. Электрохимическая обработка оказалась более производительной операцией для полу чения углублений, хотя встретилось затруднение в обеспечении соответствующего потока по всей площади, которую нужно обра ботать.
Остающийся после электрохимической обработки выступ удалялся фрезерованием или шлифованием.