

4.2 Последовательность выполнения работы
1.Изучить устройство шаблонов и калибров (рис. 4.1-4.6).
2.По условному обозначению гладкого цилиндрического сопряжения выбрать предельные отклонения и построить схему расположения полей допусков калибров (рис.4.10);
3.Расчитать значение размеров блоков плиток, соответствующих средним размерам рабочих калибров.
4.Выбрать необходимые плитки из набора для рассчитанного блока, протереть их спиртом и собрать из них блок.
5.Ослабить стопорные винты 1 на регулироемой скобе (рис.4.7,4.9) и с помощью регулировочного винта 2 установить внутренние губки на непроходной размер, а наружные губки на проходной размер.
6.Закрепить стопорные винты 1.
7.Показать собранные блоки и настроенную скобу преподавателю.
8.Разобрать блоки и уложить все плитки в свои гнезда в коробку набора.
9.Оформить отчет.
.
4.3 Содержание отчета
1.Цель работы.
2.Описание нормальных и предельных калибров.
3.Схема расположения полей допусков калибров.
4.Расчет исполнительных размеров и размеров блоков плиток.
5.Эскиз регулируемого калибра скобы.
4.4 Вопросы для самоподготовки
1.Изложите основные сведения о концевых мерах.
2.Какие калибры называются предельными?
3.Какие калибры называются нормальными?
4.К каким измерительным средствам относятся калибры?
5.Основные достоинства и недостатки калибров.
6.Какие требования предъявляются к конструкции и материалам калибров?
7.Достоинства и недостатки предельных калибров с регулируемыми измерительными поверхностями.
8.Достоинства и недостатки шаблонов.
9.Принцип проверки деталей шаблонами.
Лабораторная работа № 5
5.Отклонения формы и расположения поверхностей
Цели работы:
- ознакомиться с основными понятиями отклонений формы и расположения поверхностей, а также, с их нормированием и методами контроля.
Задание:
- изучить существующие схемы нормирования и контроля геометрической формы и предельных отклонений расположения поверхностей деталей;
-выбрать измерительные средства и выполнить измерения отклонений формы и расположения поверхностей заданных деталей;
- установить соответствие полученных значений отклонений формы и расположения поверхностей степеням точности для заданной детали.
Инструменты и оборудование:
- механические измерительные головки;
- поверочная плита;
- инструментальные призмы;
- стойки и штативы к измерительным головкам.
5.1 Общие положения
5.1.1 Отклонения формы и расположения поверхностей
Отклонением формы называется отклонение формы реальной поверхности или реального профиля от формы номинальной поверхности (идеальная, заданная чертежом). Шероховатость поверхности не включается в отклонение формы.
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей, профилей и линий (рис.5.1).
Прилегающая прямая – прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение.
Прилегающая окружность – окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Прилегающий цилиндр – цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадке с нулевым зазором.
Отклонения формы или расположения поверхности обозначаются буквой Δ;
Допуск формы или отклонения расположения поверхностей – Т;
Длина нормируемого участка – L.
Прилегающие прямая и окружность

Рис. 5.1
Отклонением от прямолинейности в плоскости называется наибольшее расстояние Δ от точек реального профиля до прилегающей прямой в пределах нормируемого участка. Наибольшее допускаемое значение отклонения от прямолинейности является допуском прямолинейности Т. Область на плоскости, ограниченная двумя параллельными прямыми, отстоящими друг от друга на величину Т, называют полем допуска прямолинейности в плоскости.
На чертежах условные обозначения отклонений от прямолинейности обозначают отрезком прямой линии с указанием цифры отклонения на всей длине участка (рис. 5.2 – а) или с указанием цифры отклонения на участке конкретной длины (рис. 5.2 – б).
Измерение прямолинейности производится с помощью поверочных линеек, уровней или с использованием коллимационного и автоколлимационного методов, метода оптического визирования, измерения сравнением с точными направляющими прибора.
Отклонением от плоскостности называется наибольшее расстояние от точек поверхности до прилегающей плоскости в пределах нормируемого участка.
Условные обозначения на чертежах требований к прямолинейности
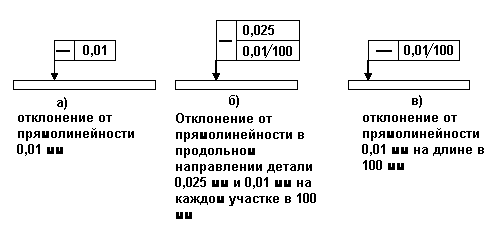
Рис. 5.2
На рисунке 5.3 показаны отклонения от плоскостности и примеры условных обозначений на чертежах обозначений требований к плоскостности.
Измерения плоскостности осуществляют или комплексно с оценкой отклонения от прямолинейности или определяют прямолинейность в различных направлениях и определяют отклонение от плоскостности как наибольшее отклонение от прямолинейности. Определение отклонений от плоскостности производится с помощью плит, плоскомеров, гидравлическими и др. методами.
Отклонения от плоскостности и примеры условных
обозначений на чертежах требований к плоскостности
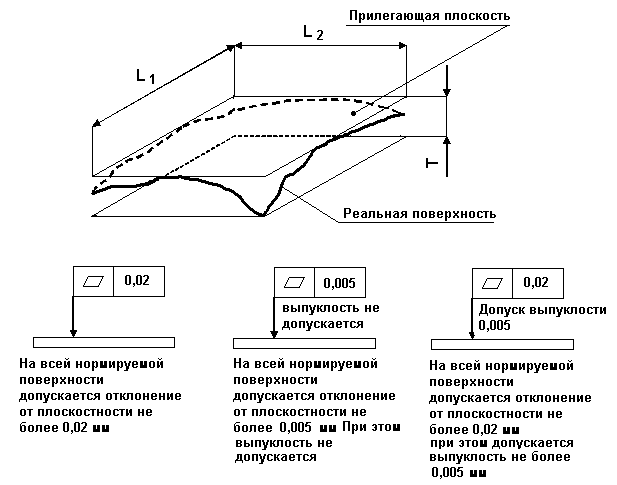
Рис. 5.3
Обобщающим показателем для цилиндрической поверхности является отклонение от цилиндричности – наибольшее отклонение Т от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка (рис. 5.4). Этот показатель трудно измерить, поэтому на рабочих чертежах его не указывают, а используют другие способы нормирования заменяющие отклонение от цилиндричности – отклонение профиля продольного сечения, отклонение от круглости.
Отклонение от круглости это наибольшее расстояние Δ от точек реального профиля до прилегающей окружности – т.е. отклонение формы цилиндрической поверхности в поперечных сечениях цилиндра. Частными видами отклонений от круглости являются овальность и огранка (рис. 5.5). Эти виды круглости являются характерными для многих видов обработки.
Отклонения от цилиндричности

Рис. 5.4
Овальность – отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой перпендикулярны (рис. 5.5).
Огранка - отклонение от круглости, при котором реальный профиль представляет собой многогранную фигуру (рис. 5.5). Многогранные фигуры разделяются по количеству граней.
Отклонения формы цилиндрических поверхностей
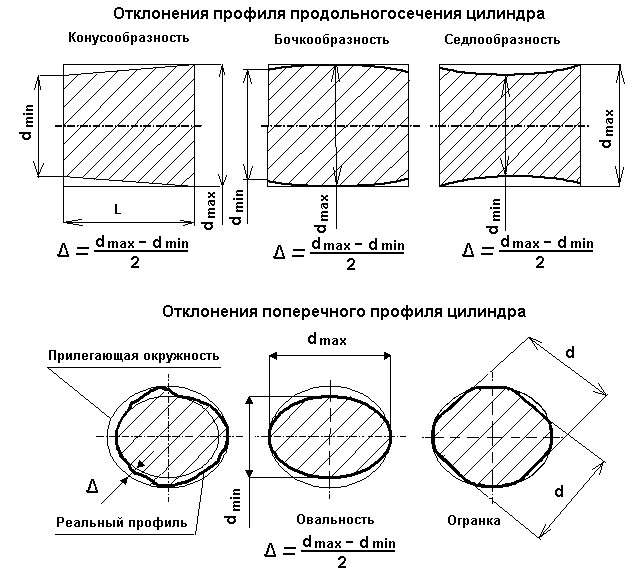
Рис. 5.5
Конусообразность – отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны.
Бочкообразность – отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев в середине сечения.
Седлообразность – отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения.
Отклонением расположения называется отклонение реального расположения рассматриваемого элемента от его номинального расположения. При оценке отклонений расположения должны исключаться отклонения формы, а для этого реальные поверхности (или профили) при оценке расположения заменяются прилегающими или их элементами.
- Отклонение от параллельности осей (прямых) в пространстве равно геометрической сумме отклонений от параллельности проекций осей Δx и Δy на перпендикулярные плоскости Q и P (рис. 5.6).
Отклонение от параллельности прямых в пространстве

Рис. 5.6
Линия пересечения плоскостей Q и Р является базовой осью, относительно которой производятся измерения отклонений расположения линии АО. Δx -перекос оси АО относительно басовой оси, замеренный в плоскости Q. Δy - перекос оси АО относительно басовой оси, замеренный в плоскости Р. Отклонение от параллельности Δ определяется:
![]() .
.
Отклонение от соосности относительно общей оси – наибольшее расстояние между осью рассматриваемой поверхности вращения и общей (базовой) осью на длине нормируемого участка L (рис. 5.7). На рисунке в рассматриваемой детали просверлено отверстие D, ось которого О1О1 перекошена относительно базовой оси ОО, перекос осей оценивается величиной Δ.
Отклонение от соосности относительно общей оси

Рис. 5.7
Отклонение от перпендикулярности плоскостей – оценивается отклонением Δ на базовой длине L (рис.5.8), замеренное в секущей плоскости К, проведенной перпендикулярно заданным. Плоскости Q и Р перпендикулярны, плоскость М отклонена на величину Δ на расстоянии L от линии пересечения плоскостей. Точность расположения считают обеспеченной, если действительное отклонение не превышает допуска, установленного на данный вид отклонения, т.е. Δ ≤ Т
Отклонение от перпендикулярности плоскостей

Рис. 5.8
Суммарным отклонением формы и расположения называется отклонение, являющееся результатом совместного проявления отклонений формы и отклонений расположения рассматриваемого элемента (поверхности или профиля) относительно заданных баз.
В соответствии с ГОСТ 24643-81 для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. Числовые значения допусков от одной ступени к другой изменяются с коэффициентом возрастания 1,6. В зависимости от соотношения между допуском размера и допусками формы или расположения устанавливают следующие уровни относительной геометрической точности.
А – нормальная относительная геометрическая точность (допуски формы или расположения составляют около 60% допуска размера);
В – повышенная относительная геометрическая точность (допуски формы или расположения составляют около 40% допуска размера);
С – высокая относительная геометрическая точность (допуски формы или расположения составляют около 25% допуска размера.
Допуски формы цилиндрических поверхностей, соответствующие уровням А, В, С, составляют около 30, 20, 12% допуска размера. Допуски формы и расположения можно ограничивать полем допуска размера. Эти допуски указывают в случае, когда по техническим причинам они должны быть меньше допуска размера.