

Предельные калибрыпозволяют установить, находится ли проверяемый размер в пределах допуска.
Предельные калибры используют для проверки размеров гладких цилиндрических, конусных, резьбовых и шлицевых деталей, высоты выступов и глубины впадин, если на проверяемые размеры установлены допуски не точнее шестого квалитета.
Наиболее часто предельные калибры используют для контроля цилиндрических валов и отверстий. Валы проверяют калибрами-скобами, а отверстия - калибрами-пробками (рис. 4.5- 4.9).
Схема измерения вала калибром-скобой

Рис. 4.5
Схема измерения отверстия калибром- пробкой
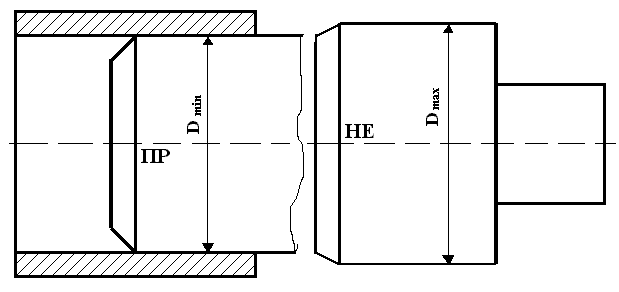
Рис. 4.6
Калибры скобы

Рис.4.7
Калибры имеют по две измерительные поверхности. При контроле валов годными оказываются валы, которые проходят в больший раствор губок скобы, (этот раствор называют проходным – ПР = dmax) но не проходят в меньший раствор губок (этот раствор называют непроходным – НЕ = dmin). При контроле отверстий годными считаются отверстия, в которые проходит вставка ПР = Dmin и не проходит вставка НЕ = Dmax. Таким образом, стороны калибров делятся на проходные и непроходные.
Калибры пробки

Рис.4.8
Калибры бывают односторонними и двухсторонними, цельными и регулируемыми. Цельные калибры являются более точными. Регулируемые калибры применяются для контроля размеров с допусками не точнее восьмого квалитета.
Регулируемые калибры скобы
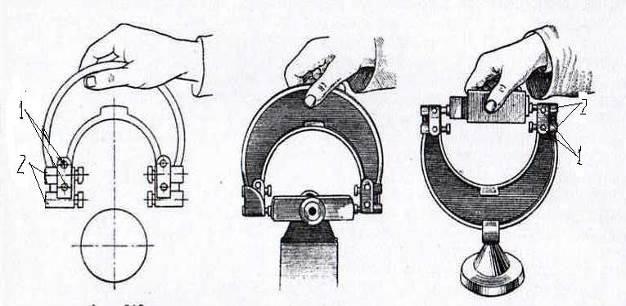
Рис. 4.9
По назначению калибры разделяют на рабочие, приемные и контрольные.
Рабочие калибры предназначены для контроля деталей в процессе их изготовления, ими пользуются рабочие и контролеры ОТК.
Приемные калибры применяют для приемки деталей представители заказчика – такие калибры стандартом не предусмотрены, но могут вводиться в отраслевые нормы.
Контрольные калибры служат для контроля рабочих калибров.
Калибры обозначаются:
ПР- рабочий проходной калибр;
НЕ- рабочий непроходной калибр;
К-ПР- контрольный калибр для проходной стороны рабочего калибра скобы;
К-НЕ- контрольный калибр для непроходной стороны рабочего калибра скобы;
К-И- контрольный калибр для проверки износа проходной стороны рабочего калибра скобы.
Допуски калибров нормированы СТ СЭВ 157 «Калибры гладкие для размеров 500мм. Допуски». Схема расположения полей допусков рабочих и контрольных калибров приведена на рис. 4.10.
Номинальными размерами для калибров являются предельные размеры детали.
При проектировании калибров на их рабочих чертежах проставляются исполнительные размеры: для калибра пробки – наибольший, для калибра скобы-наименьший. Допуски при этом располагают в тело, т.е. для пробки в «минус», а для скобы в «плюс» от исполнительного размера в одну сторону.
Калибры изготавливают из инструментальных сталей или из твердосплавных материалов, которые увеличивают период работы калибров в 50-150 раз.
Схема расположения полей допусков калибров

Рис. 4.10