

6. Изделия из бумажного литья.
6.1. Разновидности и конструктивные особенности изделий из бумажного литья.
Литые бумажные изделия из жидкой волокнистой массы в больших количествах изготавливаются в виде различных упаковочных средств: прокладок, банок, лотков, ящиков и т. п. Изготавливаются литые бумажные изделия и для других целей.
Большинство литых изделий не обладают хорошими прочностными свойствами и для увеличения их литые изделия, полученные на отливных сетчатых матрицах, упрочняют методом прессования до определенных размеров, что значительно затрудняет и удоро-108
т я
жает производство изделий. Получить изделие из бумажного литья с точными размерами нельзя вследствие их значительной усадки и коробления при сушке в камерных сушилках. После сушки усадка изделий составляет от 15 до 55% по толщине стенок и от 2,5 до 14% по длине изделия. Чтобы получить более прочную конструкцию заданных размеров, производят калибровку, после которой размеры изделий остаются постоянными. Калибровка производится в обогревательных прессформах при удельном давлении от 2 до 5 МПа и температуре 200°С. Перед калибровкой изделие высушивают до 8—10%-ной влажности.
Литые бумажные изделия формируются тремя способами: вакуумным, гидравлическим давлением и давлением сжатого воздуха. Вакуумный способ формования применяется для широко распространенных литых бумажных изделий неглубокой формы (прокладок для яиц, тарелок, лотков и пр.). При вакуумном способе формирования изделия жидкая масса поступает на сетчатую форму, вода проходит через сетку и отсасывается, а равномерно осевшее на сетку объемной формы волокно формирует изделие, которое снимается с сеточной формы для сушки.
При гидравлическом способе формования отливок под давлением гидропресса на отливную матрицу, заполненную массой, сетчатый пуансон создает давление на волокнистую массу от 0,6 до 1,2 МПа, способствуя интенсивному обезвоживанию отливки, сформировавшейся между матрицей и пуансоном. Изделие обезвоживается до 76—78% влажности и с помощью вакуума передается с матрицы на пуансон, затем после выемки изделия из матрицы снимается с пуансона с помощью сжатого воздуха.
Способ изготовления литых изделий с применением сжатого воздуха предназначен для изделий сложной конфигурации замкнутого объема путем создания сжатым горячим воздухом давления внутри заполненной массой матрицы. Формование изделия и обезвоживание волокнистой массы происходят под действием давления горячего воздуха.
Вода удаляется через сетчатые стенки матрицы, и волокнистая масса, оседая на внутренней поверхности формы, высушивается до определенной влажности горячим воздухом (370—400°С), затем матрица раскрывается и изделие передается на досушку в камеры. Таким способом формуются бутылки, банки, барабаны и другие изделия на специальных автоматах с многогнездовыми пресс-формами. Увеличение давления горячего воздуха в прессформах с 0,1 до 0,4 МПа повышает прочность отливки на 60—70% и увеличивает объемную массу изделия до 50%.
6.2. Конструкции матриц для литья бумажных изделий.
Конструкция матрицы выполнена из жесткого перфорированного каркаса, поверхность которого состоит из большого количества отверстий (или щелевидных прорезей) и мелко ячеистой сетки, плотно обтягивающей каркас. Сетка, пропуская воду в отверстия каркаса, задерживает на своей поверхности слой волокна, образующий форму изделия в соответствии с формой матрицы.
При конструировании матриц для литья бумажных изделий необходимо учитывать, что поверхность изделия, прилегающая к сетке матрицы, будет более ровной и однородной. Матрицы бывают с наружной формующей поверхностью и внутренней в зависимости от требуемой гладкости поверхности изделия (рис. 68). Для изделий плоской формы в виде различных крышек для тары и т. п. и изделий объемной формы применяют специальные устройства, основой которых являются сетчатые матрицы. Влажные объемные изделия перед сушкой проходят стадию по упрессовке на пресс-формах, состоящих из пуансона и матрицы и работающих по принципу обжатия стенок изделия с применением вакуума.
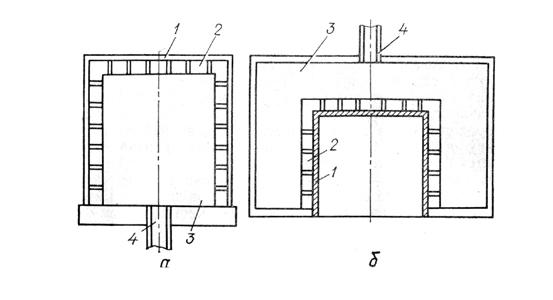
Рис. 68. Матрица для формования изделий из бумажного литья:
а — с наружной формующей поверхностью; 6 — с внутренней поверхностью формования; / — корпус; 2 —сетка; 3 — полость; 4 — труба
После сушки для исправления покоробленных изделий, выравнивания толщины, повышения прочности и достижения требуемых линейных размеров отливки дополнительно прессуют в специальных разъемных обогреваемых прессформах, имеющих внутри гладкую полированную поверхность для окончательной калибровки литых изделий.