

5. Конструкции, методы конструирования и оформления картонно-бумажных изделий – средств паковки.
5.1. Конструирование и оформление бумажных мешков и пакетов.
Бумажные мешки. Для изготовления многослойных бумажных мешков используется мешочная бумага. Конструирование мешков связано прежде всего с теми функциональными требованиями, которые предъявляются к данному типу бумажного мешка в зависимости от вида сыпучей продукции, транспортируемой и хранящейся в этих мешках.
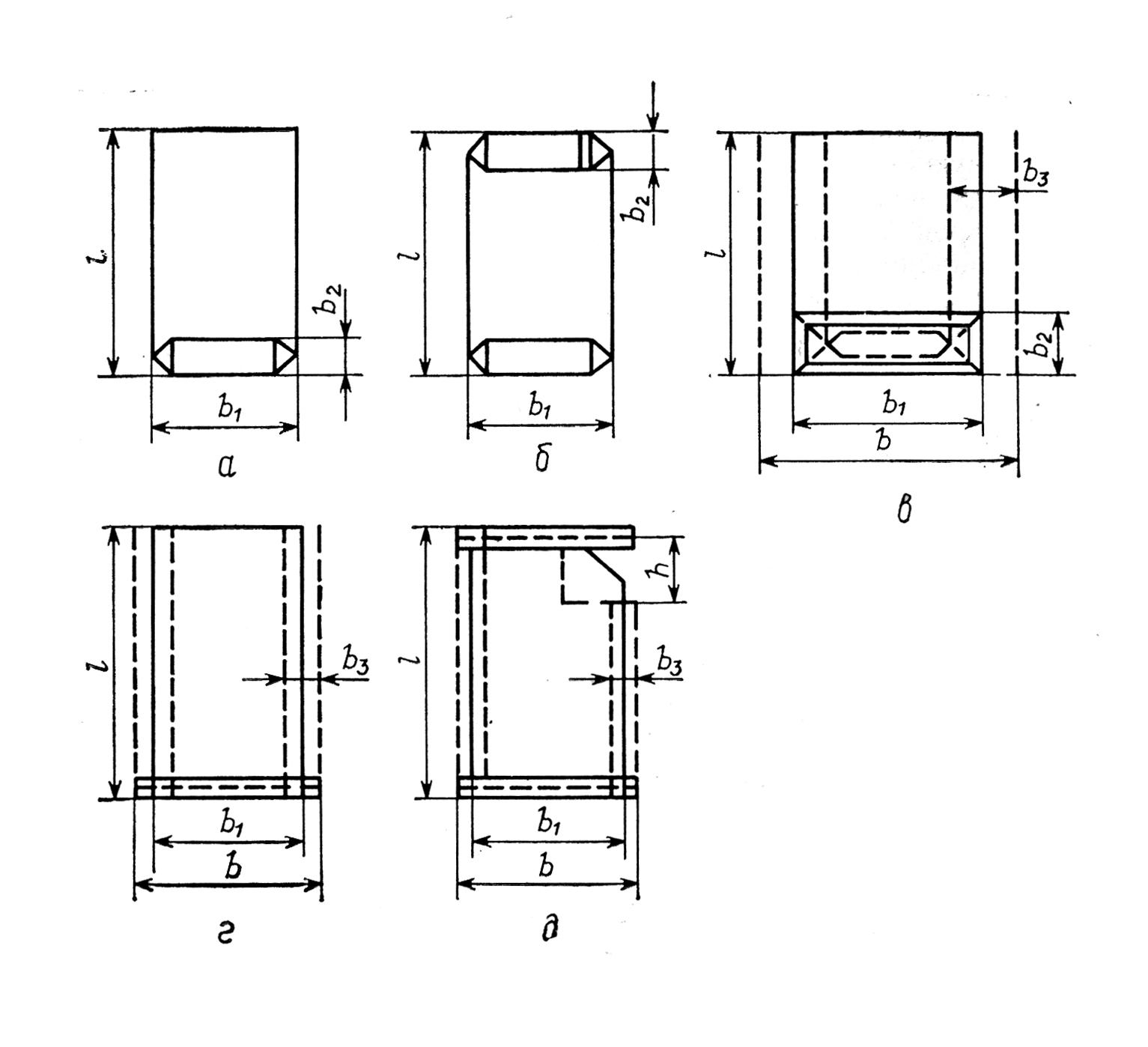
Рис. 30. Основные виды бумажных мешков:
а – мешок склеенный открытый; б – мешок склеенный закрытый; в – мешок склеенный с боковыми складками; г – мешок сшитый открытый; д – мешок сшитый закрытый
Бумага должна быть прочной и иметь определенные физико-механические свойства. Для конструирования и изготовления бумажных мешков применяется до 20 видов бумаг, в основу которых положена непропитанная мешочная бумага из небеленой сульфатной целлюлозы массой 10 – 90 г/м2, основа для дублирования (склеивания) листов массой 45—50 г/м2, микрокре-пированная массой 70 – 120 г/м2 или легкокрепированная непропитанная бумага. Для защиты продукции от влаги используют влагопрочные мешочные бумаги с добавкой смол или каучуковых латексов, а также битумированную (пропитанную, лакированную и склеенную битумом).

Рис. 31. Виды поперечной и продольной склейки слоев трубки:
а, б – склеивание непрерывной полосой; в – штриховое; г – точечное склеивание
Кроме битумированной, мешочная бумага для этой цели может быть покрыта полиэтиленом, полихлорвинилом, парафином или смесью, приготовленной на основе микровоска и сополимеров этилена.Для антилипкой абразивной мешочной бумаги используют покрытие силиконами в виде эмульсии. При конструировании мешков для липкой продукции (например, битума) такая бумага применяется для внутреннего слоя мешка. Существует конструкция мешков из армированной нитями, каширо-ванной фольгой и склеенной с пластмассовой пленкой бумаги. В целях хорошего оформления мешков применяют непропитанную двухслойную мешочную бумагу, у которой наружный слой выполнен из беленой, а внутренний слой из небеленой сульфатной целлюлозы. На белой бумаге наружного слоя мешка хорошо выглядит цветная печать маркировки мешка.
Основными конструктивными признаками, определяющими вид мешка, являются: конструкции дна мешка (склеенное или сшитое), вид боковых поверхностей (с боковыми складками или без них), а также оформление горловины (открытая горловина или закрытая клапаном). Формирование дна и клапана клееных мешков происходит на дноклеильных агрегатах.
Основные виды мешков приведены на рис. 30. Условные обозначения на рисунке: b – ширина мешка с развернутым внутренним сгибом; b1 – ширина мешка; l – длина мешка; b2 – ширина дна клапана в склеенных мешках; b3 – ширина складок в мешках; h – высота клапана.
Исходным элементом для мешка служит изготовленная на трубочных машинах плоская бумажная трубка, состоящая из трех-шести плоских склеенных слоев мешочной бумаги, из которых один-два слоя могут быть специально обработаны или один слой заменен на полиэтиленовую пленку. В зависимости от конструкции корпуса мешка выбирается соответствующий вид трубки.
По форме плоские трубки могут быть с продольными боковыми складками (сгибами) или без них. На изготовление мешков с открытой горловиной с одной стороны трубки высекается специальный «пальчик» для облегчения открывания мешка. Торцевые края таких трубок имеют гладкий обрез. У трубок, идущих на закрытые мешки, обрез имеет зубчатую форму и с одной стороны высечку для запорного клапана. Для образования и склеивания дна мешка на торцевом крае трубки формируется ступенчатый обрез, при котором нижние кромки обрезанных слоев трубки находятся на определенном расстоянии друг от друга. Чтобы избежать утолщений по ширине трубки, склеивание листов бумажного полотна в трубку в продольном направлении происходит не друг над другом, а параллельными рядами, поэтому склеиваемые кромки полотен несколько смещены в одну сторону. Для открытых мешков в целях предохранения их от попадания сыпучих материалов между слоями бумаги и удобства открывания плоского мешка у горловины мешка отдельные слои трубки должны иметь поперечную склейку друг с другом. Виды поперечной и продольной склейки слоев показаны на рис. 31
Большинство мешков изготавливается из непропитанной мешочной бумаги для негигроскопичной продукции, эти мешки имеют марку НМ. Для защиты продукции от воздействия окружающей среды один или три слоя непропитанной бумаги (М) могут заменяться другими видами мешочной бумаги: битумированной (Б), дублированной (Д), покрытой полиэтиленом (П), армированной нитями (А), крепированной (К), влагостойкой (В). В зависимости от требований потребителя и типа мешков применяют различные слои бумаги, эти мешки называются комбинированными (табл. 1).
Марки бумажных мешков, предусмотренных ГОСТом
|
Марки мешков |
Наименование мешков |
Область применения |
|
НМ |
Непропитанные
|
Для негигроскопичной продукции |
|
БМ |
Битумированные
|
Для малогигроскопичной продукции |
|
ВМ |
Влагопрочные
|
Для продукции, хранящейся и транспортируемой в условиях повышенной влажности
|
|
ПМ |
Ламинированные (один или два слоя бумаги ламинированной полиэтиленом)
|
Для сильногигроскопичной продукции пищевых продуктов, агрессивных химикатов и продуктов, не допускающих попадания в них волокон бумаги |
|
БМП |
Комбинированные (один слой битумированной бумаги, один слой ламинированный полиэтиленом, остальные слои из непропитанной мешочной бумаги)
|
Для сильногигроскопичной продукции, агрессивных химикатов, а также продуктов, не допускающих попадания в них волокон бумаги
|
|
ВМБ |
Комбинированные (один или два слоя из влагопрочной бумаги, остальные из непропитанной мешочной бумаги)
|
Для малогигроскопичной продукции, транспортируемый в условиях повышенной влажности
|
|
ВМП |
Комбинированный мешок z одним или двумя слоями из влагопрочной мешочной бумаги, с одним слоем из ламинированной мешочной бумаги и остальными слоями из непропитанной мешочной бумаги
|
Для гигроскопичной продукции, агрессивных химикатов, продуктов, не допускающих попадания в них волокон бумаги при хранении и транспортировке в условиях повышенной влажности
|
В качестве примера могут служить типичные сочетания слоев: 6/2 – М – М – Б – Б – М – М; 5/1 – М – Д – М – М – М; 5/1 – Б – П20 – М – М – М; 5/1 – А – М – М – М – М; 4/2 – В – М – М – В. Возможно и другое расположение слоев, битумированной, влагопрочной и ламинированной полиэтиленом бумаги. Открытые комбинированные мешки могут быть сшитыми или сварными из полиэтиленового рукава или пленки, ширина которой равна формату рулонной бумаги. У герметически закрытых комбинированных мешков пленка непосредственно заваривается на специальном устройстве перед формированием трубки на трубочной машине. Емкость мешков возрастает с увеличением ширины дна. Если для изготовления мешка принимается одинаковая поверхность бумажного полотна, то открытые сшитые мешки 100х42 см будут равны соответственно склеенным открытым мешкам формата 92х50х9 см и закрытым 84х50х13 см; те и другие изготовляют из листов формата 100х103 см. Поверхность бумажного мешка должна быть не менее 2700 см2, при меньших размерах поверхности изделия относят к пакетам.
Размеры мешков обусловлены количеством заполняемой продукции (в пределах 15 – 50 кг), ее насыпной массой, условиями штабелирования мешков, обрезной шириной бумагоделательных машин и конструктивными параметрами трубочных машин.
Многослойные бумажные мешки имеют длину l=60120 см, ширину b=5060 см. В зависимости от назначения они имеют различную ширину дна b2: у склеенных мешков для цемента она равна 9 см, для минеральных удобрений— 13 см, для легких брикетированных материалов – 21,5 см; у большинства сшитых мешков имеются боковые складки. Расстояние между внешними сгибами (фальцами) с каждой стороны b3 преимущественно 81 см, а в сшитых и склеенных мешках для легких продуктов глубина боковых складок увеличивается до 12±1 см. Длину сшитых мешков l определяют по отрубу трубки на головной части трубочной машины, длину склеенных открытых мешков – по расстоянию между отрубом и внешним сгибом дна, длину склеенных закрытых мешков – по расстоянию между внешними сгибами днищ.
Основные размеры бумажных мешков, предусмотренные ГОСТом
|
Мешки сшитые |
Мешки склеенные | ||||||
|
l, см |
b, см |
b1, см |
b2, см |
l, см |
b, см |
b1, см |
b2, см |
|
Открытые | |||||||
|
60 |
61,5 |
53,5 |
8 |
79 |
– |
46,5 |
9 |
|
80 |
61,5 |
53,5 |
8 |
84 |
– |
51,5 |
9 |
|
80 |
50,0 |
42,0 |
8 |
– |
– |
5,0 |
9 |
|
82 |
50,0 |
42,0 |
8 |
92 |
– |
5,0 |
13 |
|
96 |
51,5 |
43,5 |
8 |
92 |
– |
5,0 |
13 |
|
100 |
50,0 |
42,0 |
8 |
95 |
61,5 |
40,0 |
21,5 |
|
100 |
64,0 |
52,0 |
12 |
97 |
– |
46,5 |
9 |
|
100 |
64,5 |
53,5 |
8 |
100 |
– |
51,5 |
9 |
|
Закрытые | |||||||
|
71 |
51,5 |
43,5 |
8 |
62 |
– |
51,5 |
9 |
|
73 |
50,5 |
42,0 |
8 |
65 |
– |
49,5 |
9 |
|
75 |
50,0 |
42,0 |
8 |
65 65 70 73 |
– – – – |
49,5 46,5 50,0 60,0 |
13 9 13 13 |
|
78 |
50,0 |
42,0 |
8 |
78 84 90 |
– – – |
50,0 50,0 51,0 |
13 13 13 |
Ширину мешков измеряют между внешними боковыми сгибами (глубина складок не учитывается), предельные отклонения размеров мешков не должны превышать ± 1 см по длине мешка и ширине складок, ±0,5 см по ширине мешка, ширине дна и клапана (табл. 2).
Высота вырубки клапана для сшитого мешка должна быть 30,5 см, ширина 6,5±0,5 см, высота клапана 8,5+0,5 см. Склеенные закрытые мешки должны конструироваться с клапаном, а также с клапаном, снабженным манжетой или упрочняющим листом, длина манжеты не должна превышать 18 см, а ширина клапана должна быть равной ширине дна.
У плоских открытых и закрытых мешков конец трубки зашивается. При такой сшивке дна мешка торцевой конец трубки обкладывают крепированной лентой из мешочной бумаги и сшивают двойным швом. Ширину ленты выбирают в зависимости от вида шва 5±0,5 см (для трехниточного шва). Во избежание самопроизвольного распускания шва креповая лента выступает за края мешка на 2 – 5 см. Открытые мешки после их заполнения заклеивают, сшивают или завязывают в зависимости от вида продукта, оборудования упаковки и возможностей повторного использования мешков.
Оформляют бумажные мешки различными способами печати по наружному слою обычной мешочной или креповой бумаги, а также на белой бумаге. В зависимости от конструкции мешка и вида оборудования рассчитывают расход бумаги на изготовление мешков по площади раскроя без учета производственных отходов. Расход бумаги определяют в квадратных метрах.
Для открытых склеенных мешков Sо.к.=0,0001n(l+0,5d+c2) (2b+c1)+lпbп, где l и b – длина и ширина для мешка, см; n – число слоев бумаги в мешке; с1 – ширина продольного склеенного шва в мешке, см; с2 – ширина склеенного шва на дне мешка, см; lп и bп – длина и ширина покровного листа на дне мешка, см.
Обычно ba = d+ (2—3 см), /п=6—d или lп= b—d+1,5 [см].
Для закрытых склеенных мешков S3.K^0,0001n.(/+d+c2) {2b-\--\-с])-\-21пЬп-\-1клЬкл [м2], где /кл, Ькл — длина и ширина вкладыша клапана, см.
Расход бумаги для открытых сшитых мешков So.m^ = 0,000\nl(2b+2f-\-)-\-klKpbKP [м2], где / — ширина бумаги между фальцами (боковыми складками), см; k — коэффициент, учитывающий крепирование бумаги; 1ЩЪ Ькр — длина и ширина полоски крепированной бумаги, укрепляющий шов, см. Обычно f=8 + + 0,5 [см], /1ф = Ь + б+7 см, Ькр = 5+6 [см]; &=1, 2.
Закрытые сшитые мешки: 53.ш = 0,0001п(/ + 0,5/г) (2b-\-2f+Ci) +] -\-2kbKX> [м2], где h— высота вырубки клапана равная 3+4 см.

Рис. 32. Плоский пакет с параллельными швами:
1 — затворный клапан; 2 — клеящий кант шва; 3 — линии фальцевания; 4 — высекаемый материал, идущий в отход; 5 — линия конца вырубленного пакета и начало следующего; Я — длина пакета; L — ширина заклеиваемой кромки шва; С — ширина бокового клапана
Рис. 33. Плоский пакет с поперечным заклеиванием Т-образного шва:
а — плоский пакет без боковых складок; б — плоский пакет с боковыми складками; 1 — линия фальцевания; 2 — места для поперечного склеивания шва; L — длина пакета; С,— ширина заклеиваемого шва; С2 — глубина складки
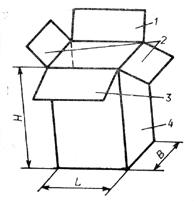
Рис. 34. Основные части и размеры складной пачки:. 1 — верхний клапан; 2 — боковой клапан; 3 — нижний клапан; 4 — корпус; L — длина; В — ширина; Я — высота
Расход бумаги для открытых склеенных мешков с прямоугольным дном и боковыми складками: 5Окор = 0,0001п(/ + 0 Ьй-\-+ C2)(2b + 2f+Ci)+lnbn[M% где /=95; d = 2l,5, с2=6; /=21,5;'/п= = 374-38; 6П= 19-^-20.
Бумажные пакеты конструируются и могут быть изготовлены из многослойной (два-три слоя) или однослойной бумажной трубки заданной ширины, сформированной на пакетоделательном автомате или из плоских заготовок, высеченных на высекальных автоматах. Пакеты из бумаги и комбинированных материалов для упаковки пищевых продуктов и промышленных товаров в зависимости от конструкции, требований расфасовки продукции и способа формирования дна по ГОСТу подразделяются на два типа.
К первому типу относятся плоские пакеты с прямым дном: открытые, пакеты с фальцем, с ручками, с клапаном. Этот тип пакетов включает преимущественно все мелкие пакетики вместимостью до 100 г и от 100 г до 10 кг.
Ко второму типу относятся пакеты с прямоугольным дном и фальцем. При длине пакета менее 100 мм ширину перекрытия по продольному шву определяют конструктивно, но она должна быть не более 15 мм. Прямое дно плоских пакетов формируется из складки или соединительных швов. Плоские пакеты с параллельными швами конструируют без боковых складок (рис. 32). Для изготовления этих пакетов из рулонной бумаги на пакетоделательных автоматах необходимую ширину рулона бумаги определяют по формуле Вp = L+2C, где Вр — ширина рулона; L — длина пакета в сложенном виде; С-ширина заклеиваемого шва.
После заполнения таких пакетов продукцией на расфасовочных машинах фальцуется затворный клапан, который может закрываться. Пакеты применяются при упаковке кофе, пряностей, мелких галантерейных товаров, перчаток, носков и др. Плоские пакеты с Т-образным швом (рис. 33) могут быть с боковыми фальцами или без них и выполняются из однослойной трубки. Необходимую ширину полотна бумаги определяют по формуле для пакетов без боковых складок: Bv — 2L-\-Cu для пакетов с боковыми складками: Bp — 2L + C1 + 4C2, где С\ — ширина заклеиваемого шва; С2 — глубина складки (сгиба).
Плоские пакеты с боковыми складками используются для упаковывания готового платья, шляп и других швейных изделий. При использовании термосвариваемых бумаг донный шов пакетов сваривают. Плоские пакеты с L-образным швом конструируют без боковых складок, и закрой для таких пакетов заготавливают на высекательных автоматах, а фальцуют и склеивают на пакетоделательных машинах. У пакетов для почтовых отправлений клапан гуммируется. Плоские пакеты с И-образным швом выполняются из двух полос ламинированной бумаги, швы таких пакетов сваривают.
Конструкция и применение пакетов, а также материалы для их изготовления определяются в стандартах на тару для упаковки конкретных видов продукции в зависимости от ее формы, массы, размеров и особых требований к упаковке. При конструировании и определении основных размеров пакетов исходят, прежде всего, из того, выполняется ли он для определенной массы заранее выбранного товара или для определенного объема независимо от вида заполняемого товара. В целях качественного исполнения обязательно учитывают основные требования: прочность пакета, увязка с размерами транспортной тары и условия складирования.
Основными конструктивными признаками пакетов являются: формирование дна, наличие фальцев и ручек для переноски пакетов с продукцией.
Для изготовления пакетов применяются следующие виды бумаг и материалов: крафтбумага, упаковочная, оберточная, мешочная, писчая, мелованная, печатная, специальная для пакетов с покрытием или без него, подпергамент, бумага, кашированная фольгой, целлофан и др.
В зависимости от вида производства пакеты различают по типу раскроя, формирования и соединения швов.) Соединения швов в пакетах осуществляются склеиванием или термосвариванием с предварительно нанесенным термопластическим материалом. 3акрывание заполненного пакета выполняется складыванием горловины с последующим заклеиванием, сшиванием металлическими скрепками или специальными зажимами или обандероливанием этикеткой.
Оформление пакетов из ролевого материала выполняется преимущественно способом флексографической или глубокой печати на пакетоделательных автоматах или предварительно на ротаци онных печатных машинах. При изготовлении пакетов из заранее сделанных заготовок оформление осуществляется на офсетнопечатных машинах
Оригинальным рекламным оформлением отличаются плоские открытые квадратные пакеты (конверты) для граммофонных пластинок. Они выполняются с внутренней двусторонней высечкой диаметром 100 мм для этикетки пластинки, иногда эти отверстия могут быть с внутренней стороны заклеены целлофаном.
К внешнему виду бумажных пакетов в виде потребительской упаковки предъявлены высокие требования. Это зависит от оформления наружной поверхности — материала, белизны, фактуры, цветового решения, качества полиграфического исполнения. Важное значение для переносных хозяйственных пакетов-сумок, предназначенных для переноски мелкоштучных предметов, имеют: виды затвора для многократного использования, способ открывания пакетов и другие особенности. Внешнее оформление таких сумок широко используется для рекламных целей. В плоских пакетах предусматриваются продольные отверстия для пальцев рук, для сумок с шестиугольным или прямоугольным дном. В целях упрочия прикрепляются иногда ленты или шнуры, наружный край сумки подворачивается и к наружной кромке иногда приклеивается полоска плотного картона.