

2.3.6 Пример решения задачи выбора переходной посадки (стандартной)
1 Анализируются исходные данные для выбора требуемой посадки.
Например, требуется выбрать посадки для соединений, работающих при следующих условиях:
Посадка № 1. Детали сопряжения неподвижны. Масса их небольшая. Разборка производится часто.
Посадка № 2. На соединение действует постоянная по величине нагрузка. Допускается равная вероятность получения как зазора, так и натяга.
2 Решение задачи.
Исходя из рекомендаций [4] по применению переходных посадок, для посадки № 1 целесообразно применить посадку в системе отверстия с преимущественными зазорами H7/js6, а для посадки № 2 – посадку в системе отверстия с примерно равной вероятностью зазоров и натягов H7/k6.
3 Построение схем полей допусков переходных посадок.
3.1 Номинальный размер соединения D(d) = 100,00 мм (размер взят произвольно).
3.2 Обозначение выбранных посадок:
Посадка № 1 – Ø
![]() ;
посадка № 2 - Ø
;
посадка № 2 - Ø![]() .
.
Для этих посадок предельные отклонения
![]()
3.3 Полное (комбинированное) обозначение посадок:
№ 1. Ø
![]() ;
№ 2. Ø
;
№ 2. Ø .
.
3.4 Для выбранных посадок их предельные зазоры и натяги определяются:
№ 1. Smax = +0,035 – ( - 0,011) = 0,046 мм;
Nmax = +0,011 – 0 = 0,011 мм.
№ 2. Smax = +0,035 – ( + 0,003) = 0,032 мм;
Nmax = +0,025 – 0 = 0,025 мм.
3.5 Схемы полей допусков, рассматриваемых посадок, показаны на рисунках:
Посадка №1 представлена на рис. 2.20; посадка №2 – на рис. 2.21.
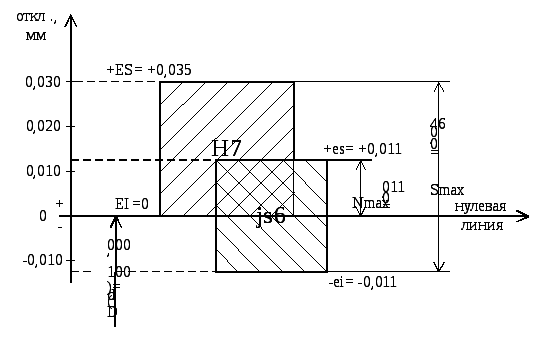
Рис. 2.20. Схема
полей допусков посадки №1 Ø
![]()
3.6 Для посадки № 1 вероятность возникновения зазоров
![]()
Вероятность натягов
![]()
Для посадки №2 вероятность возникновения зазоров
![]()
Вероятность натягов
![]()
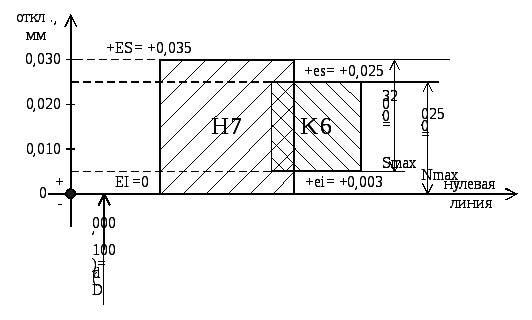
Рис. 2.21. Схема
полей допусков посадки №2 Ø
![]()
Ось вероятностей зазоров и натягов этой посадки показана на рис. 2.22.
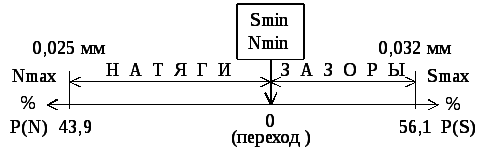
Рис. 2.22. Ось вероятностей зазоров и натягов посадки №2
Ø
![]()
В переходных посадках Smin = Nmin = 0. В этой точке происходит смена (переход) посадки из одного вида в другой (зазор изменяется на натяг и наоборот – натяг изменяется в зазор).
3.7 Для переходных посадок с примерно равной вероятностью зазоров и натягов, при соединении деталей (вал, отверстие) в посадке, с достаточно высокой вероятностью, будет иметь место Smin и Nmin, близкие к нулю. Это возможно, если допустить, что рассеяние размеров деталей при их обработке, на налаженном оборудовании, подчиняется закону нормального распределения и, что в партии одновременно обрабатываемых деталей, их число достаточно для статистической оценки [6].
Глава 3. Размерный анализ и размерные цепи
3.1 Обоснование точности размеров изделий на основе размерного анализа
3.1.1 Общие сведения о размерном анализе. Основные определения
Расчёты допусков на размеры деталей посадок (вал - отверстия) относительно просты. Они позволяют решать многие задачи теории точности и взаимозаменяемости в технике. Однако на практике в машинах и механизмах, приборах и других технических устройствах взаимное расположение осей и поверхностей деталей, соединяемых в изделиях, зависит от большего числа (три и более) сопрягаемых размеров. Одним из средств определения оптимальных допусков на все конструктивно и (или) функционально связанные размеры в изделии является размерный анализ, который выполняется на основании расчётов размерных цепей. Взаимосвязь размеров и их допустимых отклонений, регламентирующая расположение поверхностей, и осей как одной детали, так и нескольких деталей, в узле или изделий, называется размерной связью деталей [3, 4, 7, 10, 11].
Размерной цепью называют совокупность размеров, образующих замкнутый контур, и непосредственно участвующих в решении поставленной задачи.
С помощью расчётов размерных цепей и размерного анализа решаются следующие задачи:
- устанавливаются ответственные размеры и параметры деталей и узлов, оказывающие влияние на эксплуатационные показатели машины, прибора;
- уточняются номинальные размеры и их предельные отклонения;
- рассчитываются и (или) уточняются нормы точности на машины, приборы и их узлы и детали;
- обосновываются технологические и измерительные базы;
- проводятся метрологические расчёты, определяющие допустимые величины погрешностей (базирования деталей при измерении измерительных средств и методов измерений);
- выбираются измерительные средства для контрольных операций в процессах изготовления, испытания, контроля качества изделий, деталей и др.
Задачи размерного анализа решаются на основе теории размерных цепей. Расчёт размерных цепей является необходимым этапом конструирования машин и приборов.
Основные признаки размерной цепи:
- в размерную цепь могут входить только те размеры, которые, будучи функционально и (или) конструкторски связанными, позволяют решить конструкторские, технологические, измерительные или другие, выше названные задачи;
- размеры, входящие в размерную цепь всегда должны образовывать замкнутый контур.
Размеры, входящие в размерную цепь, называются звеньями.
Звено размерной цепи, являющееся исходным при постановке задачи (например, при конструировании), или получающееся последним в результате решения поставленной задачи (например, технологическая), называется замыкающим.
Замыкающее звено в размерной цепи всегда одно. Остальные звенья размерной цепи называются составляющими. Составляющие звенья бывает увеличивающие и уменьшающие.
Увеличивающим называют составляющее звено, с увеличением которого увеличивается замыкающее звено.
Уменьшающим называют составляющее звено, с увеличением которого уменьшается замыкающее звено.
Звенья размерной цепи на схеме обозначают прописной (заглавной) буквой с порядковыми цифровыми индексами (1, 2, .., n) для составных звеньев и треугольным индексом (∆) для замыкающего звена.
Например, размерная цепь А,
А1, А2, … Аn, А∆.
Для выделения увеличивающих и уменьшающих составляющих звеньев их помечают стрелкой, размещаемой над буквой:
- стрелка, направленная
вправо, для увеличивающих звеньев
![]() ;
;
- стрелка, направленная
влево, для уменьшающих звеньев:
![]() .
.
При построении схемы размерной цепи анализируется чертёж изделия (например, чертёж детали (рис. 3.1, а); изделия в сборке (рис. 3.1, б)).
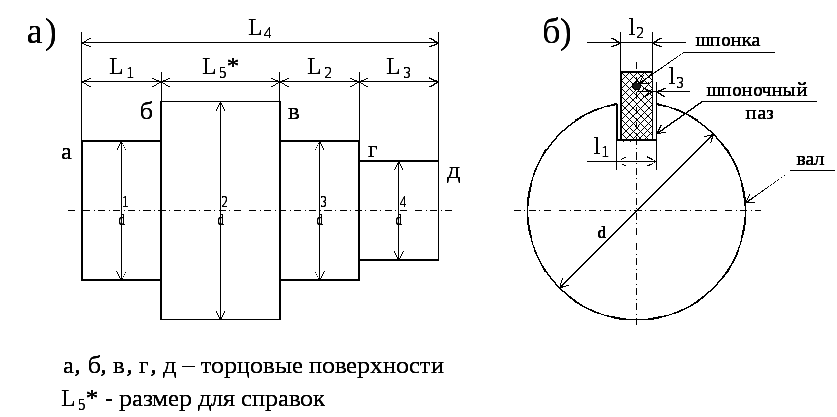
Рис. 3.1. Чертёж изделия
В процессе анализа чертежа детали требуется:
1. Определить поверхности детали, назначенные конструкторскими и измерительными базами;
2. Установить размеры детали, которые могут быть измерены прямыми измерениями непосредственно от конструкторской базы;
3. Установить размеры детали, для оценки точности которых потребуется построение и расчёт размерных цепей, при этом конструкторская база сохраняется;
4. Установить размеры детали, для оценки точности которых, целесообразно назначить новую базовую поверхность (не совпадающую с конструкторской базой). Из этих размеров требуется выделить размеры, которые могут быть измерены прямыми измерениями от новой базы, и размеры, для оценки точности которых потребуется построения и расчёты размерных цепей.