

6. Выбор способа нарезания и отделки зубьев колес
Нарезание зубьев зубчатых колес производят либо методом копирования (рис. 6.1,б), либо методом огибания, или обкатки (рис. 6.1, в–д). При нарезании по методу копирования впадина между зубьями образуется инструментом (дисковой или пальцевой модульными фрезами, протяжкой, шлифовальным кругом), имеющим профиль этой впадины (рис. 6.1, а; б). Основные недостатки этого способа: относительно низкая производительность, малая точность (особенно по шагу зубьев), потребность в большом количестве инструмента.
Известно, что профиль зубьев, даже при одном значении модуля, зависит от числа зубьев колеса. Следовательно, при нарезании зубьев методом копирования для колес с различным числом зубьев, строго говоря, требуются разные инструменты. Практическое ограничение требуемого комплекта фрез для каждого числа зубьев 8-ю (малый комплект), 15-ю (нормальный комплект) или даже 26-ю (расширенный комплект) фрезами неизбежно приводит к погрешностям в профиле зубьев, так как колеса с различным числом зубьев приходится нарезать одной и той же фрезой. Дополнительными источниками погрешностей оказываются неточности поворота заготовки на один шаг зубьев и износ режущего инструмента. Вследствие отмеченных недостатков, нарезание зубьев методом копирования сохраняется лишь в индивидуальном производстве и при ремонтных работах.
|
|
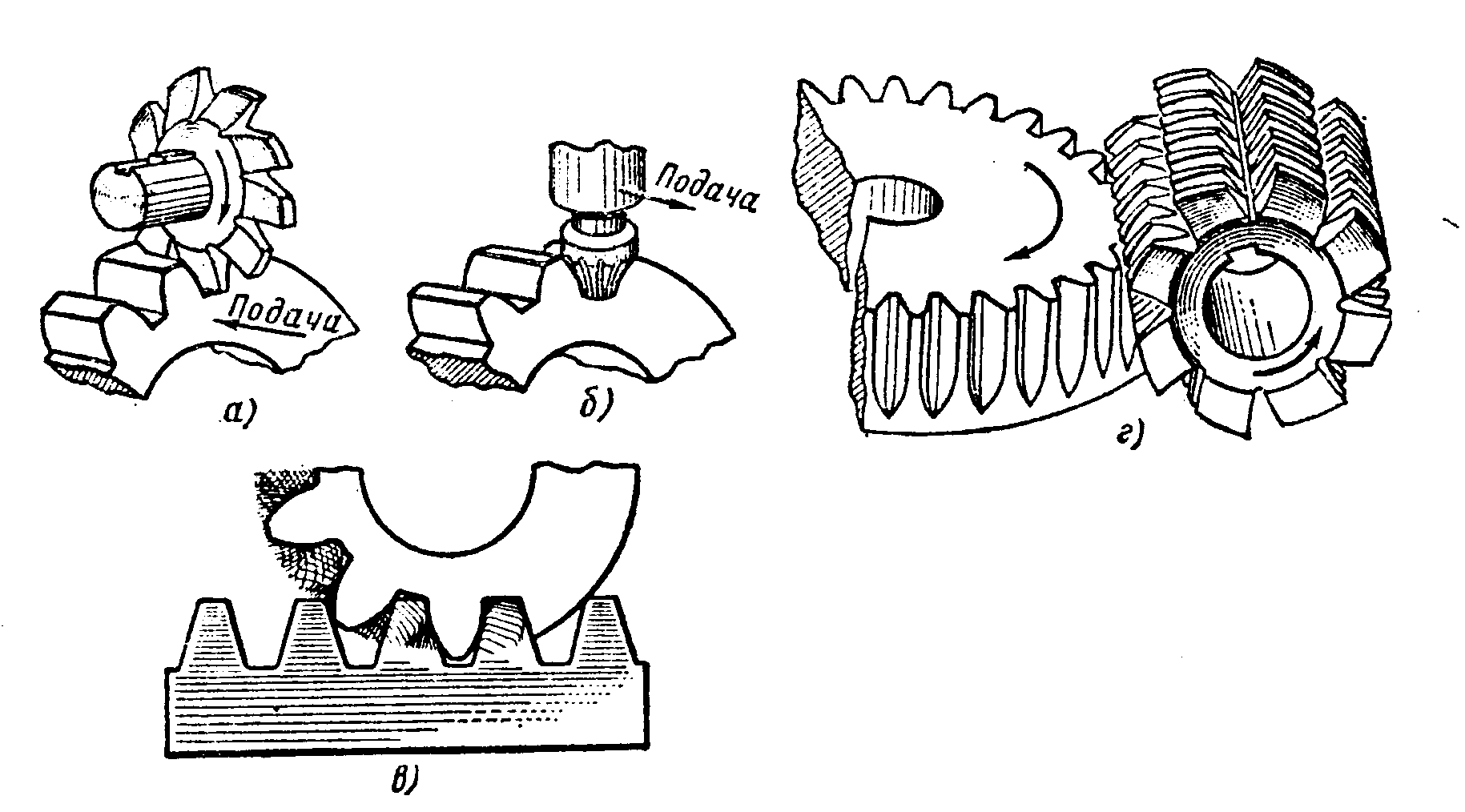

Рис. 6.1. Способы нарезания зубьев цилиндрических колес
Основное применение имеет метод огибания, или обкатки. По этому методу зубья нарезают инструментом в виде гребенки (инструментальной рейкой) (рис. 6.1,в), червячной фрезой (рис. 6.1,г), долбяком (инструментальным колесом) (рис. 6.1,д). Нарезание происходит в процессе принудительного зацепления инструмента с заготовкой на зуборезном станке. Инструменту при этом дополнительно сообщается движение, обеспечивающее резание. Метод огибания дает непрерывный процесс нарезания зубьев, что обеспечивает повышенные производительность и точность по сравнению с методом копирования. Этим и обуславливается его широкое использование в производстве зубчатых колес.
Области применения наиболее распространенных способов нарезания цилиндрических зубчатых колес приведены в табл. 6.1.
Таблица 6.1
Области применения наиболее распространенных способов
нарезания цилиндрических зубчатых колес
Метод нарезания |
Способы нарезания |
Область предпочтительного применения |
Достигаемая степень точности (ГОСТ1643-81) |
Параметр шерохова-тости поверхности |
|
Пальцевой модульной фрезой |
Для колес с модулем более 15 мм и шевронных колес |
8 |
Ra 5 |
Копирование |
Дисковой модульной фрезой |
Индивидуальное производство и ремонт |
10 |
Ra 5 |
|
Многорезцовыми головками |
Массовое производство прямозубых колес с модулем (2...8) мм |
8 |
Ra 2,5 |
|
Червячными фрезами |
Серийное и массовое производство колес внешнего зацепления |
7... 9 |
Ra 2,5 |
Огибание |
Долбяком |
Мелкосерийное производство колес всех типов. Изготовление колес внутреннего зацепления, а также блочных колес при любом масштабе производства. Изготовление колес с непрерывным шевроном |
6... 8 |
Ra 2,5 |
|
Гребенкой |
Серийное производство колес с внешним зацеплением, а также колес с непрерывным шевроном |
7... 8 |
Ra 2,5 |
Для исправления искажений зубьев, получающихся при некоторых видах термообработки (разд. 5), повышения чистоты поверхности зубьев и точности изготовления, зубчатые колеса подвергают отделочным операциям: шлифованию, шевингованию, хонингованию или притирке.
Шлифование зубьев производят в основном методом обкатки коническим или двумя тарельчатыми абразивными кругами на зубошлифовальных станках. Шлифовке подвергают только наружные зубья. При шлифовании достигается 6-я степень точности колес при шероховатости поверхности зубьев Ra = 0,63 мкм.
Для получения более высокой точности изготовления и повышения чистоты поверхности зубьев применяют шевингование, хонингование или притирку зубьев.
Шевингование осуществляют на зубошевинговальных станках методом обкатки специальным режущим инструментом – шевером, представляющим собой прямозубое или косозубое колесо, на зубьях которого для образования режущих кромок прорезаны канавки. Шевингованию подвергают прямозубые и косозубые колеса с внешними и внутренними зубьями, но с твердостью не выше 350 НВ.При шевинговании точность зубьев можно повысить с 8... 9-й степени до 5... 6-й, а чистоту обработки довести до
Ra = 0,25 мкм.
Хонингование (абразивное шевингование) предназначено для окончательной обработки закаленных (НВ 350) зубьев в условиях серийного или массового производства зубчатых колес. В качестве инструмента применяют косозубое или прямозубое колесо (абразивный хон), которое имеет стальную ступицу и абразивный зубчатый венец. Кинематика хонингования аналогична кинематике шевингования. В результате хонингования повышается точность по шагу – на 0,01...0,03 мм; по колебанию измерительного межосевого расстояния – на 0,01...0,03 мм. Чистота рaбочих поверхностей зубьев повышается с Ra = 2,5 мкм до Ra = 0,63 мкм.
При повышенных требованиях к уровню шума зубчатых колес применяют притирку зубьев. В качестве инструмента для притирки используют чугунное зубчатое колесо – притир, которое в процессе работы имеет, кроме вращательного, быстрые возвратно-поступательные осевые перемещения. Для интенсификации процесса между зубьями инструмента и детали вводят абразивную пасту. При помощи притирки можно исправить погрешности зубчатого венца в следующих пределах: радиальное биение на (0,01...0,02) мм, направление зубьев на 0,02 мм, шаг на (0,01…0,025) мм.
Следует отметить, что помимо нарезания, зубья могут быть получены в процессе производства заготовок штамповкой, прессованием, литьем, а для мелкомодульных колес (m 0,8 мм) – накаткой. Однако точность таких зубьев оказывается невысокой, поэтому основное применение получило нарезание зубьев на зуборезных станках.