

3625
.pdfНаиболее удобна для маркирования крупногабаритных деталей установка ЭМ-6, разработанная в Воронеже. Она позволяет выполнять мелкое и глубокое маркирование как по трафаретам, так и профильными знаками, а также перемещением электрода-инструмента по контуру штриха. Конструкция установки защищена изобретениями.
Перемещение инструмента выполняется либо по шаблону, либо с управлением от пантографа. Внешний вид установки приведен на рис.1.2.
Характеристики модернизированной установки показаны в табл. 1.6.
Рис. 1.2. Передвижная установка для маркирования ЭМ-6
Конструкции оборудования для мелкого маркирования деталей
Технические характеристики части такого оборудования приведены в табл. 1.2. Это наиболее часто используемое в промышленности оборудование. Мелкое маркирование деталей может выполняться с помощью ручного инструмента, переносных приборов, настольных и стационарных установок (автоматов и полуавтоматов).
Созданный с участием авторов портативный штемпель ЭМ-2 удобен для нанесения информации на рабочем месте ис-
21

полнителем работы: он имеет малые габариты, массу и требует напряжения 36 В, которое применяется на станках для питания ламп освещения. Рекомендуется для сталей и цветных сплавов.
Таблица 1.6 Технические характеристики модернизированной установки
ЭМ-6
№ |
Параметр |
Еди- |
Величина |
Степень |
|
п/п |
|
ница |
|
|
изменения при |
|
|
изме- |
|
|
модернизации |
|
|
рения |
|
|
|
1 |
Размеры детали |
мм |
Не огра- |
|
|
|
|
|
ничены |
Без изменений |
|
2 |
Напряжение |
|
|
|
|
|
питания |
В |
220 |
Без изменений |
|
3 |
Рабочее напряже- |
|
|
|
|
|
ние анодного блока |
В |
до 30 |
Без изменений |
|
4 |
Номер шрифтов |
мм |
более 2 |
Без изменений |
|
5 |
Время маркирова- |
|
|
|
|
|
ния (автоматиче- |
|
|
|
|
|
ское назначение) |
с |
до 30 |
Без изменений |
|
6 |
Источник |
|
3 10 |
|
Устанавлива- |
|
высоковольтного |
|
4 |
ется при |
|
|
напряжения |
В |
модернизации |
||
|
|
||||
7 |
Электрод- |
|
|
Устанавлива- |
|
|
инструмент для |
|
|
|
ется при |
|
анодной обработки |
- |
- |
|
модернизации |
8 |
Емкость бака |
л |
12 |
|
Без изменений |
9 |
Давление |
|
|
|
|
|
электролита |
МПа |
0,2 |
|
Без изменений |
10 |
Габариты |
мм |
770х750 |
Устанавлива- |
|
|
|
|
х500 |
ются дополни- |
|
|
|
|
|
|
тельные блоки |
11 |
Масса установки |
кг |
75 |
|
С учетом |
|
|
|
|
|
модернизации |
|
|
22 |
|
|
|

Штемпель содержит быстросменную рабочую головку с профильными знаками, пружину для подвода тока к детали в момент маркирования. В колпачке штемпеля находится поролоновая губка, смоченная электролитом. В случае замены материала детали губка заменяется. Маркирование выполняется путем нажатия кнопки в торце штемпеля; время операции подбирается экспериментально. Электрическая схема прибора приведена на рис. 1.3. Схема проста и надежна. Балластное сопротивление необходимо для понижения напряжения питания до рабочего, а диод служит для выпрямления тока.
Рис. 1.3. Электрическая схема портативного штемпеля:
R– сопротивление, снижающее напряжение до рабочего;
Д– диод; К – включатель, Ш – штемпель;
П– пружинный прижим
По той же схеме выполнен штемпель ЭМ-4 (рис. 1.4,а), у которого имеется электрическая лампочка, включенная последовательно и загорающаяся во время прохождения тока при маркировании, что позволяет более точно назначать длительность процесса.
Штемпель-ручка ЭМ-3 (рис. 1.4,б) дает возможность наносить информацию в труднодоступных местах и на крупногабаритные детали, механизмы. Электрическая схема смонтирована в вилке зарядного устройства. Масса рабочей части прибора не превышает 50 г. В отличие от схемы штемпеля ЭМ-2 (рис. 1.3) у ЭМ-3 предусмотрены два балластных сопро-
23

тивления и переключатель, который позволяет при маркировании сталей включать сопротивление 40 Ом, а титановых сплавов – 50 Ом. Клеймо крепится в торцовой части ручки с помощью пластинчатой пружины. Ток к детали подводят путем подключения провода с зажимом.
а) б)
Рис. 1.4. Устройства для нанесения информации:
а – портативный штемпель ЭМ-4; б – штемпель-ручка ЭМ-3
Изготовляют также ручные инструменты со сферической поверхностью из диэлектрического материала с фетровой прокладкой для электролита на рабочей поверхности. Маркирование выполняют по трафарету. Штемпель-маркер выполнен в виде цилиндрического стержня с цилиндрической рабочей поверхностью, имеет электрическую схему, близкую к схеме, приведенной на рис. 1.3. Однако здесь предусмотрены ступенчатое переключение рабочего напряжения с 36 до 12 В, подача постоянного или переменного тока. В схеме имеется реле времени. Маркирование производят по трафарету путем прижатия его цилиндрической части с нанесенной фетровой или хлопчатобумажной прокладкой.
В качестве инструмента для нанесения изменяющейся информации (порядковых номеров деталей и др.) применяют нумераторы с профильными знаками. Схема перемещения знаков такая же, как в инструментах для механического нанесения информации. Однако при электромеханическом маркировании
24

необходимо обеспечить надежный токоподвод к знакам и устранить возможность контакта между инструментом и деталью. Используются нумераторы дискового, рычажного, реечного исполнения, имеющие малое усилие для перемещения знаков. Их смена происходит при нажатии на рукоятку или устройствами для настройки периодичности смены знаков.
Для маркирования криволинейных поверхностей применяют штемпельные устройства со знаками, нанесенными на упругую гибкую ленту, которая огибает маркируемую поверхность и обеспечивает хорошее качество информации. Аналогично работает штемпель, собранный из отдельных пластин с фетром, предназначенный для маркирования по трафарету.
Карандаш для маркирования (рис. 1.5) для предназначен для нанесения информации на сплавах непрофилированным катодом. В качестве катода используется смоченный электролитом капиллярно-пористый стержень из капроновых волокон.
Рис. 1.5. Карандаш для электрохимического маркирования
В корпусе устройства размещается резервуар с электролитом или тампон, пропитанный рабочей жидкостью. Электролит из резервуара или тампона по капиллярно-пористому стержню поступает в зону нанесения знаков и обеспечивает процесс анодного растворения металла детали в месте маркирования. Положительный полюс зажимом подключается к металлическому листу, на котором размещены маркируемые детали. Устройство включают в сеть станков напряжением 36 В.
25
Карандаш удобен тем, что не требует трафаретов или наборов знаков, а выполняет надписи аналогично обычному письму на бумаге. Однако полученная таким способом информация не соответствует стандартным шрифтам и может быть рекомендована как промежуточная или предварительная.
Переносные приборы выполняют обычно в виде чемодана с отделениями для хранения инструмента, электролитов, оснастки.
Универсальный прибор УПЭК-901 (рис. 1.6,а) позволяет маркировать плоские и слабо изогнутые поверхности на рабочем столе прибора (масса деталей до 10 кг) и выносной головкой (рис. 1.6,б) с длиной шнура 2 м. Для нанесения информации на круглые детали диаметром до 25 мм имеется устройство (рис. 1.6,в), работающее по принципу накатывания по трафарету или шрифту со скоростью перемещения деталей 300 мм/мин.
Устройство для накатывания (рис.1.6,в) выполнено в виде реверсивного двигателя 6 с зубчатой рейкой 5, съемного прижима 1 с цангой, закрепляемой на цилиндрическом штыре 8 прибора, и подпружиненного клейма 3 или трафарета, которые базируются на подвижное основание 4. При включении электродвигателя движение через редуктор и зубчатую рейку передается прижиму, который прокатывает деталь 2 по трафарету или клейму. Положение съемного прижима регулируют перестановкой цанги по высоте, а длину маркирования – концевыми выключателями 7, 9.
Все вспомогательные устройства закреплены на съемной крышке прибора. Там находятся, выносная головка с ручным штемпелем и шнуром, провод для подключения прибора к сети, съемная часть электрохимического накатника, устройство для дозирования электролита, включающее мерные технические шприцы с иглами, концы которых введены в поролоновые подушки, расположенные в прозрачных коробках.
26
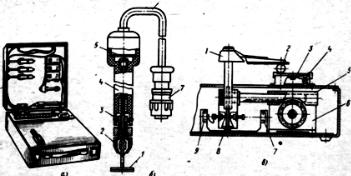
Рис. 1.6. Универсальный прибор УПЭК-901:
а– общий вид; б – выносная головка;
в– устройство для накатывания
На каждой коробке указана марка маркируемого материала. Приборы оснащены тремя шприцами, в которых находятся электролиты для маркирования сталей, цветных и титановых сплавов. Объем шприца 10 мл, объем каждой подушки 12 см3, разовая подача электролита 1,5-2 мл. После нажатия на поршень шприца часть электролита поступает в подушку, которая используется в дальнейшем взамен тампона. Количество электролита должно быть таким, чтобы обеспечить смачивание поверхности без накопления электролита в виде капель, что существенно снижает четкость знака.
Головка (рис. 1.6,б) выполнена в виде ручки 4 из капролона, цанги 2 со штемпелем 1, закрепленным шаровым шарниром 3 на ручке. Головка соединена с прибором шнуром 6 с быстроразъемным штекерным устройством 7; ее масса не более 80 г. Маркирование происходит объемными знаками или по трафарету.
Точная фиксация головки относительно маркируемой поверхности происходит за счет шарнирного крепления рабочей части относительно ручки. Допускаемый перекос до 8°. Величина прижима головки к детали ограничена подпружи-
27
ненным упором, который при силе 500 Н воздействует на микровыключатель 5 и включает технологический ток. Время действия тока задается с помощью реле и определяется автоматом, либо периодом нажатия на упор.
Электрическая схема прибора включает блок питания, обеспечивающий подачу стабилизированного напряжения с погрешностью не более 0,1 В. Напряжение изменяют дискретно через 1 В от 2 до 5 В и через 2 В до 16 В клавишным переключателем на лицевой стороне прибора. От этого блока получает питание реле времени и блок управления, позволяющий выдать команды на перемещение рейки накатника мотором, автоматическую или ручную выдержку времени обработки.
Производительность прибора – до 800 плоских и до 200 цилиндрических деталей в час. Прибор позволяет получать качественное изображение на деталях при общей площади наносимой информации до 50 мм2.
Универсальный прибор ЭМ-1, выполненный в виде че-
моданчика, предназначен для маркирования сталей, цветных и титановых сплавов. Наибольшее число наносимых знаков – до 30. Прибор выпускается в двух исполнениях: для подключения к осветительной сети (220 В) и к сети станка (36 В). Электролиты хранятся во флаконах внутри чемодана. Там же находятся штемпельные подушки, клейма. Прибор работает в двух режимах выдержки времени маркирования: автоматическом, при котором время регулируется электронным реле ЭМРВ-27Б-1 (диапазон выдержек от 0,5 до 2,0 с), и ручном, когда время обработки зависит от длительности контакта инструмента с деталью. Переключение производится тумблером на панели прибора, где также расположены переключатели напряжения, тумблер, лампа подключения к сети и др.
В отличие от маркирования прибором УПЭК-901 маркирование прибором ЭМ-1 выполняется на съемной металлической пластине, которая при транспортировке крепится к внутренней стороне крышки прибора.
28
В нашей стране и за рубежом разработаны автоматы для мелкого маркирования деталей. Создана установка для маркирования плоских деталей с одновременным нанесением до 20 знаков. Установка работает в полуавтоматическом режиме, предназначена для маркирования мелких деталей с помощью трафарета при подаче электролита через пористый графитовый инструмент. Установка снабжена реле времени и устройством для регулирования степени прижима инструмента, обеспечивающим нормальную эксплуатацию трафарета. Известны автоматы для маркирования поршневых колец, втулок, пальцев и других массовых деталей. Например, при маркировании поршневых колец достигнута производительность до 800-1200 дет/ч.
Приборы фирмы «Classic»
Фирмой «Classic» в последние годы созданы простейшие и дешевые приборы для электрохимической маркировки продукции в ручном режиме. Они содержат блок управления, комплект проводов и маркировочную головку. рабочий стол, фетр и защитную ткань для маркировочной головки, электролит, маски.
Блок управления размещен в защищенном корпусе и оборудован кнопками ручного выставления режимов маркировки (модели EU-80, EU-100), или влагонепроницаемой мембранной клавиатурой для ввода параметров и контроля процесса маркировки и жидкокристаллическим дисплеем (модели EU300, EU-500). Технические характеристики приборов приведены в табл. 1.7.
Обрабатываемое изделие помещается на рабочий стол, являющийся также катодом. Маркировка производится прижатием рабочей головки вручную через трафаретную маску к поверхности изделия на выбранный заранее промежуток времени.
29
Таблица 1.7 Технические характеристики приборов для маркирования
Модель |
EU-80 |
EU-100 |
EU-300 |
|
EU-500 |
Ввод |
Клавиши |
Кнопки управления, 1- |
|||
данных |
управления |
строчный ЖК дисплей |
|||
Входное |
|
220 В (~) |
|
|
|
напряжение |
|
|
|
||
Выходное |
8, 16, 24 В |
0-24 В |
0-30 В |
||
напряжение |
(~) |
(~/=) |
|
(~/=) |
|
Мощность |
100 Вт |
310 Вт |
|
510 Вт |
|
Габаритные |
|
|
|
|
|
размеры |
155x200x150 мм |
140x380x220 мм |
|||
Цена составляет от 460 до 860 EUR.
Этой же фирмой создана ручная система EU-300 со специальной маркирующей рукояткой и автоматической подачей электролита. Система состоит из блока управления, специальной маркировочной рукоятки с кнопкой старта, оснащенной маркировочной головкой и трафаретом, насоса дозированной подачи электролита, комплекта проводов и резервуара для маркировочной рукоятки (для избегания растекания электролита). Режимы маркировки задаются на блоке управления, электролит подается автоматически. Применение этой системы очень удобно для быстрой маркировки крупногабаритных и тяжелых изделий.
Прибор EU CLASSIC – электролитический ручной маркиратор для нестираемой маркировки продукции и частей, имеющих токопроводящую поверхность. Маркируемая деталь кладется на маркировочный стол (поставляется опционально) или металлическую пластину, оператор промокает маркировочную головку с трафаретом в электролит и прикладывает ее к маркируемой детали. За доли секунды маркируемое изображение появляется на верхней поверхности детали. Маркировка продукции происходит под действием импульсов тока в среде
30