

3625
.pdfРис. 3.11. Шестиместное приспособление со сменными вставками (продолжение)
Конструкции вставок расширяют целевое назначение приспособлений, например, обеспечивают перфорацию тонко стенных деталей, снятие заусенцев, клеймение, полирование, а также формируют гидродинамику движения электролита.
На рис. 3.12 показана конструкция вставки, предназначенной для одновременного образования выточки и снятия заусенцев с четырех поперечных отверстий электрохимическим способом.
На рис. 3.13 показан эскиз обрабатываемой детали.
151

Рис. 3.12. Конструкция вставки, предназначенной для одновременного образования выточки и снятия заусенцев
152
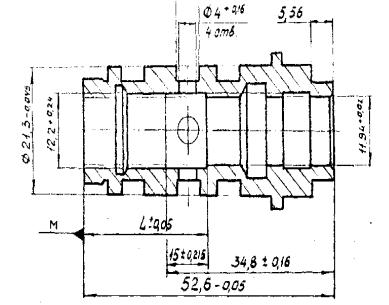
Рис 3.13. Эскиз обрабатываемой детали
Вставки устанавливаются в групповое приспособление, центрируясь поверхностью Д (рис. 3.12). Отрицательный полюс электрического тока подводится к электроду 7 от плиты I группового приспособления, положительный полюс – к детали через прижим 1 .Центральное отверстие обрабатываемой втул- ки-заготовки, за исключением области кармана, изолировано втулками 2 и 5. Таким образом, электрод не изолирован в том месте, где необходимо получить карман. Электролит в зону обработки попадает через центральное отверстие электрода 7, затем через центральное и поперечные отверстия втулки 2 и выливается в камеру. Благодаря пробкам 4 электролит не вытекает через поперечные отверстия, тем самым сохраняется одинаковая скорость движения электролита во всех сечениях кармана. Заготовка центрируется во вставке через переходную втулку 3. Все детали вставки и обрабатываемая заготовка являются телами вращения. Ограничивая биение электрода 7, центри-
153
рующей втулки 3, можно получить карман, соосный центральному отверстию в пределах заданного допуска (по 12 квалитету). Угловое положение электрода 7 в корпусе 6 поддерживается винтом 8. Таким образом, в данной вставке выполняются 2 операции: образование кармана и снятие заусенцев на пересечении четырех отверстий с центральными. При этом одновременно обрабатываются 6 деталей. Длинновые координаты кармана обеспечиваются расчетом линейных размерных цепей деталей приспособления (вставки).
В сборочном приспособлении необходимо обеспечить контрольный размер L 0,05 от базы М. При этом следует иметь величину разбивки по 0,5 мм по обе стороны от кромки электрода.
Сменная вставка на рис. 3.14, предназначена для перфорации шести отверстий в тонкостенной втулке, показанной на рис. 3.15. Вставка применяется в комплекте с групповым приспособлением, показанном на рис. 3.11.
Базовые поверхности и d постоянны для всех вставок (рис. 3.14). Между двумя трафаретами устанавливаются столбиком 4 заготовки-втулки. На трафаретах предусмотрены отверстия, идентичные отверстиям в заготовке-втулке. Толщина стенки заготовки около 1 мм, поэтому целесообразно обработку вести двумя электродами 2 и 6. Положительный полюс источника тока к детали подводится через прижим. Для защиты от растравливания прижимной втулки предусмотрена изоляционная втулка 4. Конструкция вставки обеспечивает постоянную скорость движения электролита. Путь движения электролита следующий: электролит через косые отверстия вставки 1 попадает в межэлектродные зазоры 3 и выливается в камеру 5.
Для прокачки электролита предусмотрены пазы (рис. 3.14). Для совпадения поперечных отверстий последние фиксируются между собой с помощью паза (на внутреннем) и лыски (на наружном) трафаретах. При изготовлении поперечные отверстия растачиваются совместно на обоих трафаретах в зафиксированном виде.
154

Рис. 3.14. Сменная вставка для перфорации шести отверстий в тонкостенной втулке
155

Рис. 3.15. Тонкостенная втулка с шестью отверстиями
В процессе обработки на заготовке-втулке образуются семь поперечных отверстий. Применение электрохимической перфорации заменяет две механические операции: сверление и снятие заусенцев. Применение группового приспособления с шестью такими вставками позволяет одновременно перфорировать двадцать четыре детали, соответственно получать 44 отверстия диаметром 3 мм и 24 отверстия диаметром 1 мм за 4- 5 минут.
На некоторых предприятиях групповые приспособления, токоподводы и прижимы являются частью установки (камеры) и она является базовой для ЭXО любых деталей по схеме с неподвижным электродом-инструментом.
Приспособления для ручных систем «EU-80/100/300/500 Classic» всех форм и размеров для любых поверхностей приведены на рис. 3.16.
На рис. 3.17 показана специальная Multi-значная маркировочная голова для изменения серийного номера.
156

Рис. 3.16. Приспособления для ручных систем
«EU-80/100/300/500 Classic»
Заготовки для изготовления трафаретных масок поставляются в листах или рулонах (рис.3.18). Такие маски могут легко изготавливаться в любых условиях: надо вставить заготовку в печатную машинку или матричный принтер и напечатать нужную информацию; можно даже просто с нажимом написать ручкой нужный текст.
157

Рис. 3.17. Маркировочная голова
На рис. 3.19 приведены устройства для быстрого создания временных шаблонов из бумажной основы при частых изменениях данных (например, серийные номера, 2D кодов).
Все размеры долгосрочных шаблонов изготавливаются фирмой Ostling из особого, химически и термически стойкого материала, имеющего сетчатую структуру, для повышения их долговечности. Такие маски (рис.3.20) наиболее долговечны, они обеспечивают наилучшее качество и разрешение изображений.
158

Рис. 3.18. Заготовки для изготовления трафаретных масок
159

Рис. 3.19. Устройства для быстрого создания временных шаблонов
160