

3625
.pdfПриспособление состоит из электрододержателя 5 с базами для крепления ЭИ 1 и электрододержателя 5 к подэлектродной плите 3. Фиксация ЭИ и электрододержателя на подэлектродной плите осуществляется прижимами 2 и 4. Подэлектродная плита оснащена хвостовиком для присоединения к шпинделю станка. В хвостовике предусмотрены отверстия, через которые подводится рабочая жидкость (РЖ).
На рис. 2.5 показан электрододержатель для пластинчатых ЭИ.
Рис. 2.5. Электрододержатель для пластинчатых ЭИ
Приспособление состоит из электрода 4, который крепится винтом 3. Положение оси электрода в двух взаимно перпендикулярных направлениях выверяется и фиксируется двумя парами винтов 1 и 2.
Конструкция электрододержателя для блочных приспособлений изображена на рис. 2.6.
Приспособление состоит из электрододержателя, который перемещается по колонкам 2 к нижней плите 1 на шариковых направляющих 3. Верхняя плита 4, на которой закрепляются электроды 5, соединяется со шпинделем станка хвостовиком 6. К плите 4 подводится рабочая жидкость по шлангу, соединенному со штуцером.
91

Рис. 2.6. Электрододержатель для блочных приспособлений
Приспособление для поворота ЭИ (рис. 2.7) применяют для прорезания щелей или пазов плоским ЭИ путем поворота его на какой-то угол от первоначально обработанного паза или щели (например, при изготовлении крестообразной щели), такая конструкция исключает повторную установку и выверку ЭИ, что снижает трудоемкость операции.
Приспособление состоит из верхней 7 и нижней 4 планшайб, нижнего 6 и верхнего 5 направляющих конусов, прижимного кольца 8, двух прихватов 3 и стопора 9. На нижней планшайбе находится лимб, имеющий 360 делений. Цена одного деления 1°. На верхней планшайбе имеется нониус, шесть делений которого на дуге 23° соответствуют 22 делениям нониуса. Следовательно, одно деление нониуса позволяет производить отсчет с точностью 10'. Предварительная установка угла поворота производится поворотом нижней планшайбы. Точная установка осуществляется винтом 9. Стопорится нижняя планшайба фиксатором 10. С помощью переходного фланца 2 к приспособлению можно крепить электромагнитную головку 1 или электрододержатель 11.
92
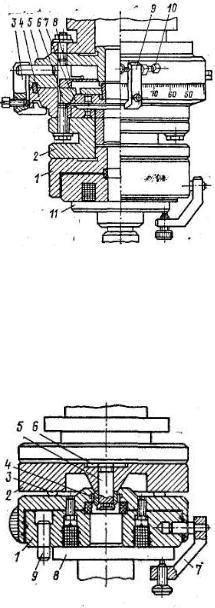
Рис. 2.7. Приспособление для поворота ЭИ
Приспособление для поворота ЭИ (рис. 2.8) служит для ориентации ЭИ относительно обрабатываемой заготовки. Она крепится на шпинделе станка и может устанавливаться на орбитальную головку или на приспособление для поворота ЭИ.
Рис. 2.8. Поворотное приспособление для ориентации ЭИ относительно обрабатываемой заготовки
93

Приспособление состоит из фланца 2, к которому через шарнирный подшипник 4, ось 5 и гайку 6 прикреплена магнитная головка 1. Последняя выставляется по отношению к фланцу при помощи четырех упоров 3. Крепление электрододержателя 8 к головке осуществляется магнитной головкой. Электрододержатель базируют тремя штифтами 9 и фиксируют прихватом 7.
Рискообразователь (рис. 2.9) служит для дополнительной разметки обрабатываемой заготовки при установке и выверке ЭИ.
Рис. 2.9. Рискообразователь
Приспособление состоит из держателя центра 1, винта 2 и пружины 3. Устанавливается на электромагнитную головку и с ее помощью закрепляется на шпинделе станка.
Показанный на рис. 2.10 центроискатель предназначен для поиска и совмещения оси шпинделя станка с центром или координатной точкой разметки заготовки. Центроискатель устанавливается на шпиндельной головке станка с помощью электромагнитной головки.
Приспособление состоит из хвостовика 2 и закрепленного на нем микроскопа-центроискателя 1.
94

Рис. 2.10. Центроискатель для поиска и совмещения оси шпинделя станка с центром
Центроискатель (рис. 2.11) служит для осуществления установочных перемещений заготовки.
Рис. 2.11. Центроискатель для осуществления установочных перемещений заготовки
Приспособление состоит из стола, который позволяет выполнять два взаимно перпендикулярных перемещения в горизонтальной плоскости, осуществляемых с помощью рукояток 1
95

и 5 по нониусам 2 и 4. Поворот стола производится рукояткой 7 и контролируется по нониусу 6. Верхняя плита 3 изолирована от других частей станка диэлектрической прокладкой.
Для обработки мелких штампов используется универсальное приспособление, приведенное на рис. 2.12.
Рис. 2.12. Приспособление для обработки мелких штампов
Приспособление имеет электрододержатель 4 с устройством для подвода рабочей жидкости, базами 5 и прижимом 3. Заготовка 7 штампа устанавливается на основание 9 и прижимается к базовым упорам 1 и 6 прижимом 8. Направление подачи ЭИ обеспечивается тремя направляющими колонками 2. Перед изготовлением партии деталей приспособление настраивается по 1-й обрабатываемой заготовке.
На рис. 2.13 изображено универсальное приспособление для обработки штампов и пресс-форм.
Приспособление состоит из нижней плиты 1, на которой установлены направляющие колонки 3 с изоляцией 2. К плите 1 с помощью механических прихватов, зажимов или магнитной плиты крепится обрабатываемая заготовка 4, положение которой фиксируется посредством контрольных штифтов, планок или упоров. По колонкам 3 на шариковых сепараторах 5 перемещается верхняя плита 6, на которой расположено устройство
96

для крепления и фиксации ЭИ. Верхняя плита соединяется со шпинделем станка при помощи плавающего хвостовика 7.
Рис. 2.13. Универсальное приспособление для обработки штампов и пресс-форм
Универсальное механизированное приспособление для обработки крупногабаритных штампов показано на рис. 2.14.
Приспособление на рис. 2.14 имеет электрододержатель 9 с упорными базами 2 и винтовыми прижимами ЭИ 3. Заготовка штампа устанавливается на основание 6, оснащенное рольгангом 7 для ее перемещения в приспособлении до задних и боковых базовых упоров 4 и 8, и закрепляется подвижным боковым базовым упором 5. Направление подачи ЭИ обеспечивается тремя направляющими колонками 1. Базовые упоры и основание приспособления перенастраиваемые. Перед изготовлением партии деталей приспособление настраивается по первой обрабатываемой заготовке, а в дальнейшем базирование ЭИ и заготовки при их замене производится по базовым упорам.
97

Рис. 2.14. Приспособление для обработки крупногабаритных штампов
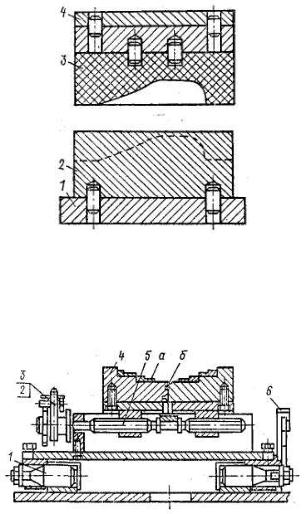
Известно также приспособление для выверки баз при помощи блоков (рис. 2.15).
Выверка баз осуществляется по шаблону 3, устанавливаемому по базам 1 и 4 приспособлений, в которых закрепляются обрабатываемая заготовка 2 и ЭИ.
Рис. 2.15. Приспособление для выверки баз
98
Нашло использование приспособление (рис. 2.16) для выверки баз путем совмещения штифтов и отверстий. Выверка баз обрабатываемой заготовки 2 и ЭИ 3 осуществляется сближением базовых плоскостей 1 и 4.
Рис. 2.16. Приспособление для выверки баз путем совмещения штифтов и отверстий
Для обработки деталей используются тиски для крепления заготовок круглого и прямоугольного сечений (рис. 2.17).
Рис. 2.17. Тиски для крепления заготовок круглого и прямоугольного сечений
99

Плоские заготовки зажимаются губками 4. Для крепления круглых заготовок в вертикальной и горизонтальной плоскостях предусмотрены вырезы (а, б). Передвижение губок осуществляется винтом 5 с помощью рукоятки 2 через храповый механизм 3. Тиски могут поворачиваться относительно стола станка вокруг оси 1. Для контроля поворота служит угломер 6.
На рис. 2.18 показано приспособление для крепления ЭИ и заготовки с одновременной фиксацией их взаимного положения. Предназначено для электроэрозионной прошивки отверстий, связанных координатами с боковыми поверхностями заготовки.
Рис. 2.18. Приспособление для крепления ЭИ и заготовки с одновременной фиксацией их взаимного положения
Посредством винта 3 в верхней плите 7 приспособления (рис. 2.18) крепятся кондукторные пластины 4 с направляющими отверстиями. Кондукторная пластина изготавливается из изоляционного материала или изолируется от массы станка. ЭИ 5 крепится на станке в плавающем патроне. При помощи винта 6 перемещением плиты 7, установленной на шариковых направляющих и в колонках 8, кондукторная пластина 4 подается к заготовке 2. Обрабатываемые заготовки крепятся в нижней плите 9 винтом 1. Верхние и нижние плиты имеют две базовые плоскости, согласованные между собой.
100