

3565
.pdf
|
|
контактных |
площа- |
|||
|
|
док. |
|
|
|
|
Полупро- |
Пластина |
Заготовка |
из |
полу- |
||
воднико- |
|
проводникового |
ма- |
|||
вая пла- |
|
териала, |
предназна- |
|||
стина |
|
ченная для изготов- |
||||
|
|
ления |
полупровод- |
|||
|
|
никовых |
интеграль- |
|||
|
|
ных микросхем. |
|
|||
Контакт- |
Контактная |
Металлизированный |
||||
ная пло- |
площадка |
участок на подложке, |
||||
щадка ин- |
|
кристалле |
или |
кор- |
||
теграль- |
|
пусе |
интегральной |
|||
ной мик- |
|
микросхемы, |
служа- |
|||
росхемы |
|
щий |
для |
присоеди- |
||
|
|
нения |
выводов |
ком- |
||
|
|
понентов и кристал- |
||||
|
|
лов, перемычек, а |
||||
|
|
также контроля элек- |
||||
|
|
трических |
парамет- |
|||
|
|
ров и режимов. |
|
|||
19
Продолжение таблицы 1.4
1 |
2 |
|
|
3 |
|
|
Основание |
– |
Основание |
|
корпуса |
||
микросхе- |
|
(или выводной рамки с |
||||
мы |
|
подложкой) со смонти- |
||||
|
|
рованным |
кристаллом |
|||
|
|
и |
присоединенными |
|||
|
|
выводами. |
|
|
|
|
Корпус ин- |
– |
Часть конструкции ин- |
||||
тегральной |
|
тегральной |
микросхе- |
|||
микросхе- |
|
мы, |
предназначенная |
|||
мы |
|
для |
ее |
защиты |
от |
|
|
|
внешних воздействий и |
||||
|
|
соединения с |
внешни- |
|||
|
|
ми электрическими це- |
||||
|
|
пями |
посредством |
вы- |
||
|
|
водов. |
|
|
|
|
Тело кор- |
– |
Часть корпуса без вы- |
||||
пуса |
|
водов. |
|
|
|
|
Ключ |
– |
Конструктивная |
осо- |
|||
|
|
бенность корпуса, оп- |
||||
|
|
ределяющая |
располо- |
|||
|
|
жение (позицию) выво- |
||||
|
|
да, с которого начина- |
||||
|
|
ют отсчет выводов. |
|
|||
Позиция |
– |
Месторасположение |
||||
выводов |
|
выводов, |
расположен- |
|||
|
|
ных по окружности или |
||||
|
|
в ряду, на выходе из |
||||
|
|
тела |
корпуса. |
Каждая |
||
|
|
позиция |
вывода |
обо- |
|
|
|
значается |
порядковым |
||
|
|
номером. |
|
|
|
Сборочная |
– |
Основание |
корпуса с |
||
единица |
|
выводами |
(выводными |
||
|
|
площадками); крышка |
|||
|
|
корпуса |
с |
прозрачным |
|
|
|
окном. |
|
|
|
Деталь |
– |
Основание, |
выводная |
||
корпуса |
|
рамка, крышка, |
выво- |
||
|
|
ды. |
|
|
|
20
Окончание таблицы 1.4
1 |
|
2 |
|
|
3 |
|
|
|
Основа- |
– |
Часть |
корпуса, |
предна- |
||||
ние |
кор- |
|
значенная |
для |
монтажа |
|||
пуса |
|
|
компонентов |
и |
кристал- |
|||
|
|
|
лов интегральных микро- |
|||||
|
|
|
схем. |
|
|
|
|
|
Выводная |
– |
Деталь |
корпуса, |
пред- |
||||
рамка |
|
|
ставляющая собой в со- |
|||||
|
|
|
стоянии |
поставки |
ряд |
|||
|
|
|
(ряды) выводов, соеди- |
|||||
|
|
|
ненных общей перемыч- |
|||||
|
|
|
кой. |
|
|
|
|
|
Крышка |
– |
Деталь |
корпуса, |
соеди- |
||||
корпуса |
|
няемая |
с |
его |
основание |
|||
|
|
|
при герметизации |
инте- |
||||
|
|
|
гральных микросхем. |
|||||
Вывод |
– |
Часть |
корпуса, |
предна- |
||||
корпуса |
|
значенная для электриче- |
||||||
|
|
|
ского |
соединения |
инте- |
|||
|
|
|
гральных |
микросхем с |
||||
|
|
|
элементами |
радиоэлек- |
||||
|
|
|
тронной аппаратуры. |
|||||
Контакт- |
– |
Часть |
вывода |
(выводной |
||||
ная |
пло- |
|
рамки) или металлизиро- |
|||||
щадка ос- |
|
ванных проводников раз- |
||||||
нования |
|
водки, |
|
расположенная |
||||
|
|
|
внутри корпуса и предна- |
|||||
|
|
|
значенная |
для соедине- |
||||
|
|
|
ний внутренних |
межсо- |
||||
|
|
единений интегральных |
|
|
микросхем. |
|
|
|
Монтаж- |
– |
Зона на основании корпуса, |
ная пло- |
|
предназначенная для монтажа |
|
кристаллов и компонентов мик- |
|
щадка |
|
|
|
росхем |
|
Герме- |
– |
Способность корпуса не пропус- |
тичность |
|
кать через свои элементы жид- |
|
кость или газ; герметичность |
|
корпуса |
|
|
|
характеризуется скорость допус- |
|
|
|
тимой утечки (течью) потока |
|
|
жидкости или газа. |
21
2. Пайка кристаллов и плат к корпусам
Крепление кристаллов полупроводниковых приборов и ИС к основанию корпуса должно обеспечивать хорошую механическую прочность, отвод тепла, а также стойкость к ударам и вибрациям. Выбор метода зависит, прежде всего, от материалов соединяемых деталей.
В полупроводниковой промышленности применяют следующие способы крепления кристалла на основание корпуса или на подложку: пайка припоями, пайка эвтектическими сплавами, сплавление, приклепывание токопроводящими и нетокопроводящими клеями, крепление кристаллов с помощью легкоплавких или тугоплавких стекол.
Выбор способа монтажа кристаллов зависит от конструктивных особенностей прибора, его электрических и тепловых характеристик, типа корпуса и других показателей.
2.1. Пайка кристаллов полупроводниковых приборов и ИС к контактным площадкам корпусов
Монтаж кристаллов пайкой широко применяется в технологии производства ИЭТ. Наибольшее распространение при монтаже кристаллов в корпуса или на держатели получили эвтектические припои золото – кремний и золото – германий. Однако при сборке кристаллов больших размеров появляются проблемы, связанные как с увеличением размеров соединения, так и невоз-
можностью обеспечить высокое качество и надежность монтажа с помощью традиционных процессов присоединения кристаллов.
С целью замены золота при пайке кристаллов проводился поиск других типов покрытий и припоев. В частности, хорошо зарекомендовали себя покрытия корпусов из никеля и его сплавов, а в качестве припоев сплавы на основе эвтектики олово – свинец. Коллекторная сторона кристаллов при этом должна иметь металлизацию, хорошо смачиваемую мягким припоем. Для этой цели используются пленки серебра, никеля и гальванически осажденный слой никель – олово (олово – висмут).
Следует отметить, что получение сплава Sn
–Bi с содержанием Bi от 1 до 1,5 % сопряжено с определенными трудностями, связанными с нестабильностью электролита, т. к. соли Bi входящие в состав электролита, подвергаются гидролизу. Результатом этого является разложение электролита, что требует частой его смены. Кроме того, соли Bi являются дефицитными, а металлический висмут токсичен.
Для улучшения смачивания припоем паяемых поверхностей полупроводникового кристалла и корпуса, повышения температурной и коррозионной стойкости паяных контактов рекомендуется наносить на коллекторную поверхность кристалла электролитическое покрытие Ni
–Sn (30 – 50 % Ni) из фторидхлоридного электролита с органической добавкой ОС-20. Введе-
22

ние во фторидхлоридный электролит органической добавки ОС-20 позволяет получать качественно другие покрытия из сплава Ni – Sn, не блестящие, а се- ребристо-белые. Добавка ОС-20 в состав покрытия Ni
–Sn играет роль поверхностно-активного вещества, а при температуре пайки выполняет в некоторой степени функцию флюса и тем самым способствует лучшему смачиванию и растеканию припоя.
Транзисторы обычно собираются в корпусах, герметизируемых пластмассой, или в металлостеклянных корпусах со штырьковыми выводами. Размеры кристаллов составляют 0,7 0,7 мм и более, которые, в основном, определяют и технологию сборки.
Для транзисторов малой и средней мощности наиболее широко используются конструкции корпусов типа КТ-26 и КТ-27, которые имеют узкую полосу плакировки золотом, захватывающую по ширине посадочное место под пайку кристаллов и часть траверс под приварку внутренних выводов. Посадка кристаллов в эти корпуса ведется обычно контактно-реактивной пайкой.
В настоящее время в целях экономии золота широко внедряется в производство изделий в корпусах КТ-26 и КТ-27 материал ФМФА и ему подобные с алюминиевой полосой плакировки вместо золота. Для контакт- но-реактивной пайки кремниевых кристаллов на полосу алюминиевой плакировки могут быть выбраны относительно низкотемпературные эвтектические соединения на основе алюминия – германия и алюми-
23
ния – цинка.
Перед сборкой кристаллы (в составе пластины) должны пройти операции нанесения на коллекторную сторону пластины материалов, участвующих в пайке: слоя алюминия с последующим вжиганием и слоя германия или цинка. Толщина наносимых материалов зависит от размеров присоединенных кристаллов и может быть рассчитана соответственно эвтектическому составу и уточнена эмпирически. Вполне удовлетворительные результаты получены, например, при толщине слоя германия около 3 мкм, нанесенного методом вакуумного напыления на подслой алюминия толщиной 1 мкм, напыленного на коллекторную сторону кремниевой пластины с размерами кристаллов 0,7 0,7 мм.
Пайка кремниевых кристаллов транзисторов с использованием эвтектики алюминий – германий и алюминий – цинк уже нашла применение в серийном производстве именно в корпусах типа КТ-26 и КТ-27. При этом внедрение способа сборки не потребовало значительного изменения технологического процесса сборки и замены используемого ранее оборудования.
Для сборки мощных транзисторов чаще всего используется корпус типа КТ-28, посадка кристаллов в который возможна на мягкий припой с применением флюса или без него в восстановительной среде. Пайка кристаллов с применением флюса используется в серийном производстве, однако предполагает последующее проведение
24
отмывок от флюса, который может отрицательно повлиять на параметры прибора и снизить надежность сборочных узлов. Поэтому, в целях исключения дополнительной операции (отмывки) и поддержания надежности на требуемом уровне, целесообразно проводить бесфлюсовую пайку кристаллов в восстановительной или защитной среде.
Качество пайки во многом зависит от места расположения припоя перед пайкой. Возможно традиционное расположение прокладки припоя непосредственно под кристаллом, однако в процессе пайки оксидные пленки и загрязнения на поверхности прокладки при расплавлении остаются в зоне шва, что ухудшает смачиваемость припоем поверхности кристалла и корпуса, нарушает сплошность шва, а это, в свою очередь, приводит к ухудшению теплопроводности шва и снижению надежности транзистора.
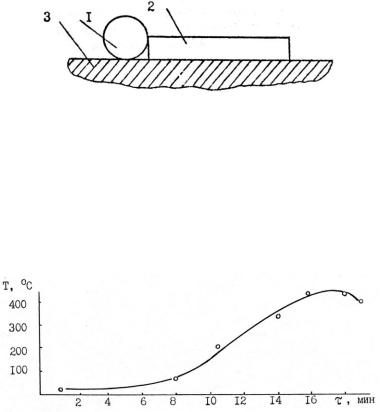
Этого недостатка лишен способ сборки приборов, в котором использован капиллярный эффект заполнения зазора припоем в процессе пайки кристалла. Перед пайкой в непосредственном касании одной из боковых граней кристалла располагается навеска припоя ПОС-61 (рис. 2.1). Детали фиксируются относительно корпуса специальной кассетой. Кассету со сборками помещают в конвейерную водородную печь, где при температуре 390 – 420 ºС происходит расплавление припоя, который за счет капиллярных сил заполняет микрозазор между коллекторной стороной кристалла и никелированным корпусом, смачивает эти поверхности и при кристаллизации образуется качественный паяный шов. Характерной осо-
бенностью этого процесса является то, что оксидные пленки и загрязнения остаются за пределами паяного шва – в месте первоначального расположения навески припоя.
Рис. 2.1. Схема напайки кристалла на никелированное основание с использованием капиллярного эффекта: 1 – навеска припоя; 2 – кристалл; 3 – основание
Изменение температуры нагрева кассеты со сборками в канале конвейерной печи от скорости движения ленты показано на рис. 2.2.
Рис. 2.2. Зависимость температуры нагрева кассеты со сборками в канале конвейерной печи от времени при скорости движения ленты 13 см/мин
Способ сборки приборов с применением капиллярного эффекта широко используется в мас-
25
совом производстве мощных транзисторов. Возможно применение другого способа сборки
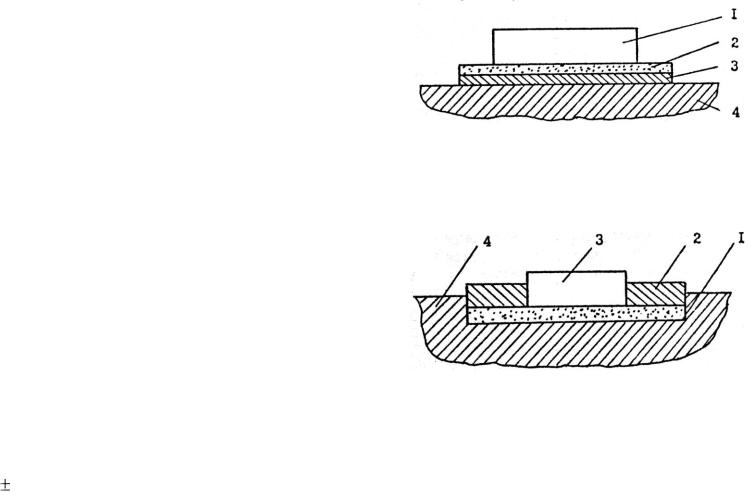
изделий в восстановительной среде, не требующего нанесения на коллекторную сторону кристалла никакой металлизации: пайка кремниевого кристалла может быть реализована с использованием никелевых (или медных) пористых сред. Для пайки в этом случае применяется свинец с добавкой нескольких процентов олова (ПОС-2). Однако предложенное расположение деталей при пайке (рис. 2.3) не обеспечит выведения оксидных пленок и других включений, находящихся на припойной прокладке. Это может привести к ухудшению сплошности шва. Кроме того, детали не фиксируются между собой и сборка должна обеспечиваться специальной кассетой.
Этих недостатков лишен способ сборки, заключающийся в том, что в основании корпуса (рис. 2.4) формируют прямоугольное углубление, в котором размещают фильтрующий – легирующий элемент (пористую никелевую прокладку, на которую укладывают припойную прокладку в виде рамки). При этом внешние стороны рамки равны размерам углубления в корпусе, а размеры отверстия соответствуют площади кристалла. Припойные рамки обычно штампуются из фольги заданной толщины припоя ПОС-2. В отверстия припойной рамки размещают кристалл. Затем приборы, собранные указанным способом, помещают в конвейерную водородную печь. В процессе пайки при температуре 390 10 ºС припойная рамка расплавляется и пропитывает никелевую пористую прокладку, при этом происходит очистка припоя от
26
оксидных пленок и других загрязнений, легирование припоя никелем при фильтрации расплава через пористую прокладку. Очищенный и легированный припой, взаимодействуя с кремнием, формирует качественный паяный шов кристалл – корпус.
Рис. 2.3. Пайка кристалла с использованием пористых сред: 1 – кристалл; 2 – пористая среда в виде прокладки; 3 – припой; 4 – основание корпуса
Рис. 2.4. Пайка кристалла на основании корпуса с углублением: 1 – пористая никелевая прокладка; 2 – припойная прокладка; 3 – кристалл; 4
– основание корпуса
Определение размеров навески припоя проводится расчетным путем с учетом пористости фильтрующего элемента, его размером и уточня-
27

ется экспериментальными исследованиями. Описанный способ сборки испытан в серийном производстве
ипозволяет обеспечить по сравнению с существующими способами ориентированную загрузку кристаллов и их фиксацию относительно корпуса до начала процесса пайки. Применение кассеты, которая необходима только для обеспечения давления на кристалл в процессе пайки, упрощает сборку и повышает качество, а, следовательно, и процент выхода годных транзисторов.
Металлостеклянные корпуса транзисторов со штырьковыми выводами типа КТ-1, КТ-2, КТ-3 и другие широко используются в электронной технике
ихорошо известны специалистам. Эти корпуса имеют общие особенности конструкции: внешние выводы их перпендикулярны основанию корпуса или фланцу и соединены с ним через стеклоизоляторы металлостеклянным спаем. Концы выводов выведены внутрь корпуса и являются его траверсами.
Транзисторы малой и средней мощности отличаются малыми размерами кристаллов (ориентиро-
вочно от 0,3 0,3 до 1,2 1,2 мм). Манипулирование такими кристаллами, сборка их в кассеты затруднена в связи с их малостью. Преимущественно используемый способ посадки кристаллов в такие корпуса – контактно-реактивная пайка.
В электронной промышленности применяются варианты конструкций, содержащие золоченые детали, несущие функциональную нагрузку при сборке, например, компенсаторов (диски из ковара или молибдена), покрытых золотом. На такой компенсатор
контактно-реактивной пайкой присоединяется кристалл. Затем компенсатор с кристаллом с помощью мягкого припоя паяется в корпус транзистора, покрытый никелем. Такие конструкции используются в серийном производстве транзисторов средней и большой мощности. Следует помнить, что наличие дополнительной детали компенсатора – приводит к увеличению трудоемкости сборки, снижению надежности изделия за счет появления в конструкции дополнительного паяного шва с низкой термостойкостью (золото – мягкий припой). Эти недостатки отсутствуют в конструкции корпуса, предусматривающей локальное золочение участков под пайку кристаллов и присоединение выводов.
Рассматриваемые методы сборки приборов с использованием локального золочения корпусов могут использоваться в серийном производстве. НО будущее корпусов со штырьковыми выводами в наиболее перспективном алюминиевом покрытии, которое позволяет на применяемом оборудовании при незначительном изменении режимов пайки обеспечить сборку транзисторов, исключив при этом из конструкции пару металлов с низкой надежностью (алюминий – золото). Присоединение внутренних выводов к алюминиевой металлизации возможно термокомпрессионной, ультразвуковой и термозвуковой микросваркой.
Мощные транзисторы в металлостеклянных корпусах содержат золото в виде покрытий кол-
28

лекторной или лицевой металлизации отдельных де- |
термоциклированию и механической прочно- |
||||
талей корпуса (траверсы, компенсаторы и т. д.). Раз- |
стью. |
|
|
||
меры кристаллов мощных транзисторов, как правило, |
Для крепления элементов ИС применяются |
||||
более 1,5 1,5 мм, с ними достаточно удобно рабо- |
проводящие эпоксидные клеи с серебряным на- |
||||
тать в процессе загрузки в кассету перед пайкой. Кас- |
полнителем, вулканизирующиеся в течение ко- |
||||
сетная сборка мощных транзисторов в защитной вос- |
роткого времени при температуре не |
выше |
|||
становительной среде широко используется в произ- |
150 °С. Эти клеи обеспечивают высокую меха- |
||||
водстве. |
|
|
ническую и термоциклическую прочность со- |
||
Пайка кристаллов мощных транзисторов на мяг- |
единений. Основным недостатком проводящих |
||||
кий припой более предпочтительна, нежели эвтекти- |
клеев с серебряным наполнителем является ми- |
||||
ческая контактно-реактивная, так как в жестких эв- |
грация серебра, если между клеевой прослойкой |
||||
тектических швах в случае пайки кристаллов боль- |
и каким-либо расположенным вблизи проводни- |
||||
ших размеров могут возникать внутренние напряже- |
ком имеется разность потенциалов. Ионы сереб- |
||||
ния, приводящие к разрушению кристалла. В паяных |
ра в таких условиях мигрируют в направлении |
||||
соединениях кристаллов, образованных мягкими |
катода (проводника), создавая проводящие мос- |
||||
припоями, внутренние напряжения частично релак- |
тики. Подавить это явление можно заменив се- |
||||
сируются и разрушения кристаллов даже при цикли- |
ребро золотом или сплавом серебро – палладий. |
||||
ческих испытаниях не наблюдаются. |
|
Разработана технология для посадки кри- |
|||
|
|
|
сталлов размером более 1,6 |
1,6 мм с помощью |
|
2.2. Присоединение кристаллов к корпусам с по- |
клея ВК-32-200 в условиях автоматизированной |
||||
мощью клея |
|
|
сборки. При посадке кристаллов на клей ВК-32- |
||
|
|
|
200 необходимо учитывать следующее: |
|
|
В электронной промышленности для присоеди- |
– клей должен выдавливаться из-под кри- |
||||
нения плат к |
основаниям клейкой |
разработан |
сталла по всему периметру; |
|
|
ОСТ ГО 029.004 Ред. 1-73. Для крепления СВЧ мик- |
– непараллельность плоскостей присоеди- |
||||
росхем к основанию корпуса и микросборок исполь- |
нения кристалла и контактной площадки не |
||||
зуют теплопроводящие изолирующие клеи марок ВК- |
должна превышать 0,05 мм (между гранями); |
||||
9, |
КВК-68, |
К-400, |
– максимальный размер |
отпечатка |
должен |
МК-400, Д-9 и другие. Для монтажа СВЧ микросхем |
соответствовать образованию буртика клея, вы- |
||||
к основанию корпуса и микросборок разработан клей |
сота которого не должна превышать 50 % тол- |
||||
марки ТКЛ-2, обладающий достаточной стойкостью к |
щины кристалла; |
|
|
||
|
29 |
|
30 |
|
|

– размер отпечатка клея должен быть больше размера кристалла не менее чем на 0,15 мм на каждой стороне.
Посадку кристалла можно осуществлять на установке ЭМ-438М. Перед посадкой на керамическую подложку кристаллодержатель предварительно нагревается в течение 30 с при температуре 100 10 °С. Для всех типоразмеров кристаллов время присоединения составляло 0,6 с, время вибрации – 0,2 с, причем вибрация включается через 0,1 с, после опускания инструмента. Затем осуществляется полимеризация готового клеевого соединения в следующих ре-
жимах: |
Т = |
60 °С – 0,5 ч, |
Т = |
80 °С – 0,5 ч, |
Т = |
180 10 |
°С – 2 ч. |
|
|
|
|
Оптимальные режимы дозирования и посадки |
|||||
кристаллов |
размерами |
1,6 |
1,6, 2,5 3,5 |
и |
|
5,2 5,8 |
мм приведены в табл. 2.1. |
|
|||
Таблица 2.1
Оптимальные режимы дозирования клея ВК-32- 200 и присоединения кристаллов
|
|
Режим до- |
Режим присоедине- |
|||
|
|
зирования |
||||
Размер |
|
ния на ЭМ-438М |
||||
Кристал- |
на УДП-1 |
|||||
кри- |
|
|
||||
лодержа- |
|
|
|
темпера- |
||
сталла, |
|
масса |
давление |
|||
тель |
|
тура сто- |
||||
мм |
η, c |
дозы, |
инстру- |
|||
|
лика, |
|||||
|
|
|
мг |
мента, Н |
||
|
|
|
Т 10 ºС |
|||
|
|
|
|
|
||
2,5 |
Керамика |
0,0 |
0,37 |
5,0 |
100 |
|
3,5 |
6 |
|
|
|
||
|
|
|
|
|||
5,2 |
Керамика |
0,0 |
0,52 |
– |
– |
5,8 |
|
8 |
|
|
|
5,2 |
Керамика |
0,1 |
2,2 |
6,0 |
100 |
5,8 |
|
6 |
|
|
|
При термокомпрессионной разварке выводов на кристалл, посаженный на клей ВК-32-200, прочность клеевого соединения снижается всего на 50 %, т. е. не ниже прочности, требуемой технологическим процессом.
Максимальная прочность клеевого соединения будет в том случае, если вся его поверхность будет полностью смочена клеящим веществом. На практике полностью заполнить клеем все неровности поверхности не удается. Этому препятствует воздух, уплотняемый в замкнутом пространстве в неровностях: его давление уравновешивается внешним давлением, что препятствует проникновению клея в глубь неровностей.
Глубину заполнения клеем неровностей поверхности, имеющих коническую форму, можно определить по формуле
h H 1 |
PH |
2 |
|
PH |
|
, |
|
P |
|
P |
|
P |
|||
|
|
|
|
|
|||
где Н – средняя глубина норы; Р – внешнее давление;
РH – начальное давление воздуха в порах; – поверхностное натяжение на межфазной границе клей – воздух.
2.3. Пайка стеклом
31