

Технологическое обеспечение качества поверхностного слоя деталей пр
..pdfгде – начальная фаза колебаний.
Из приведенных выше уравнений следует:
fм.соб |
c |
. |
(9) |
|
|||
|
m |
|
|
Масса m колебательной системы в процессе алмазного микровыглаживания состоит из нескольких составляющих. На рис. 21 представлена схема приспособления, с помощью которого реализуется процесс обработки на токарном станке. Из конструкции приспособления следует, что масса колеблющейся системы
m = m1 + m2 + m3 + m4,
где m1, m2, m3 и m4 – массы элементов колеблющейся системы.
Рис. 21. Приспособление для алмазного микровыглаживания с элементами колеблющейся системы: 1 – алмазный микровыглаживатель; 2 – вилка; 3 – каретка; 4 – пружина
Учитывая необходимость суммирования колеблющихся масс, преобразуем уравнение (9). После подстановки значения жесткости пружины приспособления уравнение частоты собственных колебаний алмазного микровыглаживателя имеет вид
fм.соб n с , (10)
mi
i 1
61
n
где mi – сумма колеблющихся масс в процессе алмазного микро-
i 1
n
выглаживания, mi = m1+m2+m2+…+mn.
i 1
Таким образом, вывод уравнений собственных и вынужденных колебаний алмазного микровыглаживателя позволяет определить условие динамической устойчивости процесса микровыглаживания, состоящее в том, чтобы не допустить резонанса собственных и вынужденных колебаний микровыглаживателя. Выполнение этого условия позволяет стабильно обеспечивать качество поверхностного слоя миниатюрных деталей при алмазном микровыглаживании.
2.2.3. Условия стабильного обеспечения качества поверхностного слоя при наибольшей производительности алмазного микровыглаживания
Стабильность обеспечения качества поверхности должна достигаться при наибольшей производительности алмазного микровыглаживания. Это можно осуществить, примененяя комплексный технологический критерий, учитывающий все указанные выше факторы процесса алмазного микровыглаживания.
В связи с необходимостью стабильного обеспечения качества поверхностного слоя деталей при наибольшей производительности алмазного микровыглаживания возникают задачи установления области стабильного протекания данного процесса, находящейся вне резонансной зоны, ирежимов, обеспечивающихпротекание процесса вэтойобласти.
Определение области стабильного протекания процесса. Для решения этой задачи необходимо установить критические значения технологических параметров Sм.крит и fшп.крит, определяющие резонансную зону процесса алмазного микровыглаживания.
Исходя из того, что резонанс возникает, если
fм.соб= n fм.вын , |
(11) |
62

где n = 1, 2, 3, …, подставим в левую и правую части выражения (11) уравнения (8) и (10):
|
fшп |
|
|
|
|
с |
. |
(12) |
|
|
|
9,422 |
n |
||||||
1,272 |
|
|
mi |
|
|
||||
|
Sp |
4 |
|
|
|
||||
|
|
|
|
i 1 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Sм |
|
|
|
|
|
|
В данном уравнении, являющемся условием резонанса, значения частоты вращения шпинделя fшп и подачи Sм алмазного микровыглаживания являются критическими технологическими параметрами. При достижении критических значений этих параметров могут возникать колебания алмазного микровыглаживателя и нарушаться стабильное обеспечение качества поверхностного слоя детали.
Для определения критической подачи микровыглаживателя Sм.крит и критической частоты вращения шпинделя fшп.крит решим уравнение (12) относительно указанных параметров.
После преобразования относительно подачи микровыглаживания получаемформулу критическойподачи алмазногомикровыглаживания:
Sм.крит |
0,571 |
|
m 0,5 |
|
0,25 |
(13) |
|
fшп |
|
1,272 |
Sp . |
||||
|
|
|
|
c |
|
|
|
|
|
|
|
|
|
|
|
Входящие в данную формулу параметры варьируются в определенных пределах, определяемых технологическими возможностями процесса алмазного микровыглаживания, требованиями к обеспечению заданных показателей качества обработанных поверхностей, а также производительностью микровыглаживания.
Приведем примерные диапазоны значений параметров, исполь-
зуемых в практике алмазного микровыглаживания [32]: |
|
ЧислооборотовшпинделяNшп, об/мин..................................... |
350–2000 |
ПодачаалмазногомикровыглаживателяSм, мм/об................. |
0,01–0,2 |
Жесткостьпружиныприспособленияс, Н/мм......................... |
0,5–1,5 |
Колеблющаясямассаm, кг.......................................................... |
0,1 |
ПодачарезанияприпредварительномточенииSp, мм/об..... |
0,02–0,2 |
|
63 |
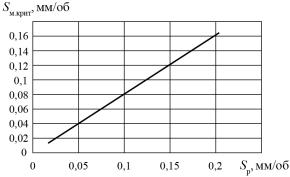
Используя средние значения параметров (m = 0,1 кг, с = 1 Н/мм, Nшп = 1000 об/мин) и формулу (13), построим для примера график изменения критических подач микровыглаживания Sм.крит в зависимости от подач резания Sp при предварительном точении (рис. 22).
При построении графика используем следующие значения подач:
Подача резания |
0,02 |
|
0,05 |
0,08 |
0,11 |
0,14 |
0,17 |
0,20 |
Sp, мм/об |
|
|||||||
|
|
|
|
|
|
|
|
|
Рассчитаннаякритиче- |
|
|
|
|
|
|
|
|
скаяподачамикровы- |
0,016 |
|
0,040 |
0,065 |
0,089 |
0,113 |
0,137 |
0,161 |
глаживанияSм.крит, |
|
|
|
|
|
|
|
|
мм/об |
|
|
|
|
|
|
|
|
Число оборотов шпинделя определяется из соотношения |
|
|||||||
|
|
Nшп = 60 fшп. |
|
|
|
(14) |
||
Данный график хорошо иллюстрирует размещение критических подач и подач, обеспечивающих стабильный процесс обработки. Рекомендуемые к применению подачи при назначении режимов алмазного микровыглаживания находятся вне линии Sм.крит.
Рис. 22. Зависимость критической подачи алмазного микровыглаживания от подачи резания
Для определения критических значений числа оборотов шпинделя Nшп.крит преобразуем уравнение (12) с использованием выражения (14). В результате получаем:
64
|
|
|
с |
0,5 |
|
|
|
S |
м |
4 |
|
||
N |
|
60 |
|
|
|
1,272 |
9,422 |
|
|
|
. |
(15) |
|
|
m |
|
|
|
|||||||||
|
шп.крит |
|
|
|
|
S |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
р |
|
|
||
Входящие в формулу (15) параметры, как и в случае критической подачи микровыглаживания, варьируются в определенных пределах, определяемых технологическими возможностями процесса алмазного микровыглаживанияипроизводительностьюалмазногомикровыглаживания.
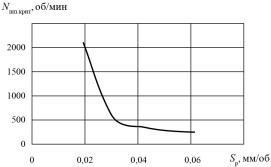
Используя средние значения параметров (m = 0,1 кг, с = 1 Н/мм, Sм = 0,02 мм/об) и формулу (15), построим для примера график изменения критического количества оборотов шпинделя Nшп.крит в зависимости от подач резания Sp при предварительном точении (рис. 23).
Рис. 23. Зависимость числа оборотов шпинделя при алмазном микровыглаживании от подачи резания
При построении графика используем следующие значения Sp
и Nшп.крит:
Подача резания Sp, мм/об |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
|
|
|
|
|
Рассчитанноекритическоечисло |
2029 |
594 |
353 |
287 |
263 |
оборотовшпинделя Nшп.крит, об/мин |
Данный график хорошо иллюстрирует размещение линии критического количества оборотов шпинделя и области тех значений оборотов
65
шпинделя, которые обеспечивают стабильность процесса обработки. Рекомендуемые к применению числа оборотов шпинделя при назначении режимовалмазногомикровыглаживаниянаходятсявнелинииNшп.крит.
Полученные формулы критической подачи алмазного микровыглаживания (13) и критического количества оборотов шпинделя (15) дают возможность точного расчета динамически неблагоприятных режимов обработки и определения режимов, обеспечивающих качество и производительность. Применение формул на практике в исследовательском и производственномпроцессахоткрывает следующиевозможности:
1)определения и назначения режимов алмазного микровыглаживания с соблюдением условия стабильного обеспечения качества поверхности и наибольшей производительности обработки поверхности;
2)прогнозирования динамических процессов в алмазном микровыглаживании при применении различных технологических параметров;
3)табулирования и нормирования режимов алмазного микровы-
глаживания миниатюрных, маложестких и тонкостенных деталей с целью повышения качества обработки, повышения ее производительности, а также увеличения ресурса выпускаемых изделий;
4) создания комплексного технологического критерия обеспечения качества и производительности алмазного микровыглаживания.
Комплексный технологический критерий качества и производительности при алмазном микровыглаживании. Комплексный технологический критерий качества и производительности Кт при алмазном микровыглаживании необходим для научно обоснованного стабильного обеспечения качества поверхностного слоя деталей при наибольшей производительности алмазного микровыглаживания миниатюрных деталей. Он представляет собой функцию двух составляющих – числа оборотов шпинделя Nшп и подачи алмазного микровыглаживания Sм:
Кт = f(Nшп, Sм).
Оба компонента технологического критерия влияют на качество и производительность при алмазном микровыглаживании. Однако
66
подача в большей степени влияет на качество поверхностного слоя (шероховатость и микротвердость), а число оборотов шпинделя, в свою очередь, определяет производительность алмазного микровыглаживания. Таким образом, увязывая оба компонента в одном комплексном технологическом критерии Кт, можно решить задачу технологического обеспечения качества и производительности при алмазном микровыглаживании.
Для определения и назначения технологических режимов алмазного микровыглаживания миниатюрных деталей с соблюдением условия стабильного обеспечения качества поверхности и наибольшей производительности обработки определим критический технологический критерий Кт.крит, который позволяет выделить и исключить из всей совокупности технологических режимов те критические режимы, при которых возникает явление резонанса, нарушающее стабильность процесса алмазного микровыглаживания.
Критический комплексный технологический критерий Кт.крит представляет собой функцию двух составляющих – критического числа оборотов шпинделя Nшп.крит и критической подачи алмазного микровыглаживания Sм.крит:
Кт.крит = f(Nшп.крит, Sм.крит).
Он выводится из уравнения критического числа оборотов шпинделя, решенного для критической подачи микровыглаживания. Для
его вывода используем уравнение (15). Заменим в нем Nшп.крит на Кт.крит и введем вместо подачи микровыглаживания Sм критическую
подачу микровыглаживания Sм.крит, применив для этого уравнение (13). В итоге получим уравнение критического комплексного технологического критерия качества и производительности для алмазного микровыглаживания в общем виде:
|
|
|
с |
|
0,5 |
|
|
|
Sм.крит |
|
4 |
|
|
|
||
|
|
60 |
|
|
9,422 |
|
|
. |
(16) |
|||||||
К |
|
|
|
|
|
1,272 |
|
|
|
|
|
|
||||
|
m |
|
|
S |
|
|
|
|||||||||
|
т. крит |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
р |
|
|
|
|
|
|
Физический смысл критического комплексного технологического критерия качества и производительности при алмазном микровы-
67
глаживании заключается в том, что это фактически критическое число оборотов шпинделя, определенное для критической подачи алмазного микровыглаживания. Подставляя в это уравнение исходные данные для соответствующих материалов миниатюрных деталей, можно установить соответствующий им критерий качества и производительности и определить допустимые области технологических режимов, обеспечивающих качество и максимальную производительность обработки.
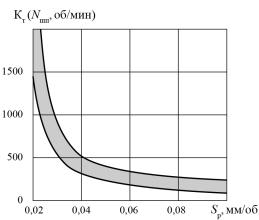
Рис. 24. Зависимостькомплексноготехнологическогокритериякачества поверхностногослояминиатюрныхдеталейинаибольшей производительности алмазногомикровыглаживанияотподачирезания:  – критическиезначения комплексноготехнологическогокритерияКт.крит
– критическиезначения комплексноготехнологическогокритерияКт.крит
В качестве примера на рис. 24 показана область критических значений комплексного технологического критерия качества и производительности алмазного микровыглаживания, определенная по формуле (16) для следующих условий обработки: интервал подач резания на предварительной операции Sр = 0,02…0,10 мм/об; критическая подача алмазного микровыглаживания Sм.крит = 0,02 мм/об; жесткость пружины приспособления с = 1,0 Н/мм; колеблющаяся масса m = 0,1 кг. Применение показанного в примере комплексного технологического критерия обеспечивает стабильное получение ка-
68
чества поверхностей при максимальной производительности микровыглаживания миниатюрных деталей для принятого сочетания условий обработки.
Комплексный критерий дает возможность определить конкретные технологические режимы алмазного микровыглаживания, обеспечивающие стабильное получение качества поверхностей и максимальную производительность обработки миниатюрных деталей.
Применение данного критерия решает задачу научного обоснования технологического обеспечения качества и производительности алмазного микровыглаживания миниатюрных деталей.
Контрольные вопросы
1.Назовите основные особенности технологии алмазного микровыглаживания.
2.Охарактеризуйте миниатюрные детали.
3.Приведите схему взаимодействия микровыглаживателя с обрабатываемой поверхностью.
4.Какова схема сил при алмазном микровыглаживании?
5.Охарактеризуйтеалмазный микровыглаживающийинструмент.
6.Каковыособенноститрения приалмазноммикровыглаживании?
7.Как производится расчет приведенного радиуса кривизны алмазного микровыглаживателя?
8.Что является фактором, обусловливающим возникновение высокой интенсивности изменения напряжений в зоне деформирования при алмазном микровыглаживании?
9.Каковы причины возникновения вынужденных колебаний алмазного микровыглаживателя в процессе микровыглаживания?
10.Приведите и охарактеризуйте формулу частоты вынужденных колебаний алмазного микровыглаживателя.
11.От чего зависит частота собственных колебаний алмазного микровыглаживателя?
69
12.Приведите формулу критической подачи алмазного микровыглаживания. Охарактеризуйте ее значение.
13.Что является условием стабильного обеспечения качества поверхности и наибольшей производительности обработки при алмазном микровыглаживании?
70