

Технологическое обеспечение качества поверхностного слоя деталей пр
..pdfУстановим подачу микровыглаживателя Sм0 = 0. В этом случае вектор движения алмазного микровыглаживателя за один оборот детали один раз накладывается на вектор движения вершины резца. Частота колебаний вынуждающего фактора равна частоте вращения шпинделя: fм.вын0 = fм.шп. При этом период колебаний вынуждающего фактора tм.вын0 = (рис. 17, а). Для удобства представления в дальнейшем данное значение tм.вын0 примем за 1.
При подаче алмазного микровыглаживателя Sм = 0,25Sр (рис. 16, а) частота колебаний возмущающего фактора меньше частоты вращения
шпинделя: fм.вын = 34 fм.шп. При этом период колебаний вынуждающего
43 (рис. 17, б).
Если подача алмазного микровыглаживателя Sм = 0,5Sр (рис. 16, б), то частота колебаний возмущающего фактора также меньше частоты вращения шпинделя: fм.вын = 0,5 fм.шп. Практически она уменьшилась в сравнении с предыдущим случаем. При этом период колебаний вынуждающегофактора соответственноувеличился: tм.вын= 2 (рис. 17, в).
При подаче алмазного микровыглаживателя Sм = 0,75Sр (рис. 16, в) частота колебаний возмущающего фактора fм.вын = 14 fм.шп. Практически
она вновь уменьшилась в сравнении с предыдущим случаем. При этом период колебаний вынуждающего фактора соответственно увеличился:
tм.вын= 4 (рис. 17, г).
Установим подачу микровыглаживателя Sм = Sр. В этом случае вектор движения алмазного микровыглаживателя параллелен вектору движения вершины резца и не накладывается на него. Частота колебаний вынуждающего фактора в этом случае fм.вын = 0. При этом период колебаний вынуждающего фактора tм.вын = .
Анализируя рассмотренные выше частные случаи различных сочетаний подач резания Sр и микровыглаживания Sм, видим, что с увеличением подачи микровыглаживания Sм при неизменном значении подачи резания Sр происходит увеличение периода колебаний выну-
51
ждающего фактора tм.вын.. Учитывая, что период колебаний t и частота колебаний f связаны зависимостью t = 1/ f , а также используя отношение Sр/ Sм, можно сделать вывод, что с уменьшением величины отношения подачи резания к подаче микровыглаживания Sр/ Sм происходит увеличение периода колебаний вынуждающего фактора t. Изменение Sр/ Sм в интервале от + до 1 приводит к изменению t соответственно в интервале от 1 до + .
Анализ частных случаев сочетаний подач показывает, что существует функциональная связь между периодом колебаний t вынуждающего фактора и технологическими параметрами процесса (подачей резания Sp при предварительном точении и подачей алмазного микровыглаживания Sм), имеющая вид
|
|
S |
p |
|
|
t |
f |
|
. |
(3) |
|
|
|
||||
|
|
Sм |
|
||
Вывод математического уравнения данной функциональной связи выполним графоаналитическим методом.
При выполнении расчетов принимаем следующие условия:
1.Частота вращения шпинделя станка постоянна как при предварительномточении, такипри алмазноммикровыглаживании (N = const).
2.Алмазное микровыглаживание производится с различными
подачами Sм, а предварительное точение – с постоянной подачей ре-
зания (Sр = const).
Для определения опорных точек уравнения корреляционной связи используем номограмму подач алмазного микровыглаживания (рис. 18). Номограмму выстраиваем таким образом, чтобы опорные точки определялись как точки пересечения векторов подач микровыглаживания и вектора подачи резания. В этом случае каждая точка находится как точка пересечения двух линий в системе декартовых
координат. На оси X отложены значения подач Sм и Sp в условных единицах. За единицу принимаем величину подачи резания Sp. Значения подач алмазного микровыглаживания Sм на номограмме определяются как доли подачи резания Sp.
52

Рис. 18. Подачи алмазного микровыглаживания
На оси Y отложены значения периода колебаний t. Здесь также величины значений периода колебаний устанавливаем в условных единицах. За единицу значения периода колебаний t принята величина периода одного колебания шпинделя tшп.
53
Как уже было сказано выше, точки пересечения прямых Sм и Sp образуют десять пронумерованных на номограмме опорных точек. Для установления координат опорных точек определяем уравнения прямых линий Sм и Sp.
Общее уравнение прямой линии на плоскости имеет вид
Ах + Ву + С = 0.
Номограмма подач микровыглаживания на рис. 18 позволяет на каждой прямой линии Sм и Sp установить координаты как минимум двух точек.
Определение уравнения прямой линии по двум исходным лежащим на ней точкам производим с использованием математического выражения
x x0 |
|
y y0 |
. |
||
x x |
|
||||
|
y |
y |
|||
1 |
0 |
|
1 |
0 |
|
Результаты расчетов координат двух точек и уравнений прямых линий Sм и Sp сводим в табл. 2.
Таблица 2
Координаты точек и уравнения векторов Sм и Sp
Прямая |
Координаты |
Уравнение |
||
исходных точек |
||||
|
0(х;у) |
1(х;у) |
|
|
Sм1 |
0;0 |
1;12 |
12x y 0 |
|
|
|
|
|
|
Sм2 |
0;0 |
2;12 |
6x y 0 |
|
|
|
|
|
|
Sм3 |
0;0 |
3;12 |
x |
1 y 0 |
|
|
|
|
4 |
Sм4 |
0;0 |
4;12 |
x |
1 y 0 |
|
|
|
|
3 |
54 |
|
|
|
|
|
|
|
|
Окончание табл. 2 |
|
Прямая |
Координаты |
Уравнение |
|||
исходных точек |
|||||
|
0(х;у) |
1(х;у) |
|
|
|
Sм5 |
0;0 |
5;12 |
x |
5 |
y 0 |
|
|||||
|
|
|
12 |
|
|
Sм6 |
0;0 |
6;12 |
x |
1 y 0 |
|
|
|
|
|
2 |
|
Sм7 |
0;0 |
7;12 |
x |
7 |
y 0 |
|
|||||
|
|
|
12 |
|
|
Sм8 |
0;0 |
8;12 |
x |
2 y 0 |
|
|
|
|
|
3 |
|
Sм9 |
0;0 |
6;8 |
x |
6 y 0 |
|
|
|
|
|
8 |
|
Sм10 |
0;0 |
5;6 |
x |
5 y 0 |
|
|
|
|
|
6 |
|
Sр |
0;1 |
8;9 |
х у 1 0 |
||
|
|
|
|
|
|
На следующем этапе расчета производим определение координат опорных точек 1–10 пересечения прямых линий Sм и Sp.
Координаты данных точек определяются как центры пересечения двух прямых из системы уравнений
A1x B1 y C2 0,
A2 x B2 y C2 0.
Решая данную систему уравнений для каждого вектора подачи алмазного микровыглаживания Sм, пересекающего вектор Sp, получим значения координат соответствующих опорных точек 1–10. Абсцисса X каждой опорной точки на рис. 18 соответствует определенному вектору подачи Sм, а ордината Y соответствует периоду колебаний ti для соответствующего значения подачи Sмi в долях от пе-
55
риода колебаний t для подачи резания Sp. Числовое значение Sм также взято в долях от подачи Sp, значение которой принято за единицу.
Полученные в результате расчета числовые значения координат опорных точек 1–10 для соответствующих подач алмазного микровыглаживания Sм вносим в табл. 3. В данной таблице абсцисса Х каждой опорной точки обозначена как Sм.
|
Координаты опорных точек |
Таблица 3 |
||
|
|
|||
|
|
|
|
|
Номер точки |
|
Параметры |
|
|
|
|
|
||
Sм |
Х(Sp/Sм) |
Y(t) |
||
|
||||
0 |
0,000 |
|
1,000 |
|
|
|
|
|
|
1 |
0,083 |
12,000 |
1,091 |
|
|
|
|
|
|
2 |
0,167 |
6,000 |
1,200 |
|
|
|
|
|
|
3 |
0,250 |
4,000 |
1,333 |
|
|
|
|
|
|
4 |
0,333 |
3,000 |
1,500 |
|
|
|
|
|
|
5 |
0,417 |
2,400 |
1,714 |
|
|
|
|
|
|
6 |
0,500 |
2,000 |
2,000 |
|
|
|
|
|
|
7 |
0,583 |
1,714 |
2,400 |
|
|
|
|
|
|
8 |
0,667 |
1,500 |
3,000 |
|
|
|
|
|
|
9 |
0,750 |
1,333 |
4,000 |
|
|
|
|
|
|
10 |
0,883 |
1,200 |
6,000 |
|
|
|
|
|
|
11 |
1,000 |
1,000 |
|
|
|
|
|
|
|
Далее рассчитываем для каждой опорной точки 1–10 численное значениеотношенияSp / Sм. Полученныеданныетакжезаносимвтабл. 3.
Для оценки граничных значений рассчитываемых и исследуемых параметров вводим условные точки 0 и 11. Точка 0 соответствует значению подачи алмазного микровыглаживания Sм0 = 0. При этом отношение подач Sp/Sм0 = , а период колебаний t0 = 1. Точка 11 соответствует значению подачи алмазного микровыглаживания Sм11 = 1. Данная
56
ситуация возникает в случае параллельности векторов подач алмазного микровыглаживания Sм11 и резания Sp. При этом значения подач
равны (Sм11 = Sp), а период колебаний t11 = .
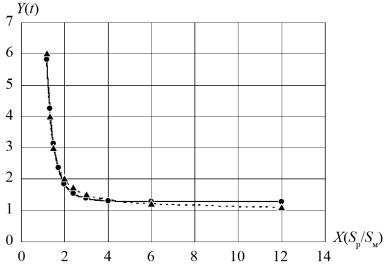
Применяя из табл. 3 рассчитанные значения периода колебаний вынуждающего фактора t, а также отношения подач резания и алмазного микровыглаживания Sp / Sм, строим в системе декартовых координат график функции t = f(Sp/Sм) (рис. 19).
Рис. 19. Зависимость периода колебаний вынуждающего фактора t от отношения подач резания и алмазного микровыглаживания Sp/Sм:
––●–– кривая реального процесса; - -▲- - кривая моделируемого процесса
Кривая графика функции t = f(Sp/Sм) для реального процесса представляет собой гиперболу, характерную для дробных рациональных функций вида
y b |
|
b1 |
. |
(4) |
|
||||
0 |
|
xn |
|
|
Данное уравнение есть уравнение корреляционной связи между исследуемыми параметрами и является математической моделью описываемого процесса, получаемой графоаналитическим методом.
57
Для расчета коэффициентов используется программа Matrixer, предназначенная для анализа и обработки данных, проведения эконометрических и статистических расчетов и оценки моделей как линейной, так и нелинейной регрессий. Matrixer работает как с матрицами, так и переменными (столбцами матриц).
После расчета получены следующие значения коэффициентов уравнения:
b0 = 1,272328225; b1 = 9,4221861382; n = – 4.
Коэффициент детерминации R2 = 95 %. Этот показатель характеризует адекватность данной модели.
Округлив числовые значения, запишем уравнение (4) в следующем виде:
y 1,272 9,422x4 .
Кривая моделируемого процесса, рассчитанная по полученной выше формуле, представлена на графике (см. рис. 19).
Выполним подстановку соответствующих параметров функции и аргумента:
t 1,272 |
9,422 . |
(5) |
||
|
|
Sp 4 |
|
|
|
|
|
|
|
|
|
|
||
|
|
Sм |
|
|
Полученный период колебаний t вынуждающего фактора связан с частотой колебаний f соотношением
t |
1 |
. |
(6) |
|
|||
|
f |
|
|
Необходимо иметь в виду, что параметр f, называемый нами частотой колебаний вынуждающего фактора – неровностей от предшествующей токарной обработки, учитывает только колебания за один проход по развертке обрабатываемой поверхности детали и не учитывает частоту вращения шпинделя fшп. Поэтому с учетом fшп частота вынужденных колебаний алмазного микровыглаживателя
58
|
fм.вын |
f fшп. |
|
|
|
|
(7) |
Учитывая зависимости (5), (6) и (7), получаем: |
|
||||||
fм.вын |
f fшп |
fшп |
|
|
. |
(8) |
|
1,272 |
9,422 |
||||||
|
|
|
|
Sp 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Sм |
|
|
|
Применение полученной формулы частоты вынужденных колебаний алмазного микровыглаживателя на практике в исследовательском и производственном процессах открывает следующие возможности:
1)прогнозирования динамических процессов при алмазном микровыглаживании, в частности производства точных расчетов частоты колебаний в зависимости от технологических параметров;
2)определения и назначения режимов алмазного микровыглаживания с соблюдением условия динамической стабилизации процесса обработки, обеспечивающих высокое качество и производительность обработки;
3)вывода условия динамической устойчивости процесса алмазного микровыглаживания и технологического обеспечения качества поверхностного слоя наоснове комплексного технологическогокритерия.
Определение частоты собственных колебаний алмазного микровыглаживателя. Для решения задачи определения частоты собственных колебаний алмазного микровыглаживателя примем следующие допущения:
1. Так как тангенциальная составляющая силы микровыглажива-
ния Fт в 15–20 раз меньше нормальной Fн, примем рассматриваемую систему с одной степенью свободы.
2. Скольжение алмазного микровыглаживателя совершается по абсолютно жесткой поверхности.
3.Масса инструмента приведена к точке касания инструмента
исуппорта.
59

Схема для расчета, учитывающая представленные допущения, изображена на рис. 20.
Рис. 20. Колебательная система
Система станок – приспособление – инструмент – деталь (СПИД) при алмазном микровыглаживании представляет собой механическую систему с одной степенью свободы, так как инструмент (алмазный микровыглаживатель) имеет возможность перемещаться в неподвижно закрепленном в резцедержателе приспособлении (пружинной державке) только в одном направлении – по нормали к обрабатываемой поверхности. Вся система вместе с совершающим колебательные движения микровыглаживателем, установленным в пружинной державке и выполняющиммикровыглаживание, представляет собойлинейную систему.
Данная линейная система сводится к простейшей механической колебательной системе, которой является масса m (кг) с пружиной (см. рис. 20), при условии линейности восстанавливающей силы пружины:
Р = сх,
где Р – сила реакции пружины (равная силе микровыглаживания), Н; с – коэффициент жесткости пружины, Н·мм–1; х – величина растяжения или сжатия пружины, мм.
Дифференциальное уравнение свободных колебаний системы, представленной на рис. 20, имеет вид
mx + cx = 0.
Движение массы представляет собой гармоническое колебание: x t asin fм.собt ,
60