

Технологическое обеспечение качества поверхностного слоя деталей пр
..pdfЭту проблему удалось решить разработав научно обоснованные технологические условия стабильного обеспечения заданного качества поверхностного слоя миниатюрных деталей и повышения производительности алмазного микровыглаживания. При этом были решены следующие задачи:
–установлены наследственные факторы, вызывающие колебания технологической системы при алмазном микровыглаживании;
–определена интенсивность изменения напряжений в зоне деформирования при микровыглаживании миниатюрных деталей;
–получена математическая зависимость частоты вынужденных колебаний алмазного микровыглаживателя от соотношения подач при точении и алмазном микровыглаживании;
–установлены аналитические зависимости критических параметров алмазного микровыглаживания от значений подач при предварительном точении.
Нами впервые разработан, исследован и применен на практике новый способ отделочно-упрочняющей обработки по методу поверхностного пластического деформирования – алмазное микровыглаживание. Этот способ существенно расширяет область применения ППД, распространяя ее на новый класс деталей – миниатюрные детали из сталей и цветных сплавов.
В настоящее время в отечественной промышленности изготовляется значительное количество миниатюрных деталей приборов и механизмов. В связи с этим создание, исследование и внедрение новых высокоэффективных методов обработки миниатюрных деталей приборов и механизмов, таких как алмазное микровыглаживание, чтобы обеспечить повышение качества и эффективности обработки по данному способу на финишных операциях, является весьма актуальным.
Практическое применение данного метода обеспечивает эффективность изготовления деталей приборов и механизмов, дает большую экономию и прибыль как промышленному производству, так
иэксплуатирующим выпускаемую продукцию отраслям, а именно: позволяет сократить технологический цикл обработки, снизить трудовые и материальные затраты на производство, а также увеличить
11
надежность и долговечность приборов и механизмов, снизить расходы на их ремонт, уменьшить потребность в запасных частях и т.д.
Следует ожидать, что в будущем исследования в данной области будут продолжены, что позволит сделать процесс алмазного микровыглаживания адаптивно управляемым, управлять качеством обрабатываемых поверхностей, регулируя кривизну рабочего профиля инструмента, а также появятся новые методы алмазного микровыглаживания с новыми технологическими возможностями, например плосковершинное микровыглаживание.
12

1. АЛМАЗНОЕ МИКРОВЫГЛАЖИВАНИЕ. ОСНОВНЫЕ ПРИНЦИПЫ
1.1. Технологические возможности процесса алмазного микровыглаживания
Алмазное микровыглаживание – это один из методов финишной обработки металлов и их сплавов, заключающийся в использовании местной пластической деформации, создаваемой в поверхностном слое детали вследствие определенного контактного взаимодействия сверхтвердого и гладкого деформирующего элемента микровыглаживателя с обрабатываемой поверхностью (рис. 1).
Рис. 1. Алмазное микровыглаживание на токарном станке
13
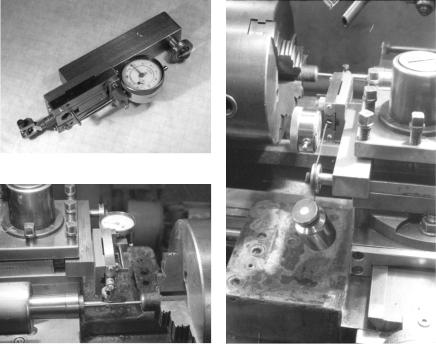
Обрабатывающая система (микровыглаживатель – обрабатываемая деталь) должна обеспечить создание системы прижимающих сил, необходимых для получения поверхностной пластической деформации, а также взаимное относительное вращательно-поступа- тельное перемещение детали и микровыглаживающего инструмента с целью обработки данной поверхности детали. Для этого используется определенная оснастка, примером которой может служить пружинная державка, представленная на рис. 2.
Процесс алмазного микровыглаживания осуществляется без добавочного подогрева детали и инструмента.
а
б |
в |
Рис. 2. Пружиннаядержавкадляалмазногомикровыглаживания миниатюрныхдеталей: а– всобранномвиде; б– врабочемположении состороныобрабатываемогообразца; в– в процессекалибровкипружины
14
Поверхностная пластическая деформация вызывается системой сил, создающих давление на обрабатываемую поверхность, превышающее величину напряжения пластического течения обрабатываемого материала. Она протекает при комнатной температуре, вызывая, кроме течения микронеровностей, наклеп поверхностного слоя обрабатываемой детали. Результатом перемещения микронеровностей поверхности под воздействием на обрабатываемую поверхность гладкого и практически недеформируемого сверхтвердого рабочего элемента микровыглаживателя является уменьшение высоты микронеровностей обрабатываемой поверхности, в то время как следствием наклепа является существенное изменение свойств и физикомеханических характеристик поверхностного слоя детали. Эти явления, несмотря на то что они протекают одновременно, могут иметь различную интенсивность в зависимости от требуемого основного эффекта микровыглаживания.
Алмазное микровыглаживание имеет много общего с известными ранее методами обработки поверхностным пластическим деформированием, в частности с алмазным выглаживанием. В настоящее время алмазное выглаживание довольно широко представлено в научнотехнической литературе [1, 2, 3, 4, 5]. Имеются капитальные труды по алмазному выглаживанию, представленные в работах различных авторов. Разработана фундаментальная теория процесса, охватывающая самые различные аспекты [6, 7, 8, 9, 10, 11, 12]. В течение нескольких десятков лет, начиная с момента разработки и первого применения метода на практике в пятидесятых годах, накоплен и обобщен значительный экспериментальный материал по алмазному выглаживанию. В шестидесятых годах развитие метода алмазного выглаживания и разработка конструкций инструментов позволили обеспечивать высокую чистоту поверхностей, упрочнение и более высокую размерную точность. Тогда же было начато производство унифицированного универсального инструмента для обработки валов и отверстий. Приспособленный к универсальным токарным станкам, он позволил в западных странах и у нас в стране развить технологию поверхностной пластической обработки.
15
Вто же время информации об алмазном микровыглаживании чрезвычайно мало, хотя исследования алмазного микровыглаживания ведутся уже достаточно давно (с начала восьмидесятых годов). За это время проведены научно-исследовательские работы с применением инструмента с деформирующим элементом из синтетических алмазов как в условиях лаборатории, так и в производственных условиях на промышленном предприятии. В результате этих исследований получен большой объем информации о процессе микровыглаживания. В связи с этим существует необходимость систематизации
иобобщения результатов выполненных теоретических и экспериментальных работ по алмазному микровыглаживанию. Недостаток научных знаний в области алмазного микровыглаживания является проблемой, сдерживающей дальнейшее развитие данной технологии.
Впрактике применения алмазного микровыглаживания миниатюрных деталей в отдельных случаях наблюдаются вибрации микровыглаживающего инструмента. В основном это явление отмечается при обработке предварительно проточенных поверхностей и сопровождается радиальными возвратно-поступательными перемещениями алмазного микровыглаживающего инструмента с определенной
частотой. Аналогичные по характеру явления встречаются также в процессе выполнения поверхностного пластического деформирования другими методами, например алмазным выглаживанием [5], и при обработке резанием, например тонком точении чистовыми рез-
цами [13, 14].
Применение алмазного микровыглаживания при обработке миниатюрных, маложестких и тонкостенных деталей дает возможность повысить качество и производительность обработки, снижает износ подвижных деталей в парах трения [15] и, в конечном итоге, увеличивает ресурс изделий. При этом имеется возможность получения обработанных поверхностей с заданными эксплуатационными свойствами. С этой точки зрения алмазное микровыглаживание различных осей, штифтов, колец и других деталей приборов и механизмов имеет в современной технологии механической обработки большие перспективы в развитии. В связи с этим научное обоснование техно-
16
логического обеспечения качества и производительности алмазного микровыглаживания становится актуальной задачей.
Алмазное микровыглаживание и его влияние на поверхностные слои деталей приборов и машин являются в настоящее время предметом дальнейших исследований. Следует ожидать, что в ближайшем будущем будут предложены для использования в промышленном производстве новая оснастка и инструменты, которые дадут возможность сделать процесс алмазного микровыглаживания адаптивно управляемым, позволят управлять качеством обрабатываемых поверхностей путем регулирования кривизны рабочего профиля инструмента, а также будут предложены новые методы алмазного микровыглаживания с новыми технологическими возможностями, например плосковершинное микровыглаживание [16].
В области алмазного микровыглаживания имеются следующие разработки. Проведены предварительные исследования самого процесса алмазного микровыглаживания, исследования качества микровыглаженных поверхностей. Исследованы такие явления, как сглаживание, упрочнение и остаточные напряжения в поверхностном слое подвергнутых микровыглаживанию деталей. Исследованы релаксационные явления в поверхностных микровыглаженных слоях металлов и их сплавов. Разработан уникальный экспресс-метод оценки остаточных напряжений в поверхностном слое миниатюрных деталей [17]. Изучены некоторые динамические процессы при микровыглаживании [18]. Разработана технология микровыглаживания некоторых отдельных миниатюрных деталей из легированных и конструкционных сталей, а также цветных сплавов [19].
Сконструированы инструменты и оснастка для микровыглаживания наружных гладких цилиндрических (в том числе конических и фасонных), а также торцевых поверхностей и галтельных переходов маложестких, миниатюрных и тонкостенных деталей типа осей, валов, штифтов и втулок [20].
Разработаны программы расчета и выполнен расчет режимов алмазного микровыглаживания и показателей качества микровыгла-
17
женных поверхностей деталей, что позволяет производить выбор параметров микровыглаживания для нескольких основных материалов.
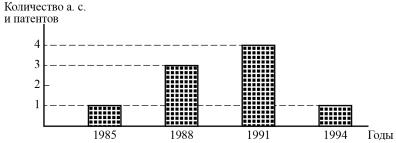
О состоянии развития исследований микровыглаживания может свидетельствовать сравнение количества авторских свидетельств и патентов в области технологии микровыглаживания, а также конструкций инструментов. При выполнении исследований микровыглаживания и связанных с ним процессов в период с 1985 по 1994 гг. нами получено 8 авторских свидетельств [21, 22, 23, 24, 25, 26, 27, 28] и 1 патент [29]. На рис. 3 представлена динамика развития выполненных нами исследований в области микровыглаживания, защищенных охранными документами. Все это является хорошей базой для дальнейшего развития научно обоснованного технологического обеспечения качества и производительности алмазного микровыглаживания.
Рис. 3. Динамика развития исследований микровыглаживания
Алмазное микровыглаживание может быть использовано в приборостроительной промышленности, а также в общем машиностроении. Существующая оснастка для реализации метода позволяет применять его как на универсальных станках и станках с ЧПУ, так и на специальных и агрегатных станках и станках типа «обрабатывающий центр». Быстрое развитие алмазного микровыглаживания как простого и экономичного метода конечной обработки, повышающей одновременно как качество обрабатываемых деталей и производительность обработки, так и эксплуатационные свойства деталей приборов и машин, является необходимым для промышленного производства.
18
1.2. Назначение и области применения алмазного микровыглаживания
Основными целями применения алмазного микровыглаживания
втехнологии приборостроения и общего машиностроения являются:
–повышение чистоты поверхности, т.е. уменьшение высоты микронеровностей поверхности после предшествующей обработки;
–упрочнение, создание определенных физико-механических свойств поверхностного слоя материала, приводящих к повышению сопротивления воздействию таких эксплуатационных факторов, как усталость, абразивный износ, коррозия и т.д.;
–повышение размерной точности с одновременным уменьшением шероховатости поверхности до требуемого значения;
–повышение производительности обработки миниатюрных деталей на финишных операциях за счет исключения дорогостоящих абразивных методов и применения производительных технологических режимов.
Алмазное микровыглаживание может применяться для формирования микронеровностей поверхности с определенными стереометрическими параметрами, например высотой, формой, шагом, радиусом закругления вершин, впадин и т. д.; для обеспечения определенных эксплуатационных свойств микровыглаженных поверхностей маложестких, миниатюрных и тонкостенных деталей (шеек и цапф осей, валов, штифтов, втулок и т. д.); для улучшения их трибологических характеристик, уменьшения трения, повышения сопротивления абразивному износу.
Алмазное микровыглаживание может быть использовано с целью повышения адгезии и равномерности гальванических покрытий (как предшествующая обработка), повышения контактной усталостной прочности, снижения износа уплотнений, повышения стойкости пар трения, прочности прессовых соединений, а также с целью увеличения сопротивления поверхностной коррозии. В промышленном производстве применение алмазного микровыглаживания может быть вызвано технологическими причинами (отсутствием специаль-
19
ных обрабатывающих станков на предприятии или перегрузкой существующих), а также экономическими соображениями. Операции алмазного микровыглаживания, реализованные на соответственно оснащенных универсальных токарных станках, станках с ЧПУ, в обрабатывающих центрах или на специальных станках, могут заменить в производстве некоторые трудоемкие и дорогостоящие операции чистовой обработки, такие как шлифовка, притирка, доводка, полировка и т.д., которые к тому же производятся с использованием свободных абразивов и абразивных инструментов, загрязняющих окружающую среду и представляющих определенную опасность для исполнителей, поскольку возрастает риск профессиональных заболеваний среди рабочих, выполняющих операции механической обработки, связанные с применением абразивов и абразивных инструментов.
Таким образом, применение алмазного микровыглаживания может быть вызвано экологическими причинами. За счет применения безабразивных технологий микровыглаживания можно снизить уровень загрязнения окружающей природной среды, особенно в пределах городской инфраструктуры, улучшить состояние промышленной среды и уменьшить количество профессиональных заболеваний среди производственных рабочих при одновременном увеличении производительности труда и повышении качества обработки миниатюрных деталей высокой точности в приборостроении и общем машиностроении.
Применение альтернативной безабразивной технологии микровыглаживания позволяет решить экологическую проблему оздоровления окружающей городской среды и повысить надежность и долговечность создаваемых машин и приборов.
Алмазное микровыглаживание может быть использовано как в единичном, так и в серийном производстве. В серийном производстве его применение может быть источником экономии материалов вследствие более высокой стойкости микровыглаживающих инструментов по сравнению с режущими. При применении алмазного микровыглаживания механические свойства обрабатываемых материалов могут быть улучшены, в связи с чем появляется возможность ис-
20