

Технологическое обеспечение качества поверхностного слоя деталей пр
..pdfРис. 5. Стоимость обработки поверхности заданной шероховатости, обрабатываемой разными методами: 1 – притирка, доводка, полировка; 2 – чистовое шлифование; 3 – шлифование; 4 – алмазное микровыглаживание; 5 – чистовое точение; 6 – грубое точение
Алмазное микровыглаживание также дешевле и чистового точения за счет более высокой производительности и высокой стойкости инструмента.
При снижении требований по геометрической точности изготовляемых деталей экономический эффект от применения алмазного микровыглаживания еще больше. У таких деталей нет необходимости выполнять перед алмазным микровыглаживанием предварительную обработку шлифованием. Алмазное микровыглаживание, выполненное на сглаживающих режимах, обеспечивает в этом случае высокую чистоту поверхностей, требуемую условиями работы деталей.
Сглаживающий эффект при микровыглаживании достигается варьированием режимов обработки, например изменением силы микровыглаживания, радиуса микровыглаживателя или величины подачи. В связи с этим можно получать одинаковую шероховатость на поверхностях, имеющих различные уровни шероховатости перед алмазным микровыглаживанием.
Помимо сглаживающего эффекта алмазное микровыглаживание обладает упрочняющим эффектом. Применяя упрочняющие режимы, можно получить на обрабатываемых поверхностях миниатюрных деталей упрочненный слой, обеспечивающий новые качественные характеристики изделий.
31
Режимы алмазного микровыглаживания могут быть оптимизированы. Применяя оптимальные режимы обработки, можно обеспечить на обрабатываемых поверхностях одновременно как высокую шероховатость, так и необходимое упрочнение.
Комплекс высоких показателей качества миниатюрных деталей, получаемых алмазным микровыглаживанием, обеспечивает благоприятные эксплуатационные характеристики и увеличивает ресурс и время межремонтных циклов изделий в период их эксплуатации. Таким образом, алмазное микровыглаживание позволяет получить значительный экономический эффект не только в сфере производства, но и в сфере эксплуатации изделий.
Наилучших экономических результатов можно достигнуть, сочетая с помощью специальной оснастки и инструмента операции механической обработки резанием и алмазного микровыглаживания. Особенно легко совмещение производится в случае точения. Такое совмещение двух методов обработки в одну операцию особенно эффективно в технологии изготовления миниатюрных деталей типа осей, обработку которых можно производить за один проход рабочим инструментом. Разработка такого производительного комбинированного метода алмазного микровыглаживания является одной из актуальных задач в технологическом обеспечении качества и производительности обработки миниатюрных деталей.
Технология механической обработки деталей с применением алмазного микровыглаживания экологически чистая, с высокой культурой производства, что позволяет снизить на предприятии затраты на защиту от вредных условий труда и загрязнения окружающей среды. За счет снижения этих затрат может быть соответственно снижена себестоимость выпускаемой продукции.
Контрольные вопросы
1.Что такое алмазное микровыглаживание? Назовите его аналоги.
2.Охарактеризуйте обрабатывающую систему при алмазном микровыглаживании.
32
3.Охарактеризуйте область применения алмазного микровыглаживания.
4.Охарактеризуйте качество и производительность обработки деталей при алмазном микровыглаживании.
5.Каковы перспективы применения алмазного микровыглаживания в производстве деталей машин?
6.Укажите назначение и цели применения алмазного микровыглаживания в приборостроении и общем машиностроении.
7.Как влияет применение алмазного микровыглаживания на экологию производственной среды?
8.В каких типах производства применяется алмазное микровыглаживание (единичное, серийное, массовое)?
9.Что ограничивает применение процесса алмазного микровыглаживания? Какие существуют группы ограничений?
10.Назовите ряд характерных преимуществ алмазного микровыглаживания в сравнении с традиционными методами механической отделочной обработки.
11.В чем состоит экономическая эффективность алмазного микровыглаживания?
12.Сравните трудоемкости шлифования и микровыглаживания.
13.Охарактеризуйте стоимости обработки поверхности заданной шероховатости, обрабатываемой разными методами.
33
2. УСЛОВИЯ СТАБИЛЬНОГО ПОЛУЧЕНИЯ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ МИНИАТЮРНЫХ ДЕТАЛЕЙ ПРИ НАИБОЛЬШЕЙ ПРОИЗВОДИТЕЛЬНОСТИ АЛМАЗНОГО МИКРОВЫГЛАЖИВАНИЯ
Условия стабильного обеспечения качества поверхностного слоя при наибольшей производительности определяются особенностями технологии алмазного микровыглаживания и связанной с ними вероятностью возникновения колебаний.
Для теоретического исследования этого явления необходимо: выявить влияние особенностей алмазного микровыглаживания на возможность возникновения колебаний путем определения неравномерности распределения напряжений в зоне деформирования; установить условия нестабильности алмазного микровыглаживания на основе определения частот вынужденных и собственных колебаний; разработать комплексный технологический критерий, определяющий стабильное обеспечение качества поверхности при наибольшей производительности алмазного микровыглаживания миниатюрных деталей.
2.1. Особенности технологии алмазного микровыглаживания миниатюрных деталей
Кособенностям технологии алмазного микровыглаживания можно отнести: особенности обрабатываемых миниатюрных деталей, имеющих малые размеры конструктивных элементов, в том числе галтелей сопряжений поверхностей; особенности микровыглаживающего инструмента, имеющего малый радиус рабочей части; малый объем зоны деформирования; применение определенных силовых и кинематических схем обработки и положений инструмента относительно обрабатываемой детали. Эти особенности в той или иной мере могут влиять на возможность возникновенияколебаний. Совокупностьэтихособенностейхарактеризуется понятием«масштабныйфакторалмазногомикровыглаживания».
34
2.1.1. Характеристика обрабатываемых деталей
Основной особенностью обрабатываемых алмазным микровыглаживанием деталей является их миниатюрность.
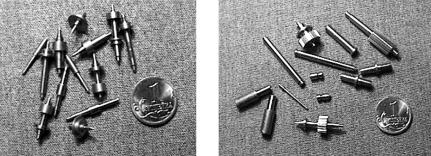
Миниатюризация – одно из направлений в технике, характеризующееся созданием устройств с уменьшенными размерами и массой входящих в них частей. К таким устройствам относятся авиационные приборы, приборы в химических производствах и др. Детали таких приборов можно охарактеризовать как миниатюрные (рис. 6, 7).
Рис. 6. Типичные миниатюрные |
Рис. 7. Типичные миниатюрные |
|
детали авиационного |
|
детали химического |
приборостроения |
|
машиностроения |
Например, миниатюрные детали типа оси (рис. 8) имеют сле- |
||
дующие основные характеристики: |
|
|
Диапазон диаметров, мм....................... |
|
1,0–6,0 |
Диапазон длин поверхностей, мм |
........ 1,0–15,0 |
|
Допуски на размер, мм.......................... |
|
0,06–0,009 |
Шероховатость Rа, мкм ........................ |
|
1,25–0,32 |
Радиус галтели, мм................................ |
|
0,1 |
Твердость HRC, ед................................. |
|
16–28 |
35
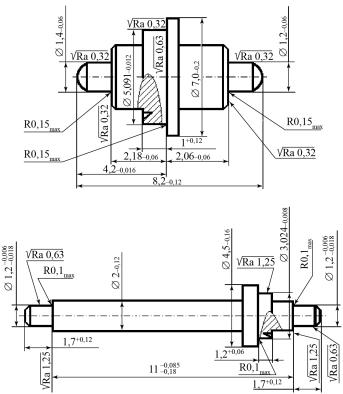
Рис. 8. Разновидности миниатюрных деталей типа оси
Миниатюрные детали, например, авиационных приборов изготовляются из легированных (25Х13Н2, 1Х17Н2), конструкционных (сталь
40)сталей и цветных сплавов (латунь ЛС59-1Т, дюралюминий Д1Т). Алмазному микровыглаживанию может подвергаться большая часть
элементарных геометрических поверхностей, образующих контур реальных маложестких деталей: наружные цилиндрические поверхности, плоские торцевые, криволинейные поверхности. Микровыглаживанию нельзя подвергать прерывистые поверхности, на которых расположены кольцевыеканавки, атакжеразличныепазы, воизбежаниеполомкиалмаза.
Переходы с одной поверхности на другую предусматривают наличие радиусных галтелей, величина которых определяет малые размеры
36

рабочей части алмазных микровыглаживателей (Rм = 0,07…0,1 мм), которые при соответствующих технологических условиях способствуют возникновению колебаний технологическойсистемы.
2.1.2. Характеристика технологии алмазного микровыглаживания
Процесс алмазного микровыглаживания имеет ряд особенностей, присущих только этому методу. Анализ и знание этих особенностей необходимы для понимания процессов, происходящих при выполнении технологии алмазного микровыглаживания, и решения проблемы технологического обеспечения качества и производительности.
Сущность обработки алмазным микровыглаживанием заключается в следующем.
Инструмент – микровыглаживатель из синтетического поликристаллическогоалмазатипакарбонадоилибаллас– воздействуетссилойFм на обрабатываемую поверхность в процессе скольжения по ней с интегральной скоростью, определяемой скоростью вращения Vм и подачей Sм микровыглаживателя, и совершает упругопластическое деформирование металла (рис. 9), в результате чего высота Hисх и шаг Sисх шероховатости поверхности уменьшаются до Hмик и Sмик, увеличивается площадь опорной поверхности, атакжеповышаетсямикротвердостьметалла.
Рис. 9. Схема взаимодействия микровыглаживателя с обрабатываемой поверхностью
37
В процессе скольжения по обрабатываемой поверхности микровыглаживатель взаимодействует с регулярно расположенными микронеровностями от предшествующей обработки, а также с участками неравномерной микротвердости. Воздействие с их стороны может быть причиной вынужденных колебаний инструмента, которые в зависимости от скорости вращения Vм и подачи Sм микровыглаживателя могут войти в резонанс с собственными колебаниями технологической системы, что нарушает условие получения стабильного качества поверхностного слоя.
Собственные колебания технологической системы определяются
взначительной степени «упругой» схемой микровыглаживания, при которой микровыглаживатель подпружинен пружиной небольшой жесткости (с = 0,5…1,5 Н/мм).
Чтобы определить условие безвибрационного микровыглаживания, обеспечивающего стабильное получение качества поверхностного слоя детали, рассмотрим схему сил, действующих при алмазном микровыглаживании, и определим напряжения неравномерного нагружения зоны деформирования, влияющие навозникновениеколебаний.
При алмазном микровыглаживании контактирующие миниатюрная деталь и инструмент можно представить как два цилиндра, скрещенных
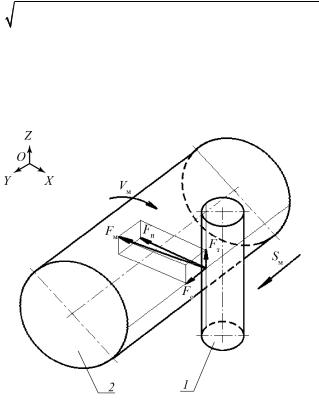
впространстве под прямым углом. На рис. 10 представлена схема сил, действующих в процессе микровыглаживания. Алмазный микровыгла-
живатель 1 перемещается с продольной подачей Sм вдоль детали 2, вращающейся со скоростью Vм, и воздействует на обрабатываемую поверхность с силой Fм, которая, несмотря на малое значение ее величины (0,1–10 Н), является основным технологическим параметром, обеспечивающимнеобходимое качество поверхностного слоя детали.
При алмазном микровыглаживании действующие силы соотносятся следующим образом:
Fт |
0,025 0,200; |
Fо |
0,020 0,100, |
|
F |
F |
|||
|
|
|||
н |
|
н |
|
где Fт – тангенциальная сила; Fн – нормальная сила; Fо – осевая сила.
38
С учетом этих соотношений равнодействующая трех сил
Fм Fн2 0,025 0,200 Fн 2 0,020 0,100 Fн 2
1,0005 1,0247 Fн.
Нормальная сила Fн отличается от равнодействующей Fм на 0,05–2,47 %, поэтому с данной допустимой погрешностью можно считать, что Fм = Fн.
Рис. 10. Схема сил при алмазном микровыглаживании: 1 – алмазный микровыглаживатель; 2 – миниатюрная деталь
Алмазный микровыглаживающий инструмент (рис. 11) – один из важных элементов технологического обеспечения качества и производительности алмазного микровыглаживания. Особенностями алмазного микровыглаживания являются малый размер рабочей части (Rм = 0,07…0,1 мм) инструмента – микровыглаживателя и небольшие габариты и масса самого инструмента. Первое обеспечивает обработку миниатюрных деталей, но в то же время может способствовать возникновению колебаний из-за высокой неравномерности напряжений
39

в зоне деформирования. Для частичного предотвращения этого предусмотрена цилиндрическая форма рабочей части микровыглаживателя и разные схемы его установки. Второе – небольшие габариты инструмента – позволяет разместить его в зоне обработки, а небольшая масса способствует снижению инерционных сил и, соответственно, уменьшению опасности возникновения колебаний в процессе алмазного микровыглаживания. Однако этого недостаточно для установления условий стабильного обеспечения качества поверхностного слоя при алмазном микровыглаживании миниатюрных деталей.
Рис. 11. Алмазныемикровыглаживатели
Таким образом, особенности технологии алмазного микровыглаживания определяют вероятность появления вибраций в процессе обработки вследствие малых размеров конструктивных элементов обрабатываемых миниатюрных деталей, в том числе галтелей сопряжений поверхностей, и особенностей микровыглаживающего инструмента, имеющего малый радиус рабочей части и создающего малый объем зоны деформирования. Поэтому необходимо теоретическое обоснование обеспечения качества поверхностного слоя при алмазном микровыглаживании миниатюрных деталей.
40