

Примеры расчетов режимов обработки
Пример 1. Расчет
режимов обработки при точении 355h9(
).
Глубину резания принимаем равной
половине максимального припуска на
обработку поверхности. Для чернового
точения: t10,85
мм. Для получистового точения: t20,63
мм.![]() Для
чистового точения: t30,1
мм.
Для
чистового точения: t30,1
мм.
Подачу выбираем по рекомендациям [42, с. 266, табл. 11]. Для чернового точения: s10,6 мм/об. Для получистового точения: s20,3 мм/об. Для чистового точения: s30,1 мм/об.
Скорость резания при наружном продольном точении рассчитывается по формуле [3]
![]() ,
,
где Сv – постоянная (Сv=328 при S>0,2 мм/об;
Сv=483 при S0,2 мм/об);
Т – период стойкости инструмента (Т=60 мин при чистовом точении, в остальных случаях Т=45 мин) [3, с. 271];
m, x, y – показатели степени, m=0,28; х=0,12; у=0,25 (при S>0,2 мм/об);
у=0,5 (при S0,2 мм/об);
К – общий поправочный коэффициент на скорость резания.
Здесь
![]() ,
,
где Kmv – коэффициент, учитывающий влияние свойств материала на скорость резания,
Kmv=1 /3, с. 271, табл. 18/;
Knv – коэффициент, учитывающий влияние состояния поверхности заготовки, Knv=0,9 /3, с. 271, табл.19/;
Kuv – коэффициент, учитывающий марку инструментального материала,
Kuv=2,5 /3, с.271, табл.20];
Kv - коэффициент, учитывающий влияние параметров резца на скорость резания, Kv=0,7 [3, с.271, табл. 21/; Kov - коэффициент, учитывающий влияние вида обработки, Kov=1,04 /3, с. 271, табл. 22/.
Подставляя выбранные значения в формулу (11.2) получим
![]() .
.
Рассчитаем скорость резания по переходам:
Для чернового точения
![]() м/мин.
м/мин.
Для получистового точения
![]() м/мин.
м/мин.
Для чистового точения
![]() м/мин.
м/мин.
Частота вращения. Частоту вращения шпинделя станка находим по формуле /3, с. 271/
![]() ,
,
где V – скорость резания;
D – диаметр обрабатываемой поверхности.
Рассчитаем частоту вращения шпинделя станка по переходам.
Для чернового точения
![]() об/мин.
об/мин.
Для получистового точения
![]() об/мин.
об/мин.
Для чистового точения:
![]() об/мин.
об/мин.
Скорректируем частоту вращения шпинделя по паспорту станка. Для чернового точения: n=250 об/мин; для получисто-вого точения: n=400 об/мин; для чистового точения: n=500.
Находим фактическую скорость резания:
![]() .
.
Для чернового точения
![]() м/мин.
м/мин.
Для получистового точения
![]() м/мин.
м/мин.
Для чистового точения
![]() м/мин.
м/мин.
Сила резания
![]() ,
,
где Ср – постоянная, Ср=40 [42, с. 274, табл. 22];
х, у, n – показатели степени, х=1; у=0,75; n=0 [3, с. 274, табл. 22];
Кр – поправочный коэффициент [42, с. 275]
![]()
где Кmp=1 – коэффициент, зависящий от материала;
Кр=0,89 – коэффициент, учитывающий главный угол в плане;
Кр=1 – коэффициент, учитывающий угол наклона переднего угла;
Кр=1 - коэффициент, учитывающий угол наклона главного лезвия;
Кrp=0,87 - коэффициент, учитывающий радиус при вершине резца,
Подставляя значения в формулу получим
![]() .
.
Рассчитаем силу резания по переходам.
Для чернового точения
![]() Н.
Н.
Для получистового точения
![]() Н.
Н.
Для чистового точения
![]() Н.
Н.
Мощность резания. Мощность резания рассчитывается по формуле
![]() .
.
Рассчитаем мощность резания по переходам:
Для чернового точения
![]() кВт.
кВт.
Для получистового точения
![]() кВт.
кВт.
Для чистового точения
![]() кВт.
кВт.
Пример 2. Расчет режимов обработки при растачивании внутренней цилиндрической поверхности 220Н7(+0,08).
Глубина резания. Глубину резания принимаем равной половине максимального припуска.
Для чернового растачивания: t0,8 мм.
Для чистового растачивания: t0,5 мм.
Для тонкого растачивания: t0,25 мм.
Подачу выбираем по рекомендациям [42].
Для чернового растачивания: s1,3 мм/об.
Для получистового растачивания: s1,05 мм/об.
Для тонкого растачивания: s0,8 мм/об.
Скорость резания для чернового растачивания
![]() м/мин.
м/мин.
Для чистового растачивания
![]() м/мин.
м/мин.
Для тонкого растачивания:
![]() м/мин.
м/мин.
Частота вращения шпинделя станка.
Для чернового растачивания
![]() об/мин.
об/мин.
Для чистового растачивания
![]() об/мин.
об/мин.
Для тонкого растачивания
![]() об/мин.
об/мин.
Скорректируем частоту вращения шпинделя по паспорту станка:
Для чернового точения: n= 250 об/мин.
Для получистового точения: n=300 об/мин.
Для чистового точения: n=500 об/мин.
Находим фактическую скорость резания/
Для чернового растачивания
![]() м/мин.
м/мин.
Для чистового растачивания:
![]() м/мин.
м/мин.
Для тонкого растачивания
![]() м/мин.
м/мин.
Находим силу резания для чернового растачивания
![]() Н.
Н.
Для чистового растачивания
![]() Н.
Н.
Для тонкого растачивания
![]() Н.
Н.
Мощность резания для чернового растачивания
![]() кВт.
кВт.
Для чистового растачивания
![]() кВт.
кВт.
Для тонкого растачивания
![]() кВт.
кВт.
Пример 3. Рассмотрим
пример расчетно-аналитического
определения режимов резания на компьютере.
Диаметр вала Ǿ80d8;
длина вала при первом варианте закрепления
![]() =200
мм: при втором варианте закрепления
=200
мм: при втором варианте закрепления
![]() =400
мм; конструкторский допуск
=400
мм; конструкторский допуск
![]() =0,046
мм; технологический допуск
=0,046
мм; технологический допуск
![]() =0,0322
мм; среднеарифметическая высоте
неровностей Rz=2,5
мкм; среднеарифметическое отклонения
профиля неровностей от средней линии
Ra=0,625
мкм.
=0,0322
мм; среднеарифметическая высоте
неровностей Rz=2,5
мкм; среднеарифметическое отклонения
профиля неровностей от средней линии
Ra=0,625
мкм.

Рис. 15.2. Схематическое изображение составляющих сил резания при наружном продольном точении вала
П роцедуру
расчетов опускаем, так как она изложена
ранее, приведем результаты расчетов.
роцедуру
расчетов опускаем, так как она изложена
ранее, приведем результаты расчетов.
Рис. 15.3. График зависимости скорости от подачи: здесь и далее 1-й переход черновое точение; 2-й – получистовое точение; 3 – чистовое; 4 – тонкое

Рис. 15.4. График зависимости силы от подачи

Рис. 15.5. Схема
точения вала и величины силового отжима
его
![]() при консольном закрепления
при консольном закрепления

Рис. 15.6. График
зависимости максимальной величины
силового отжима вала
![]() от
величины подачи
от
величины подачи

Рис. 15.7. График
зависимости машинного времени обработки
вала
![]() от подачи
от подачи
Рассмотрим результаты компьютерных расчетов режимов и влияния их на силовой отжим вала и машинное время обработки при двух опорном закреплении вала.
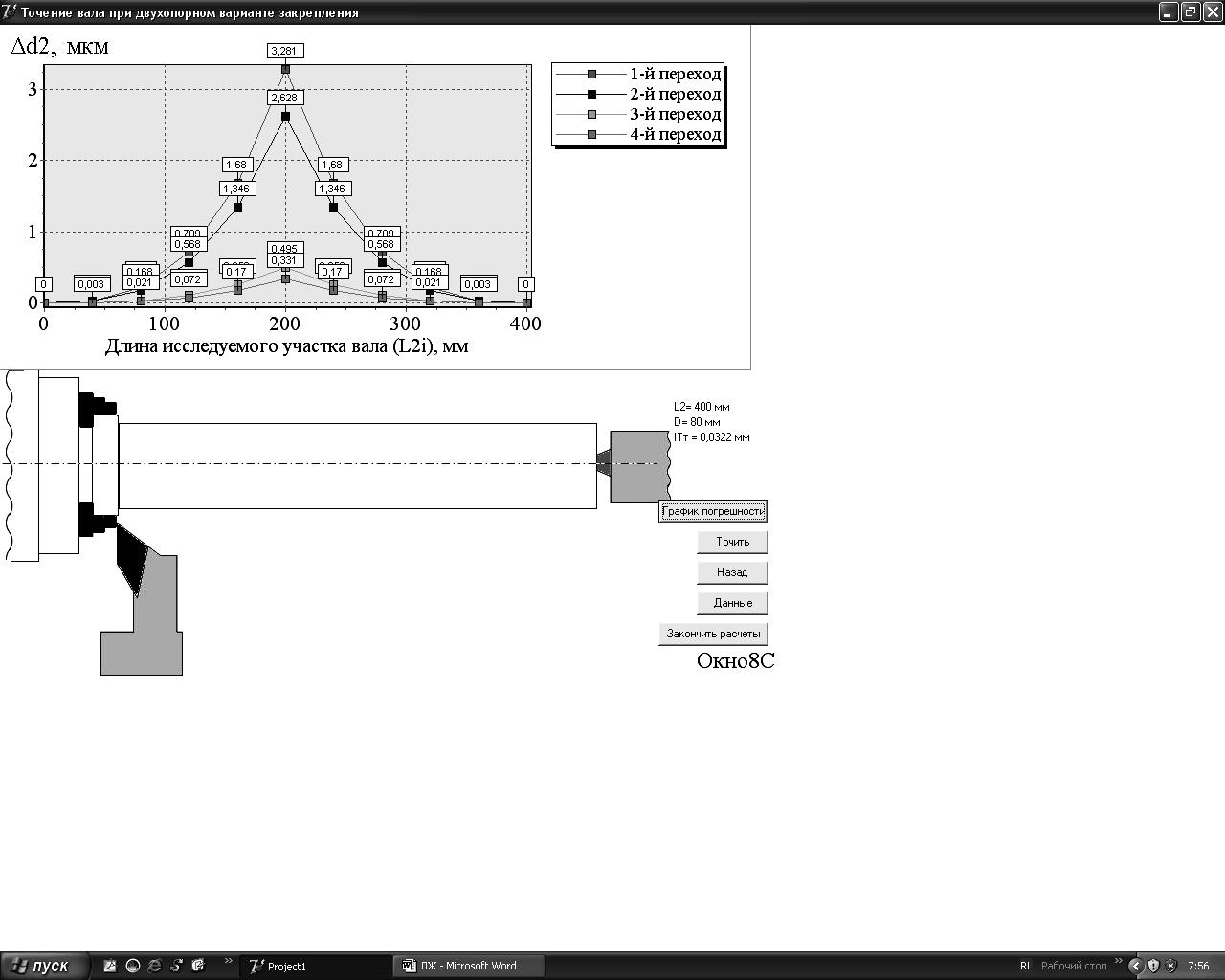
Рис. 15.9. Схема точения вала при двух опорном закрепления и график его упругих отжатий

Рис. 15.10.
График зависимости прогиба
![]() от
подачи
от
подачи

Рис. 15.11.
Зависимость машинного времени
![]() от подачи
от подачи
Методика компьютерного расчета режимов резания, нормативные таблицы и программное обеспечение для оптимизации режимов обработки позволяют ускорить расчеты и обеспечить оперативную визуализацию табличной и графической информации режимов обработки.
Компьютерное проектирование технологий, в частности расчеты режимов резания и их оптимизация по заданным критериям, является неотъемлемой частью технологической подготовки производства. Все более широкий круг технологических задач успешно решаются в современном машиностроении с применением компьютерной техники. Она внедрилась практически во все сферы конструкторской, технологической и организационной деятельности инженеров машиностроительного производства. В мировой практике значительная доля предприятий используют автоматизированное проектирование технологий изготовления деталей и сборки машин методом адресации. В интегрированных системах верхнего уровня, разрабатываются методы скоростного прототипирования технологий с электронным документооборотом.