

10.4. Расчет погрешностей базирования
Рассмотрим методику выбора баз на примере ступенчатого вала. На опорных шейках D и d монтируются подшипники качения, расстояние между их торцами регламентирует сборку корпуса редуктора. Для предотвращения перекоса опор и нормального зацепления зубчатых колес погрешность радиального биения диаметров D и d ограничивается пятой степенью точности [9]. Основные требования точности относятся к размеру Г и радиальному биению D и d.
Рассмотрим три варианта базирования заготовки.
Первый вариант
(рис. 10.1, а). Установка вала в центрах с
вращением поводком. Точение в размер
![]() ,
,
![]() ;
;
![]() .
Переустановка в центрах. Торец "Т"
используется как базовый, поэтому
погрешность базирования размера равна
.
Переустановка в центрах. Торец "Т"
используется как базовый, поэтому
погрешность базирования размера равна
![]() ,
а общая погрешность, включая еще и
погрешность обработки -
,
а общая погрешность, включая еще и
погрешность обработки -
![]() .
.
Погрешность
базирования при обработке диаметров D
и d
составляет
![]() ,
где ТП - погрешность на установку в
центрах [1, с. 47- 48]. Эти результаты
определяются из уравнений размерной
цепи (рис. 10.1, а)
,
где ТП - погрешность на установку в
центрах [1, с. 47- 48]. Эти результаты
определяются из уравнений размерной
цепи (рис. 10.1, а)
![]()
Второй вариант
(рис. 10.1, б) имеет нулевую погрешность
базирования по размеру
![]() ,
так как один из торцов этого размера
принят за базовый (рис. 10.1, б); по размерам
D
и d
- ту же погрешность, что и в первом
варианте
,
так как один из торцов этого размера
принят за базовый (рис. 10.1, б); по размерам
D
и d
- ту же погрешность, что и в первом
варианте
![]() .
.
Третий вариант
базирования вала (рис. 1, в) имеет
![]() и при данном квалитете точности
и при данном квалитете точности
![]() .
Погрешность базирования для D
и d
аналогична предыдущим вариантам.
.
Погрешность базирования для D
и d
аналогична предыдущим вариантам.
Таким образом, второй вариант наиболее точный. При наличии соответствующего оборудования обработку целесообразно вести без переустановки.
Пример расчета погрешности базирования.
Примем следующие размеры вала:
![]()
Е = 15h9(-0,043);
![]()
D
![]() ;
d
;
d
![]()
Допуск радиального и торцевого биения поверхностей ступенчатого вала здесь устанавливается пятой степенью точности.
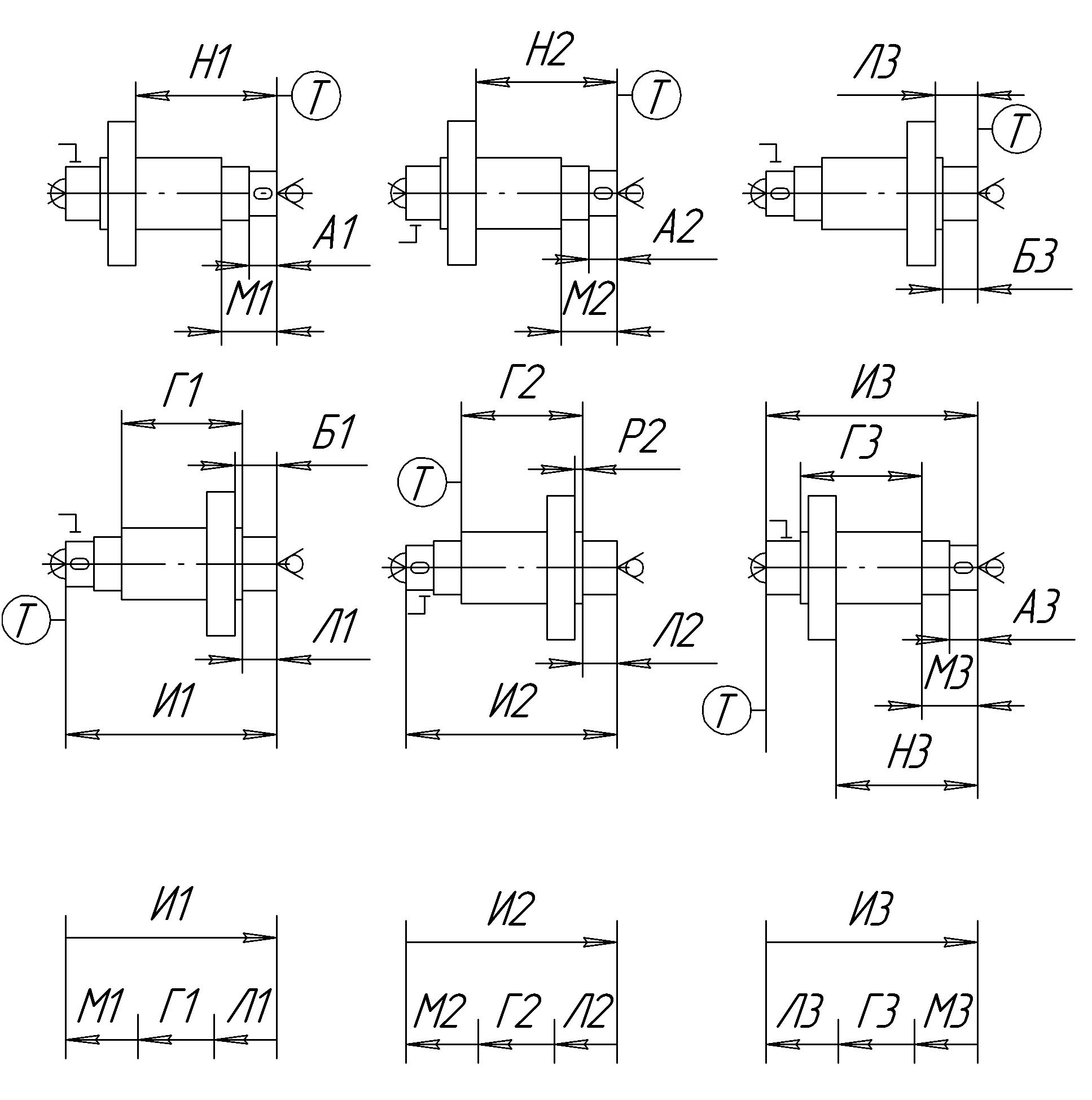
Рис.10.1 Схемы обработки ступенчатого вала и технологических размерных цепей в его осевом направлении: а) – 1-й вариант; б) – 2-й вариант; в) – 3-й вариант базирования ступенчатого вала
Первый вариант технологии обработки вала. Вал базируется в 3-х кулачковый патрон с упором в левый торцем Т1 и поджимается с противоположного торца центром. После точения трех цилиндрических поверхностей на длину А1 и М1 от правого торца, вал переустанавливается другим торцем Т2 в трухкулачковый патрон, поджимается центром, производится точение двух цилиндрических поверхностей на длину Б1 и Л1.
Первый вариант обусловливает погрешность базирования размера Г:
![]()
При 50% диапазоне рассеяния действительных размеров можно принять
![]()
Второй вариант технологии обработки вала. Первый установ такой же как и в первом варианте. Вал базируется в 3-х кулачковый патрон с упором в левый торцем Т1 и поджимается с противоположного торца центром.
После точения трех цилиндрических поверхностей на длину А1 и М1 от правого торца, вал переустанавливается другим торцем Т2 в трех кулачковый патрон, поджимается центром, производится точение двух цилиндрических поверхностей на длину Б1 и Л1.
Второй вариант технологии обработки вала отличается от первого варианта тем, что здесь при втором установе вал базируется торцем Т2 в плавающем центре с упором вала по координате Z не в торец Т2, а в торец Т3.
Второй вариант обусловливает нулевую погрешность базирования размера Г:
![]() .
.
Третий вариант аналогичен первому варианту, Только базирования в первом установе начинается с торца Т2 и обработка идет с другого торца, поэтому:
![]()
По критерию погрешности базирования по размеру Г второй вариант базирования во втором установе в плавающий центр с упором в базовый торец более предпочтительный.