

1.3. Твердые сплавы
Под твердыми сплавами понимают сплавы на основе высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединенных металлической связкой, как правило, кобальтом. В настоящее время они являются основным инструментальным материалом, обеспечивающим высокопроизводительную обработку материалов. Общее количество твердосплавных инструментов, применяемых в механообрабатывающем производстве, составляет 30...35%. При этом твердосплавными инструментами снимают до 65% стружки, так как скорость резания, применяемая при обработке этими инструментами, в 2...5 раз выше, чем у быстрорежущих инструментов.
Твердые сплавы изготавливают методом порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют в изделия необходимой формы и подвергают спеканию при 1400... 1550 °С в защитной атмосфере (водород) или в вакууме. При спекании кобальт плавится и растворяет часть карбидов, что позволяет получать плотный материал (пористость, как правило, не превышает 5 %), состоящий на 80...97% из карбидных частиц, соединенных кобальтовой связкой. Увеличение содержания связки вызывает снижение твердости сплава, но повышает его прочностные характеристики.
Твердые сплавы производят в виде пластин, которыми оснащаются режущие инструменты (резцы, сверла, фрезы и др.). Выпускаются и цельные твердосплавные инструменты - концевые фрезы, сверла и др. Инструменты, изготовленные из твердых сплавов, обладают высокой твердостью 80...92 HRA (74...77 HRC), износостойкостью и высокой теплостойкостью (до 800... 1000°С) и по своим эксплутационным свойствам превосходят инструменты из инструментальных сталей (рисунок 3). Их главными недостатками являются сравнительно низкие прочностные характеристики и сложность изготовления сложнопрофильных инструментов.
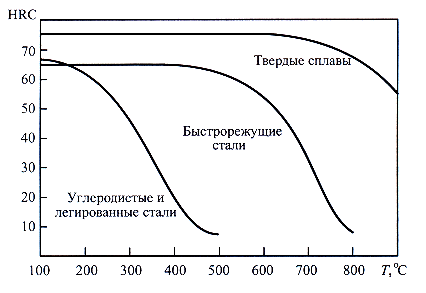
Рис.
3. Зависимость твердости различных
инструментальных
материалов
от температуры [2]
В соответствии с ГОСТ 3882-74 отечественной промышленностью выпускается три группы твердых сплавов: вольфрамовая (однокарбидная), титановольфрамовая (двухкарбидная) и титанотанталовольфрамовая (трехкарбидная). Их марки, состав и физико-механические свойства приведены в таблице 8. [2]
Таблица 8
Марки, химический состав и характеристики спеченных твердых сплавов
Группа |
Марка (ГОСТ 3882-74) |
Химический состав, % |
Пред. прочности σиМПа |
Плотность, г/см3 |
Твердость |
|||
WC |
TiC |
TaC |
Co |
|||||
Вольфрамокобальтовые (группа ВК) |
ВК3 |
97 |
- |
- |
3 |
1176 |
15,0…15,3 |
89,5 |
ВК3-М |
97 |
- |
- |
3 |
1176 |
15,0…15,3 |
91,0 |
|
ВК4-В |
96 |
- |
- |
4 |
1470 |
14,9…15,2 |
88,0 |
|
ВК6 |
94 |
- |
- |
6 |
1519 |
14,6…15,0 |
88,5 |
|
ВК6М |
94 |
- |
- |
6 |
1421 |
14,8…15,1 |
90,0 |
|
ВК6-ОМ |
92 |
- |
2 |
6 |
1274 |
14,7…15,0 |
90,5 |
|
ВК8 |
92 |
- |
- |
8 |
1666 |
14,4…14,8 |
88,0 |
|
ВК10 |
90 |
- |
- |
10 |
1764 |
14,2…14,6 |
87,0 |
|
ВК10-ХОМ |
88 |
- |
2 |
10 |
1470 |
14,3…14,7 |
89,0 |
|
ВК15 |
85 |
- |
- |
15 |
1862 |
13,9…14,4 |
86,0 |
|
ВК20 |
80 |
- |
- |
20 |
2058 |
13,4…13,7 |
84,0 |
|
Титановольфрамовые (группа ТК) |
Т30К4 |
66 |
30 |
- |
4 |
980 |
9,5…9,8 |
92,0 |
Т15К6 |
79 |
15 |
- |
6 |
1176 |
11,1…11,6 |
90,0 |
|
Т14К8 |
78 |
14 |
- |
8 |
1274 |
11,2…11,6 |
89,5 |
|
Т5К10 |
85 |
5 |
- |
10 |
1421 |
12,4…13,1 |
88,5 |
|
Титанотанталовольфрамовые (группа ТТВ) |
Т8К7 |
85 |
8 |
- |
7 |
1519 |
12,8…13,1 |
90,5 |
ТТ7К12 |
81 |
4 |
3 |
12 |
1666 |
13,0…13,3 |
87,0 |
|
ТТ8К6 |
84 |
8 |
2 |
6 |
1323 |
12,8…13,3 |
90,5 |
|
ТТ10К8-Б |
82 |
3 |
7 |
8 |
1617 |
13,5…13,8 |
89,0 |
|
ТТ20К9 |
71 |
8 |
12 |
9 |
1470 |
12,0…12,5 |
91,0 |
|
Сплавы вольфрамовой группы (WC-Со) имеют наибольшую прочность, но более низкую твердость, чем сплавы других групп. Они сохраняют теплостойкость до 800°С. Массовая доля карбидообразующих элементов в этих сплавах определяется разностью между 100% и массовой долей связки (цифра после буквы К), например, сплав ВК4 содержит 4% кобальта и 96% WC.
Сплавы титановольфрамовои группы (WC-TiC-Co) имеют более высокую теплостойкость (до 900... 1000°С) и твердость. Это связано с тем, что карбид вольфрама частично растворяется в карбиде титана при температуре спекания с образованием твердого раствора (Ti, W)C, имеющего более высокую твердость, чем WC. Структура карбидной фазы зависит от соотношения WC и TiC в шихте. В двухкарбидных (WC+TiC) сплавах цифра после буквы карбидообразующего элемента определяет массовую долю карбидов этого элемента, следующая цифра -массовая доля связки, остальное - массовая доля карбида вольфрама (например, сплав T5K10 содержит 5% TiC, 10% Со и 85% WC).
сплавы системы (WC-ТiC-TaC-Co), образующие третью группу. В этих сплавах структура карбидной основы представляет собой твердый раствор (Ti,Ta,W)C и избыток WC. Сплавы этой группы отличаются высокими прочностными характеристиками и, как следствие, лучшей, чем сплавы других групп, сопротивляемостью вибрациям и выкрашиванию. В трехкарбидных сплавах цифра после букв ТТ означает, массовую долю карбидов титана и тантала. Цифра за буквой К - массовая доля связки, остальное - массовая доля карбида вольфрама (например, сплав ТТ8К6 содержит 6% кобальта, 8% карбида титана, 2% карбида тантала и 84% карбида вольфрама).
Из табл. 8 видно, что даже при одинаковом содержании кобальта, физико-механические свойства твердых сплавов могут существенно отличаться. Это отличие связано с зернистостью карбидной фазы, главным образом, со средним размером зерен карбида вольфрама. С уменьшением размера зерна карбидовольфрамовой фазы, твердость, износостойкость и, как следствие, сопротивление абразивному износу возрастает, а прочность, наоборот, снижается. Эта закономерность широко используется для создания сплавов различного назначения с требуемым комплексом свойств. В современных твердых сплавах размер зерен карбидной фазы может изменяться от долей микрометра до 15 мкм.
Если твердый сплав имеет мелкое зерно, то в его обозначение добавляют букву М: например, ВК3-М, ВК6-М, ВК10-М. В случае особомелкозернистой структуры (порядка 0,2...0,5 мкм), в обозначение добавляют буквы ОМ. Особомелкозернистые твердые сплавы, легированные хромом, обозначаются буквами ХОМ. Структура сплавов «ОМ» и «ХОМ» позволяет при заточке и доводке инструментов достигать меньших радиусов округления режущих кромок и заметно повысить качество и точность обрабатываемых деталей.
В зависимости от обрабатываемого материала и вида образующейся стружки, в соответствии со стандартом ISO, инструментальные материалы подразделяют на 6 групп резания - Р, М, К, N, S и Н, каждая из которых обозначается определенным цветом (таблица 9) [2].
В свою очередь группы резания подразделяют на группы применения, которые обозначают буквой (группа резания) и числовым индексом (группа применения).
Таблица 9
Области применения твердых сплавов
Группа резания |
Основная область применения |
Р (синий) |
Обработка материалов, дающих сливную стружку (в основном стали) |
М (желтый) |
Обработка материалов, дающих как сливную стружку, так и стружку скалывания (коррозионно-стойкие стали и сплавы) |
К (красный) |
Обработка чугунов, дающих стружку скалывания |
N (зеленый) |
Обработка алюминиевых и медных сплавов |
S (коричневый) |
Обработка труднообрабатываемых материалов (жаропрочные стали и сплавы, титан и его сплавы) |
H (серый) |
Обработка закаленных и литейных чугунов |
Малый индекс группы применения соответствует чистовым операциям, когда от твердых сплавов требуется высокая износостойкость и малая прочность, а большой индекс соответствует черновым операциям, т.е. твердые сплавы должны иметь высокие прочностные свойства. В связи с этим каждая марка имеет свою предпочтительную область применения, в которой она обеспечивает максимальные работоспособность сплава и производительность процесса обработки.
В таблице 10 представлена классификация твердых сплавов по группам применения и основные марки (без покрытий), выпускаемые отечественными производителями - ОАО «Кировоградский завод твердых сплавов» (КЗТС), Всероссийский научно-исследовательский и проектный институт тугоплавких металлов и твердых сплавов (ФГУП ВНИИТС) и ОАО «Сандвик-МКТС» (г. Москва).
При обработке часто сменяемых малых партий деталей из различных материалов используют универсальные марки твердых сплавов. В этом случае сокращаются затраты на переналадку станков, хранение и обслуживание инструментов. Однако при этом производительность и стойкость универсальных марок ниже на 10...25 %, чем специализированных.
Для повышения работоспособности твердосплавных инструментов в настоящее время широко используют различные методы нанесения износостойких покрытий. При этом потребители твердых сплавов могут приобретать у изготовителей инструменты с износостойкими покрытиями или же на своем оборудовании самостоятельно наносить покрытия, необходимые для решения конкретных производственных задач. Группы применения определяются ориентировочно и достаточно неоднозначно. Поэтому ряд марок твердых сплавов может хорошо работать в двух-трех группах применения или даже в разных группах резания.
два класса твердых сплавов обычно создают крупные производители: специализированные марки для определенного обрабатываемого материала и типа операции (черновая, чистовая), которые обеспечивают наибольшую производительность обработки, и универсальные марки для обработки различных материалов и типов операций, которые во всех возможных случаях обеспечивают достаточную производительность и стойкость.
Таблица 10
Распределение отечественных марок твердых сплавов
без покрытия по группам применения [2]
Основная группа применения |
Обрабатываемый материал |
Вид обработки |
Марки твердых сплавов различных производителей |
||
КЗТС |
ВНИИТС |
Сандвик- «МКТС» |
|||
1 |
2 |
3 |
4 |
5 |
6 |
Р01 |
Сталь, стальное литье, дающие сливную стружку |
Тонкое точение, растачивание, развертывание |
Т30К4 |
ВТ100 |
МР1 |
Р10 |
Чистовое точение, растачивание, сверление, фрезерование |
Т15К6 |
ВТ110 |
МР1 |
|
Р20 |
Сталь, стальное литье, ковкий чугун, цветные металлы, дающие сливную стружку |
Получистовое точение, рассверливание |
Т14К8 |
ВТ120 |
МР2 |
Р25 |
Получистовое фрезерование |
ТТ20К9 |
ВТ120 |
МП3 |
|
Р30 |
Черновое точение, фрезерование |
Т5К10 ТТ10К8Б |
ВТ130 ВТ141 |
МР3 |
|
Р40 |
Сталь, стальное литье с включениями песка и раковинами |
Тяжелонагруженные операции (резание с переменной глубиной и прерывистой подачей, с наличием абразивных включений в обр. материале |
ТТ7К12 |
ВТ142 |
МР4 |
М10 |
Сталь, стальное литье, высоколегированные аустенитные, жаропрочные труднообраб. стали и сплавы, серый, ковкий и легированные чугуны |
Чистовое точение, развертывание |
ТТ8К6 |
ВТ310 |
ТК15 |
М20 |
Сталь, стальное литье, высоколегированные аустенитные, марганцевы, жаропрочные труднообраб. стали и сплавы |
Получистовое точение, чистовое и получистовое фрезерование |
ТТ10К8-Б |
ВТ220 |
ТК20 |
|
|
Продолжение табл. 10 |
|||
1 |
2 |
3 |
4 |
5 |
6 |
М30 |
Различные сплавы, серый и ковкий чугуны, дающие как сливную, так и стружку надлома |
Ч/н точение, фрезерование, строгание, а также тяжелонагруж. операции |
ВК10-ОМ |
ВТ332 |
ТК25 |
М40 |
Низкоуглеродистая сталь с низкой прочностью, автоматная сталь и другие металлы, дающие как сливную, так и стружку надлома |
Черновое точение, отрезка, преимущественно на станках-автоматах |
ТТ7К12 |
ВТ142 |
МР4 |
К01 |
Серый чугун высокой твердости, алюминиевые сплавы с большим содержанием кремния, закаленные стали, пластмассы, дающие стружку надлома |
Чистовое точение, растачивание, фрезерование и шабрение |
ВК3М |
ВТ301 |
ТК10 |
К05 |
Легированные и отбеленные чугуны, закаленные стали, нержавеющие высокопрочные и жаропрочные стали и сплавы, дающие стружку надлома |
Чистовое и получистовое точение, растачивание, развертывание, нарезание резьбы |
ВК6-ОМ |
ВТ210 |
ТК10 |
К10 |
Серый и ковкий чугуны повышенной твердости, закаленная сталь, алюминиевые и медные сплавы, пластмассы, дающие стружку надлома |
Точение, растачивание, фрезерование, свереление |
ВК6М ТТ8К6 |
ВТ310 |
ТК15 |
К20 |
Серый чугун, цветные металлы, прессованная древесина, пластмассы |
Точение, растачивание, фрезерование, сверление |
ВК6 |
ВТ323 |
ТК20 |
К30 |
Серый чугун низкой твердости и прочности, древесина, цветные металлы, пластмассы |
Черновое точение, фрезерование, строгание, сверление, тяжелонагруженные операции |
ВК8, ВК10-ОМ |
ВТ331 |
ТК25 |
К40 |
Древесина, цветные металлы, пластмассы, дающие стружку надлома |
Черновое точение, фрезерование, строгание, сверление |
ВК8 |
ВТ331 |
ТК25 |
Для массового и крупносерийного производства характерно применение специализированных марок. Однако большая номенклатура специализированных марок твердых сплавов приводит к увеличению затрат на хранение и обслуживание, а также велика вероятность ошибок при замене сплавов. При обработке в случае приобретения инструментов с износостойкими покрытиями, изготовитель может не предоставлять сведений о составе покрытий и способе их нанесения, а только давать рекомендации о рациональных областях их применения.
В таблицах 11 и 12 [2] представлено примерное сопоставление различных марок твердых сплавов с покрытиями, выпускаемых отечественными и зарубежными производителями для токарных и фрезерных работ.
Таблица 11
Марки твердых сплавов с износостойкими покрытиями для токарных работ
Группы резания и применения |
ВНИИТС (Россия) |
"Сандвик-МКТС" (Россия) |
"Sandvik Coromant" (Швеция) |
"KORLOY" (Корея) |
"Кеnnатеtаl Hertel" (США) |
"ISCAR" (Израиль) |
"Mitsubishi Carbide" (Япония) |
"SECO" (Швеция) |
"WIDIA" (Германия) |
"Kyocera" (Япония) |
|
Р |
РО1 |
- |
- |
СТ 5015 |
NC 310 |
- |
IC 8048 |
UE6005 |
- |
- |
CR 7015 |
РI0 |
- |
СТ 15 |
СТ 5015 |
NC 310 |
КС 5010 |
IC 8048 |
UE6005 |
ТРI00 |
ТN 150 |
CR 7015 |
|
Р15 |
ВТ2220 |
СТ 15 |
GS 1525 |
NC 320 |
КС 5010 |
IC 8025 |
UC 6010 |
ТРI00 |
ТN 150 |
CR 7015 |
|
Р20 |
ВТ2222 |
СТ25 |
GS 1525 |
NC320 |
КС 8050 |
IC 8025 |
UC 6010 |
ТР200 |
ТN200 |
CR 7025 |
|
Р25 |
ВТ1320 |
СТ25 |
GS4015 |
NC330 |
КС 8050 |
IC 8025 |
UC 6025 |
ТР200 |
ТN250 |
CR 7025 |
|
Р30 |
ВТ2202 |
СТ35 |
GS 4025 |
NC 330 |
КС 8050 |
IC 3028 |
UC 6025 |
ТР300 |
ТN 350 |
CR 7025 |
|
Р40 |
ВТ1420 |
СТ35 |
GS 4035 |
NC330 |
RC 8050 |
IC 3028 |
UE 6035 |
СР500 |
ТN 7035 |
CR9025 |
|
Р50 |
- |
CU45 |
- |
- |
- |
IC 635 |
- |
- |
- |
CR9025 |
|
М |
МОl |
- |
- |
GS2015 |
- |
- |
- |
- |
- |
- |
- |
МI0 |
- |
СТ25 |
GS 1025 |
NC 325S |
КС 5010 |
IC 8048 |
US7020 |
ТРI00 |
ТN 150 |
CR 7015 |
|
М20 |
- |
СТ35 |
GS 2025 |
NC325S |
КС 8050 |
IS 3028 |
US 7020 |
ТР200 |
ТN 8025 |
CR 7015 |
|
М30 |
- |
CU45 |
GS 2025 |
NC330 |
КС 8050 |
IS 3028 |
US 735 |
ТР300 |
ТN 8025 |
CR 7015 |
|
М40 |
- |
CU45 |
GS20 |
- |
- |
- |
US 735 |
СР500 |
- |
CR 7025 |
|
К |
К10 |
- |
СК 15 |
СС 6090 |
NC305K |
КС 5010 |
IC 8005 |
UE6005 |
ТХ150 |
НСКI0 |
CR 7015 |
К20 |
ВТ3222 |
СК20 |
GC3025 |
NC315K |
КС 8050 |
IC 8005 |
UC 6010 |
ТХ150 |
НК35 |
CR 7015 |
|
К30 |
ВТ3210 |
СК20 |
GC 3025 |
- |
КС 8050 |
IC450 |
- |
СР500 |
НК35 |
CR 7015 |
|
К50 |
- |
- |
- |
- |
- |
IC 450 |
- |
- |
- |
- |
|
Сменные многогранные пластины (СМП) с износостойкими покрытиями обеспечивают повышение скорости резания на 20...40 % при том же периоде стойкости или позволяют существенно увеличить стойкость инструментов при эксплуатации в том же скоростном диапазоне, что и пластины без покрытий.
Таблица 12
Марки твердых сплавов с износостойкими покрытиями
для фрезерных работ
Группы резания и применения |
ВНИИТС (Россия) |
"Сандвик-МКТС" (Россия) |
"Sandvik Coromant" (Швеция) |
"KORLOY" (Корея) |
"Кеnnатеtаl Hertel" (США) |
"ISCAR" (Израиль) |
"Mitsubishi Carbide" (Япония) |
"SECO" (Швеция) |
"WIDIA" (Германия) |
"Kyocera" (Япония) |
|
Р |
РО1 |
- |
- |
- |
- |
- |
- |
F 7010 |
- |
- |
- |
РI0 |
- |
- |
GC4020 |
NCM325 |
КС 525М |
- |
F 7010 |
Т20М |
- |
WTA21 |
|
Р15 |
ВМ2226 |
СМ25 |
СТ 530 |
NCM325 |
КС 525М |
IC 250 |
F620 |
Т20М |
ТN25M |
WTA21 |
|
Р20 |
ВМ2226 |
СМ25 |
GC4030 |
NCM325 |
КС 525М |
IC 350 |
F 7030 |
Т20М |
ТN25M |
WTA61 |
|
Р25 |
ВМ2206 |
СМ25 |
GC4030 |
NCM325 |
КС 525М |
IC 520М |
UP20M |
Т25М |
ТN25M |
WAP25 |
|
Р30 |
ВМ1416 |
СМ25 |
SM30 |
РС 230 |
КС 735М |
IC 520М |
АР20М |
Т25М |
ТРС 35 |
WAP35 |
|
Р40 |
ВМ1426 |
CU 45 |
GC4040 |
РС 130 |
RC930M |
IC 3028 |
- |
Т25М |
ТN 450 |
WTA51 |
|
Р50 |
- |
CU 45 |
GC4040 |
- |
- |
IC 635 |
- |
- |
- |
WTL71 |
|
М |
МОl |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
МI0 |
- |
- |
GS 1025 |
- |
КС 510М |
IC 220 |
F 7010 |
- |
ТN25M |
WXM15 |
|
М20 |
- |
- |
GS 1025 |
NCM325 |
КС925М |
IC 520М |
F7030 |
Т20М |
ТN25M |
WAP25 |
|
М30 |
- |
CU 45 |
GS 2030 |
NCM 335 |
КС 525М |
IC 635 |
UP20M |
Т25М |
ТРС 35 |
WAP35 |
|
М40 |
- |
CU 45 |
GS 2040 |
РС 130 |
КС 735М |
IC 635 |
- |
Т25М |
ТN 450 |
WTP35 |
|
К |
К01 |
- |
- |
- |
NCM310K |
- |
- |
F 5010 |
Тl50M |
- |
- |
К05 |
- |
СА 20 |
СВ 50 |
NCM 310К |
- |
IC 418 |
F 5010 |
Тl50M |
НК15М |
- |
|
К10 |
ВМ3156 |
СА 20 |
СС6090 |
РС 205К |
КС 510М |
IС 418 |
F 5010 |
Тl50M |
HКl5M |
WAK15 |
|
К20 |
ВМ3316 |
СА 20 |
GC 3020 |
NCM320K |
КС 520М |
IC 418 |
F 5010 |
Тl50M |
HКl5M |
WTA21 |
|
К30 |
- |
СА30 |
GC 3040 |
NCM 320К |
КС 725М |
IC 450 |
- |
Т20М |
- |
WXM35 |
|
К50 |
- |
- |
GC 3040 |
- |
- |
IC 450 |
- |
Т25М |
- |
- |
|
Они являются предпочтительными для большинства операций крупносерийного и массового производства, но имеются и некоторые ограничения при их эксплуатации. В первую очередь такими ограничениями являются черновые и тяжелонагруженные операции, при которых очень часто причиной отказов пластин с износостойкими покрытиями являются выкрашивания и сколы режущих кромок. Кроме того, необходимо иметь в виду и то, что процесс нанесения покрытия, особенно физическим методом осаждения, увеличивает радиус скругления режущей кромки пластин (до 40 мкм), что ограничивает их применение для финишных операций, при которых требуются острые режущие кромки.
Общим недостатком рассмотренных групп твердых сплавов, помимо низких прочностных свойств, является повышенная дефицитность исходного вольфрамового сырья - основного компонента, определяющего их повышенные физико-механические характеристики. Поэтому иногда более эффективно использование безвольфрамовых твердых сплавов (БВТС). В качестве основы БВТС используется карбид или карбонитрид титана, а в качестве связки - никель и молибден. Кроме того, в составах некоторых марок БВТС используется карбид ниобия.
Марка |
Содержание основных компонентов, % |
Плотность, г/см3 |
Предел прочности,σизг, МПа |
Твердость, НRА |
Группа применения |
||||
ТiC |
ТiCN |
NbC |
Ni |
Мо |
|||||
ТН20* |
79 |
- |
- |
15,0 |
6,0 |
5,5 ... 6,0 |
1050 |
90,0 |
Р10 ... Р20 К10 ... К20 |
КНТI6* |
- |
74,0 |
- |
19,5 |
6,5 |
5,5 ... 6,0 |
1200 |
89,0 |
Р10 ... Р20 К1O ... К20 |
НТН30** |
52 |
- |
10 |
19,5 |
10,5 |
6,0 ... 6,5 |
1323 |
89,5 |
Р10 ... Р20 К10 ... K20 |
ЦТУ** |
- |
56,0 |
9 |
23,0 |
12,0 |
6,2 ... 6,8 |
1274 |
89,5 |
Р20 ... Р30 |
ТВ4** |
- |
56,3 |
1 |
- |
8,7 |
6,3 ... 6,7 |
1323 |
89,0 |
Р20 ... Р30 |
*Марки по ГОСТ **Марки по ТУ |
|||||||||
В табл. 13 представлены сведения о некоторых марках БВТС, их химическом составе, физико-механических свойствах и областях применения по группам ISO.
Таблица 13
Физико-механические свойства и области применения
безвольфрамовых твердых сплавов [2]
БВТС отличаются высокой твердостью, окалиностойкостью, имеют низкий коэффициент трения по стали и пониженную склонность к адгезионному взаимодействию с обрабатываемым материалом, что уменьшает износ инструментов по передним и задним поверхностям, обеспечивает низкую шероховатость обработанных поверхностей и высокую размерную точность.
В то же время БВТС имеют более низкий, чем у стандартных твердых сплавов, модуль упругости, а, следовательно, и сопротивление упругим и пластическим деформациям, меньшую теплопроводность и ударную вязкость, поэтому они хуже сопротивляются ударным и тепловым нагрузкам.
Указанные свойства определяют области рационального применения БВТС при обработке материалов резанием — главным образом для чистовой и получистовой обработки углеродистых и легированных конструкционных сталей с высокой скоростью резания и относительно небольшими сечениями среза.
Эффективность применения БВТС существенно зависит от правильности подготовки инструментов, выбора режимов резания и условий обработки [1, 2, 4 и др.]. В целом же опыт внедрения БВТС показывает, что при выпуске требуемой номенклатуры изделий и обеспечении стабильного уровня качественных показателей, до 25 % общего объема выпуска вольфрамосодержащих твердых сплавов может быть заменено на безвольфрамовые.