

3.5.1. Расчет количества переточек
в зависимости от длины рабочей части
Переточка РИ производится до предела переточек (ПП), а за одну переточку снимается в зависимости от износа требуемый слой (рисунок 24, заштрихованный слой).
При
переточках по передней поверхности и
задней поверхности инструментов
(напайные резцы, фрезы и др.) (рисунок
24, а,
г)
снимается соответственно припуск
![]() и
и
![]() ,а
количество переточек рассчитывается
по формуле
,а
количество переточек рассчитывается
по формуле
![]() (3.1)
(3.1)
и
![]() (3.2)
(3.2)
где
![]() и
и
![]() - соответственно допустимая длина
переточки по передней и задней
поверхностям.
- соответственно допустимая длина
переточки по передней и задней
поверхностям.
Длины и зависят от конструктивных особенностей РИ, размеров напайных пластин, возможности его нормальной эксплуатации и других факторов.
Рекомендуется,
чтобы величины
![]() и
и
![]() были примерно равны. Это позволит
рациональней использовать всю рабочую
часть РИ. В случае, если
были примерно равны. Это позволит
рациональней использовать всю рабочую
часть РИ. В случае, если
![]() ,
то при расчете срока службы РИ надо
принимать меньшее из этих значений.
,
то при расчете срока службы РИ надо
принимать меньшее из этих значений.
При переточках инструментов только по передней поверхности (фасонные резцы, долбяки, червячные фрезы и др.) (рисунок 24: в, е, ж) рассчитывается только величина - , а при переточках по задней поверхности (сверла, зенкера и др.) (рисунок 24, б) рассчитывается только величина - .
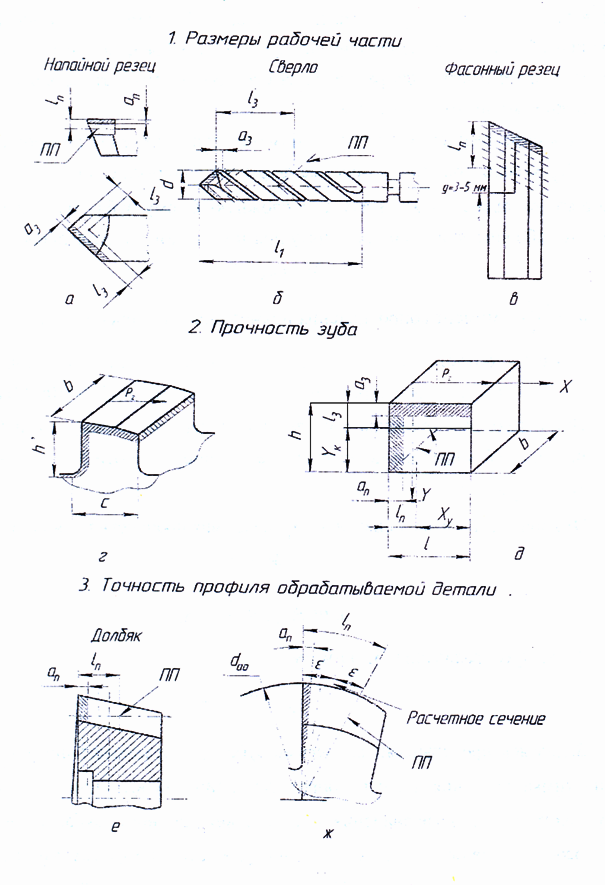
Рис. 24. Величины, определяющие количество переточек
у режущих инструментов
3.5.2. Расчет количества переточек
в зависимости от прочности зубьев
При
работе многозубым инструментом (фрезы,
метчики, зенкера, развертки и др.) на его
зуб высотой h
действует сила резания Рz
(Н), вызывающая изгибающий момент
![]() (см. рисунок 24, г),
который не должен превышать момент,
допустимый прочностью зуба. Форма зуба
и впадины должна обеспечивать необходимую
прочность зубьев, получение достаточного
пространства для размещения стружки и
допускать максимально возможное
количество переточек.
(см. рисунок 24, г),
который не должен превышать момент,
допустимый прочностью зуба. Форма зуба
и впадины должна обеспечивать необходимую
прочность зубьев, получение достаточного
пространства для размещения стружки и
допускать максимально возможное
количество переточек.
Для определения допустимого момента сопротивления по прочности зуба Mg можно применить простые формулы сопромата, при этом введя систему координат XOY и заменяя сложную форму зуба (трапециевидную, параболическую и др.) на форму прямоугольного параллелепипеда,
![]() ,
,
где
![]() - момент сопротивления прямоугольного
сечения, мм2;
- момент сопротивления прямоугольного
сечения, мм2;
в,
![]() -
соответственно ширина и длина зуба в
опасном сечении, мм;
-
соответственно ширина и длина зуба в
опасном сечении, мм;
![]() -
допустимое напряжение на изгиб материала
(250÷300 МПа). При переточках величина в
остается неизменной, величины h
и
изменяются, а зуб в пределе переточки
имеет размеры по оси X:
-
допустимое напряжение на изгиб материала
(250÷300 МПа). При переточках величина в
остается неизменной, величины h
и
изменяются, а зуб в пределе переточки
имеет размеры по оси X:
![]() и по оси Y:
и по оси Y:
![]() .
.
Это приводит к изменению М и Mg, а условия прочности принимает вид
![]() ,
(3.3)
,
(3.3)
или
![]() .
(3.4)
.
(3.4)
После преобразования (3.3 и 3.4) имеем:
![]() .
(3.5)
.
(3.5)
Задаваясь
предельными размерами зуба
![]() ,
определяют предельные допустимые
значения
,
определяют предельные допустимые
значения
![]() ,
и наоборот, по принятой величине
можно определить предельные значения
из условия прочности зуба. После чего
можно определить
,
и наоборот, по принятой величине
можно определить предельные значения
из условия прочности зуба. После чего
можно определить
![]() и
и
![]() ,
а затем по формулам (1), (2) рассчитать
значения
,
а затем по формулам (1), (2) рассчитать
значения
![]() и
и
![]() .
Из двух найденных значений выбирается
наименьшее и рассчитывается величина
То.
.
Из двух найденных значений выбирается
наименьшее и рассчитывается величина
То.
При переточке сложнофасонных инструментов (червячных фрез, долбяков и др.) по передней поверхности (см. рисунок 24, е, ж) наблюдается изменение у них ряда важных параметров, что приводит к изменению размеров обрабатываемых деталей (зубчатых пар, шлицевых валиков и др.). Например, у червячных фрез изменяется нормальный шаг, делительный диаметр, угол подъема витка и другие параметры, а у долбяков - наружный диаметр, высота головки и ножки, толщина зуба и др.
Это
приводит к изменению основных параметров
детали, а в ряде случаев, например при
нарезании долбяками, − подрезания
участков ее профиля, поэтому предел
переточки следует выбирать из условий,
обеспечивающих требуемую точность
обработанной детали. Расчеты величины
![]() с учетом требуемой точности обработки
для червячных фрез и долбяков подробно
приведены в [2,6].
с учетом требуемой точности обработки
для червячных фрез и долбяков подробно
приведены в [2,6].