

4.2. Методы проектирования резцов
В работах [2,3 и 5] приведена подробная методика проектирования фасонных резцов. Приведём укрупнено следующие этапы и последовательности расчёта ФР:
Выбор типа фасонного резца (круглый или призматический).
Выбор углов γ и α в зависимости от выбранного материала резца и обрабатываемого материала [2,5] в расчётной точке детали с минимальным диаметром (рисунок 28).
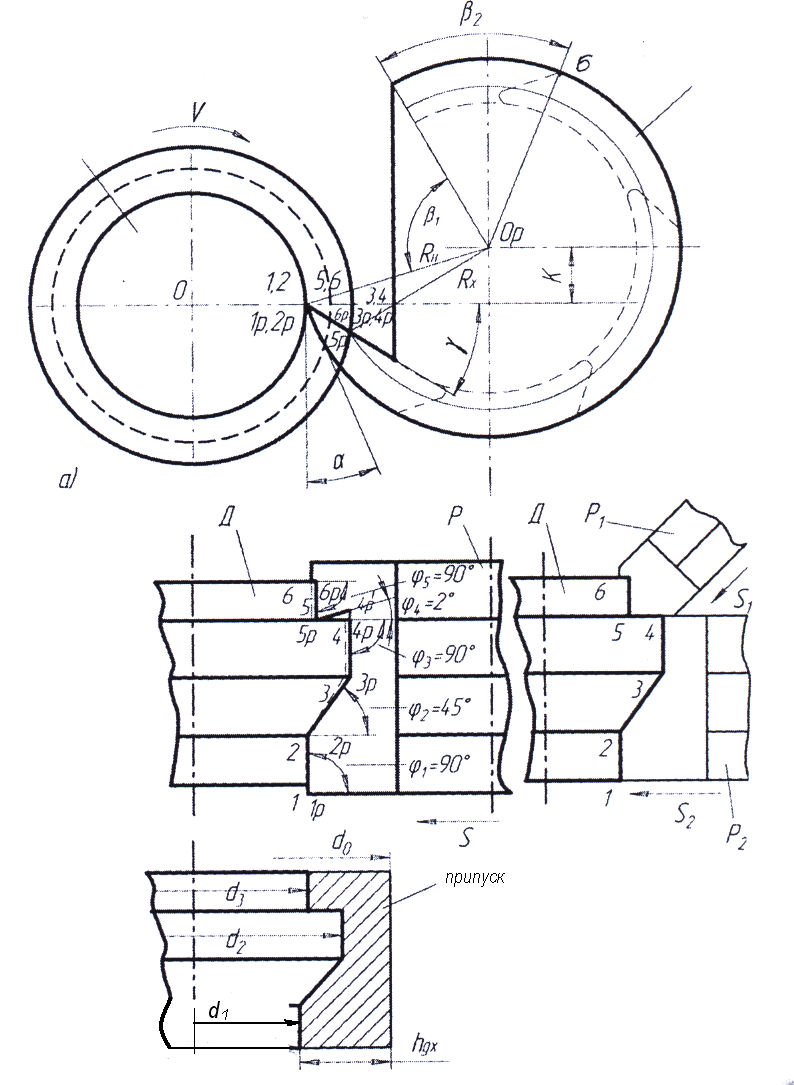
Рис. 28. Расчетная схема параметров
круглого фасонного резца для наружной обработки
3. Обозначение характерных точек профиля детали (1-6) и резца (1р - 6р), а при необходимости выбор дополнительных режущих кромок резца (при подрезке, обработке фаски и др.).
4. Выбор рекомендуемых режимов резания (скорость V (м/мин) и поперечной подачи s (мм/об) [1,5]). Число оборотов на шпинделе станка рассчитывается по формуле
п = 1000· V /πdo (об/мин),
где do - диаметр заготовки, мм.
5. Разработка расчётной схемы и расчёт размеров резца по профилю производится в зависимости от заданных размеров детали по формулам, приведённым в [2,3].
6. Определение передних и задних нормальных углов в любой характерной точке резца «х» производится по формулам:
tgγNX ≈ tgγх· sinφ и tgαNX ≈ tgαх· sinφ,
где γх и αх - соответственно передний и задний углы в продольной плоскости в любой выбранной точке x, рассчитываются по формулам;
φ - угол в плане в точке детали х.
Знание этих углов необходимо при анализе условия работы режущих кромок и расчёта периода стойкости;
7. Расчёт исполнительных размеров и допусков на размеры резцов и калибров. Исполнительные размеры и допуски на размеры ФР во многом определяют размерную стойкость и срок службы резцов. При этом надо обязательно учитывать охватывающие или входящие размеры, условия работы и износ при эксплуатации. Высотные и линейные размеры калибров для контроля профиля резца при изготовлении рассчитываются из размеров резца и принятых допусков. Величины допусков выбираются по рекомендациям [2,3]. Размеры, полученные при расчёте, проставляются на рабочих чертежах резца и калибра.
8. Расчёт количества переточек и срока службы ФР в производстве по формам в [2];
9. Расчёт суммарной силы резания и требуемой мощности при резании;
10. Определение необходимого количества ФР для изготовления заданных программой деталей;
11. Расчёт экономической эффективности (А) от применения ФР по сравнению с обработкой обычными резцами с учётом технологической себестоимости затрат на инструмент. После расчёта величины А решается вопрос какой инструмент рекомендуется применять для изготовления фасонной детали в производстве.
4.3. Расчет погрешности обработки деталей фасонными резцами
Расчёт погрешности обработки является одним из важных вопросов технологической операции. Это особенно важно в автоматизированном производстве, где широко применяется многоинструментальная и многошпиндельния обработка. В этом случае погрешность на про филе фасонных резцов передаётся на профиль изготовленной детали.
В производстве наибольшее распространение получили фасонные резцы, у которых базовая (одна или несколько) точка режущей кромки расположена на линии центров детали. При обработке такими резцами деталей, имеющих конические (1-2) и торцовые (1-2-3) участки (рисунок 29), возникают погрешности. Это связано с тем, что из-за наличия угла режущие кромки резцов, обрабатывающие эти участки, не лежат на линии центров детали.
Теоретически для исключения погрешности на коническом и торцовом участках необходимо профиль резца в сечении А-А изготавливать по сложным кривым 2-го порядка. Например, участок профиля фасонных резцов lр-2р должен быть изготовлен по гиперболе, а участок профиля 1р-2р-5р должен быть частью эллипса.
По приведенным выше формулам можно рассчитать высоту профиля характерных точек резца, а затем по их координатам определить уравнения этих кривых. Однако изготовление резцов с таким сложным профилем связано с большими трудностями. Поэтому на практике для облегчения изготовления резцов на участке lр-2р профиль изготавливают по прямой с углом σр, а на участке 1р-2р-Зр − по дуге окружности радиусом rp с координатами х0 и у0. Это приводит к образованию на профиле резца в точке хр погрешности Δхр, которая при обработке переносится на деталь с образованием на профиле в точке х погрешности Δх. При этом если профиль резца имеет погрешность в выпуклую сторону, то на детали погрешность будет в вогнутую сторону, и наоборот.
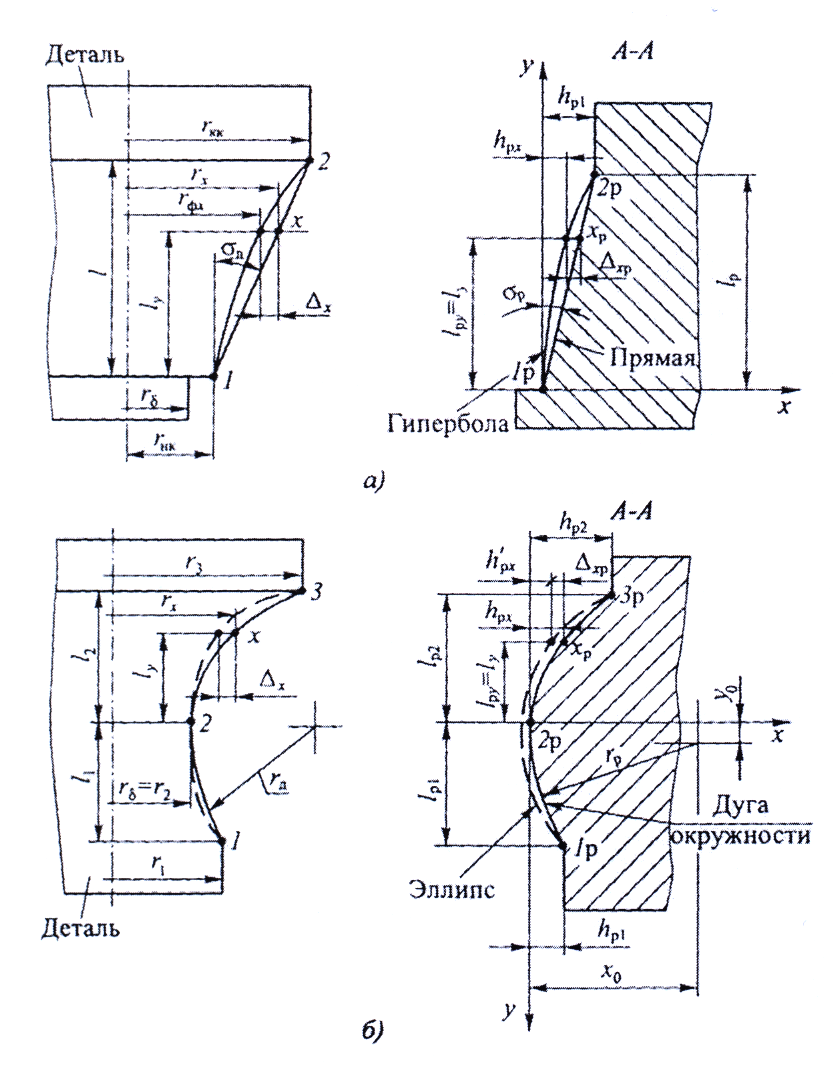
Рис. 29. Схема для расчета погрешностей обработки:
а) - на коническом участке детали; б) - на торцовом участке детали;
А-А - сечение, перпендикулярное задней поверхности фасонного резца
Теоретические исследования, выполненные на кафедре ИСАП СамГТУ, позволили получить формулы для расчёта погрешности в любой точке детали х после обработки фасонными призматическими и круглыми резцами [1,5].