

3.7.2. Выбор типа, размера и формы державки
Форма державки зависит от системы крепления, формы пластины, конфигурации и размера детали, вида технологической операции. Это особенно важно учитывать на операциях подрезки, обработки по контуру, отрезки, расточки и других, где при перемещении резца, державка не должна мешать осуществлять необходимые движения при резании.
Выбор державки во многом зависит от профиля обрабатываемой поверхности, углов в плане на пластинах, типа технологического оборудования (станок с ЧПУ, обычный или специальный станок), их рабочих и вспомогательных движений. Державки в каталоге Coro Key фирмы Коромант делятся на следующие типы, зависящие от углов в плане, и имеют условные буквенные обозначения: В, D, E, F и др. Для обеспечения жесткости рекомендуется выбирать державку с возможно большим сечением и пластину с наибольшим углом при вершине, что повышает точность обработки и снижает вибрации.
Державки имеют следующие буквенно-цифровые обозначения:
— первая буква указывает способ закрепления режущей пластины на державке (Р, D, М и др.);
— вторая буква обозначает форму пластины (8 форм);
— третья
буква указывает главный угол в плане.
В изделиях фирмы Коромант существует
18 различных типов державок с углом
![]() ;
;
— четвертая буква указывает на величину заднего угла пластины. При =0 пластину необходимо наклонить в корпусе державки, чтобы создать задний и вспомогательный углы при резании и ;
— пятая буква обозначает направление рабочей подачи при резании: правое (R), левое (L) и нейтральное (N). Наибольшее применение получили правые державки, однако в револьверных головках используются и левые державки, что расширяет технологические возможности станков;
— шестая буква характеризует высоту (h) и ширину (в) державки в мм;
— седьмая буква указывает величину смещения режущей вершины относительно оси головки (f). Такое смещение особенно важно знать в резцовых головках модульной инструментальной системы, что необходимо при их настройке и работе;
— восьмая цифра указывает длину державки (l1), которая изменяется от 32 до 500 мм и обозначается в зависимости от длины буквами от А (l1=32 мм) до Y (l1=500 мм);
— девятая буква обозначает длину режущей кромки (l, мм), зависящей от размера пластины и ее формы. От длины кромки зависит величина снимаемого припуска и производительность.
Эти обозначения указываются на державках, а часть из них переносятся в систему обозначения резца.
Это дает возможность потребителю знать все характеристики державки, определить их область применения и возможность заказа державки по коду фирмы в качестве комплектующих деталей.
3.7.3. Выбор инструментального материала, формы, размеров, геометрии и других параметров пластин
Инструментальные материалы во многом определяют стойкость, режимы резания, производительность и работоспособность инструмента, что в итоге определяет технологическую себестоимость обработки.
Инструментальные материалы фирм делятся: на твердые сплавы, минералокерамику, поликристаллический искусственный алмаз (PCD), кубический нитрид бора (CBN) и др.
При этом в каталогах фирм, как правило, не указывается химический состав, физико-механические и эксплуатационные свойства рекомендуемых инструментальных материалов, что затрудняет потребителю сделать выбор между материалами, изготавливаемыми этими фирмами и нашими отечественными марками. Например, фирма Коромант для наружного точения сталей группы Р20 рекомендует применять по классификации фирмы твердый сплав марки GC 4015, а фирма «Митсубиси» для этих же целей рекомендует применять твердый сплав с фирменным обозначением - UC 6025, а наши предприятия рекомендуют твердый сплав марок Т14К8 или Т5К10.
В каталогах фирм даются рекомендации потребителю по выбору инструментального материала (со своим обозначением) в зависимости от обрабатываемого материала, вида обработки, режимов резания и других данных.
Форма пластины выбирается с учетом типа державки и возможности перемещения резца при выполнении выбранной технологической операции и требуемого обрабатываемого профиля детали. При этом также надо учитывать тип операции (чистовая, получистовая и черновая) и условия обработки (хорошие, нормальные и тяжелые). При правильном выборе пластины можно гарантировать определенную стойкость и выполнить операцию с требуемой точностью и качеством обработки.
По ИСО режущие неперетачиваемые пластины по форме имеют следующие буквенные обозначения:
Н - шестигранные;
Р - пятигранные,
R - круглые,
S -квадратные;
Т - правильные трехгранные;
С, D, Е и др. - ромбические с разными углами при вершине;
W - неправильные трехгранные и другие.
Пластинки бывают без отверстия и с отверстием, а по значению задних углов : 0, 5, 7, 11 и 20 градусов.
По оформлению вершины лезвия - с радиусом при вершине от 0,4 мм до - 2,4 мм или с фаской от 0,1 мм до 2 мм.
Размер пластины зависит от диаметра вписанной окружности (С), которая изменяется от 3,97 мм до 32 мм, и толщиной пластинки (S) от 1,59 мм до 12 мм. Предельные отклонения размеров С и S зависят от класса точности М, U и др. и приведены и каталогах фирм.
По состоянию режущей кромки пластины подразделяются: острая кромка (условное обозначение - F); округленная кромка (Е); кромка с отрицательной фаской (Т); кромка с двойной отрицательной фаской (К) и округленная кромка с фаской (S). По использованию пластины бывают: двустороннего и одностороннего применения.
Большое значение на процесс резания и стружколомания при обработке имеет форма передней поверхности, это особенно важно для резцов и многолезвийных инструментов, используемых при контурных работах с переменной глубиной и подачей.
Фирмы изготавливают пластины с разными формами передней поверхности и геометрии передних углов.
На рисунке 26. показаны некоторые характерные формы передних поверхностей.
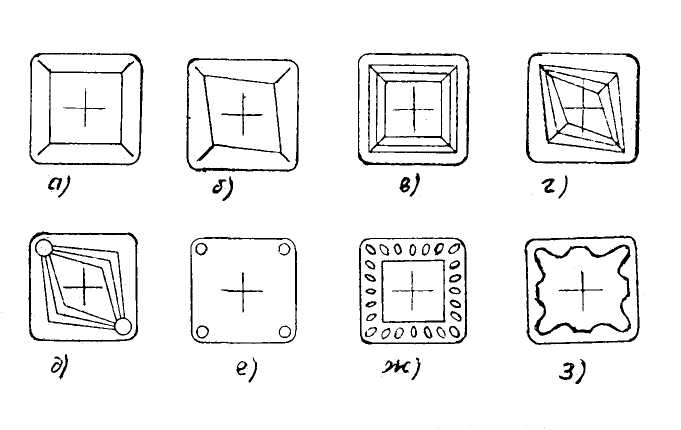
Рис. 26. Формы передних поверхностей СМП в плане
Простой формой передней поверхности является пластина с одинарной канавкой постоянного сечения вдоль режущей кромки (рисунок 26, а). Также канавки не обеспечивают надежное дробление стружки в широком диапазоне изменения глубин и подач. На рисунке 26, б показаны канавки, расширяющиеся вдоль, режущих кромок. Это увеличивает пространство для размещения стружки, улучшает процесс стружкообразования, расширяет область применения пластин и выбор режимов резания. Наличие двойной или тройной канавки (рисунок 26, в) обеспечивает расширение диапазона значений возможных глубин и подач, т.к. при малых сечениях среза работает первая канавка, а при больших - вторая. Лучшие условия для дробления стружки при переменных глубинах резания обеспечивают передние поверхности с несколькими канавками, сужающими к вершине (рисунок 26, г). Надежное дробление стружки при резании с малыми глубинами достигается при работе пластин с канавкой и выступом у вершины (рисунок 26, д) и без канавок (рисунок 26, е).
Наличие нескольких выступов и выемок и их сочетание с канавкой вдоль режущей кромки (см. рисунок 26, ж) образует на стружке ребра жесткости, что делает ее более прочной, но одновременно и более хрупкой. Это способствует ее хорошему дроблению и завиванию при обработке разнообразных материалов. Наличие на передней поверхности сложной фасонной формы (см. рисунок 26, з) создает условия для хорошего дробления стружки при работе пластинами с износостойкими покрытиями и высокими скоростями резания.
Фирмы Коромант и Митсубиси в своих каталогах приводят пластины с большим количеством разнообразных и причудливых по форме передних поверхностей, в зависимости от вида обработки (черновая, получистовая и окончательная), а также материала деталей, режимов и условий резания; даются рекомендации по их применению. При этом следует отметить, что создание сложной фигурной передней поверхности по сравнению, например, с простой плоской поверхностью, как правило, усложняет оснастку при изготовлении пластин и увеличивает их технологическую себестоимость.
Форма передней поверхности режущих пластин образует передний угол режущего лезвия, передний угол на фаске и ширину фаски, обеспечивающую прочность, износостойкость и виброустойчивость. Кроме этого, передняя поверхность должна гарантировать завивание и дробление стружки при выбранных условиях и режимах резания.
Зарубежные фирмы изготавливают пластины с разным сочетанием выемок и выступов, их количеством и формой. В каталогах приведены сечения и разные канавки, которые имеют вид дуги, отрезка прямой, сопряженной с дугой, или состоять из нескольких отрезков прямых и криволинейных линий. Такое многообразие позволяет, в зависимости от режимов и обрабатываемого материала, выбрать оптимальную форму, обеспечивающую надежное стружколомание при резании.
Геометрия пластин имеет буквенное обозначение: F, R и М.
Геометрия с обозначением F предназначена для чистовых режимов, обеспечивает стружколомание при небольших глубинах резания и малых значениях подач. Геометрия R рекомендуется для черновой обработки и при значительных подачах и глубинах резания. Универсальная геометрия М обеспечивает удовлетворительное формирование стружки в широком диапазоне подач.
При выборе геометрии следует принимать во внимание прерывистость резания, возникающую вибрацию и силы резания. Фирмы много работают над созданием пластин с новой геометрией, формой и инструментальным материалом, что, в ряде случаев, дает при обработке большой эффект.
Например, для обработки титановых и жаропрочных сплавов (группа S) фирма Коромант предлагает пластины под названием Xcel, имеющие зачистную кромку с = 0 и предназначенные для получистовой токарной обработки. Эти пластины позволяют иметь на инструменте также более высокую стойкость, надежность при работе и применять повышенные режимы резания. Пластины с названием Wiper (геометрии WG и WH) позволяют за счет увеличения радиуса в плане при вершине повысить подачу, сократить время выполнения чистовых и получистовых операций и улучшить качество обработанной поверхности.
Фирма Коромант, Митсубиси, Хертель и другие рекомендуют широко применять твердосплавные и керамические пластины с износостойкими однослойными и многослойными покрытиями. Наибольшее применение получили покрытия, нанесенные по методу CVD или PVD. Эти методы хорошо освоены в производствах фирм, а у потребителей инструменты показывают высокую эффективность при металлообработке.
Многослойные покрытия более эффективные, чем однослойные, т.к. позволяют получить поверхности с разными физико-механическими свойствами. Например, слой из TiN - создает низкое трение и повышенное сопротивление к адгезии; слой из А12О3 - повышает теплостойкость и износостойкость, а слой из TiCN - увеличивает твердость, прочность и износостойкость. Многослойные покрытия наносятся последовательно слоями один на другой с разной толщиной на поверхности пластин из твердого сплава, керамики и др. в зависимости от их назначения и обрабатываемого материала.
Ведущие фирмы ведут большую работу по выбору и правильному сочетанию материала и толщины слоев износостойких покрытий в зависимости от обрабатываемого материала, режимов и условия резания, требуемого качества обработки. Применение покрытий на инструментах, как правило, позволяет уменьшить их износ, повысить производительность, режимы резания и эффективность обработки.
В каталогах этих фирм даны рекомендации потребителю по выбору инструментального материала, состава покрытий в зависимости от вида, условий и качества обработки.
Покажем на примере полное кодирование всех характеристик пластин по ИСО с помощью буквенно-цифрового обозначения (таблица 26).
Таблица 26
Система кодирования сменных многогранных пластин (СМП)
Буквенно-цифровое обозначение |
||||||||||
Т |
N |
M |
A |
16 |
04 |
12 |
T |
R |
025 |
15 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
Цифры кода основного поля |
Цифры кода дополнительного поля |
|||||||||
Код для пластин состоит из 9 цифр основного поля, а остальные цифры 10 и 11 являются дополнительными и используются при необходимости. Например, если фаски на пластине нет, то и угла фаски нет. Следовательно, цифры 025 и 15 - будут отсутствовать. Цифры по порядку означают:
1. Форма пластины (Т - пластина трехгранной формы);
2. Задний угол (при букве N - задний угол равен 0);
3. Класс точности пластин (М или U);
4. Тип пластины (А, М, N и др.);
5. Длина режущей кромки, мм (16 мм);
6. Толщина пластины S в мм (при коде 04 - S = 4,76 мм);
7. Радиус при вершине г в мм (при коде 12 - г = 1,2 мм);
8. Состояние режущей кромки Т (мри букве Г - кромка с отрицательной фаской);
9. Исполнение учитывает направление подачи R (при обозначении R - подача в правую сторону);
10. Ширина фаски b, мм (при коде 025 b = 0,25мм);
11. Угол фаски ( = 15°).
Такое кодирование позволяет потребителю знать все основные характеристики, выбрать и заказать необходимые пластины для инструмента.