

К вопросу о локальном избирательном нанесении электроискровых покрытий на металлообрабатывающий инструмент
Условия работы режущего инструмента диктуют его интенсивный износ по контактным поверхностям. Так в зависимости от характера проявления отдельных условий и природы контактирующих материалов в различных зонах рабочей части инструмента может преобладать абразивное, адгезионное, когезионное или иное изнашивание.
В приконтактных областях обрабатываемого материала (рис. 1) температура t обусловлена пластической деформацией и трением и как показали исследования процесса стружкообразова-ния изменяется по. сложному закону (кривая abce рис. 1). На линии AD - начальная граница зоны стружкообразования, в результате интенсивной деформации температура (t) в тонком слое достигает 1173-1373 °К. Это приводит к упрочнению металла заготовки (2) за счет теплоотвода смежными слоями с более низкой температурой.
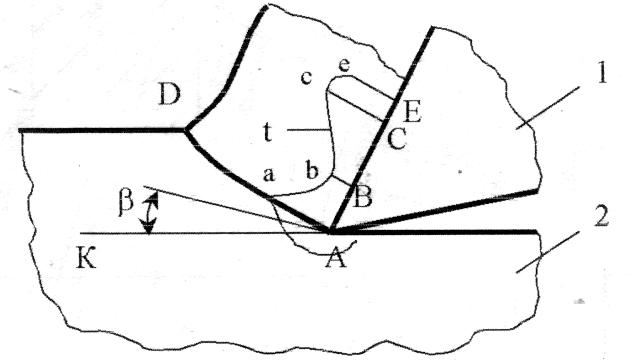
Рис. 1 Изменение распределения температуры (t) в приконтактных зонах при обработке инструментом (1) заготовки (2)
Упрочнение материала в приконтактной зоне является следствием структурных превращений, протекающих в ней. Теплота выделяющаяся в зоне стружкообразования при ее перемещение по передней поверхности режущего клина, рассеиваясь в объеме стружки, по мере движения дополняется, теплотой, являющейся проявлением сил трения по передней поверхности. Таким образом, на участке ВС стружки (кривая be) происходит повышение температуры (t).
С увеличением скорости резания на поверхности раздела между инструментом и стружкой, вследствие локальных деформаций в зоне контакта, температура (t) увеличивается. На передней поверхности инструмента (рис. 1, участок АВ) формируется белый слой со сложной химической структурой, являющийся результатом диффузионных процессов и термических превращений. Интенсивный износ инструмента приходится на участок ВС с характерным образованием лунки.
Условия работы режущей кромки А инструмента и интенсивность его изнашивания по задней поверхности зависят от положения начальной границы стружкообразования. На рис. 2 представлено изменение коэффициента износостойкости задней поверхности инструмента в зависимости от положения начальной границы зоны стружкообразования, определяемое углом β, и вдоль которой вероятно развитие трещины.

Рис. 2 Кривая изменения коэффициента износостойкости (КИ)
задней поверхности инструмента в зависимости от положения
начальной границы зоны стружкообразования (угла β)
Анализ
рисунка 2 показывает, что при
 условия резания наиболее
выгодны. При
условия резания наиболее
выгодны. При
 вероятность раскрытия трещины разрушения
значительна и она совпадает с начальным
участком границы AD.
При этом условия работы кромки лучше,
чем при
вероятность раскрытия трещины разрушения
значительна и она совпадает с начальным
участком границы AD.
При этом условия работы кромки лучше,
чем при
 .
.
Особенности взаимодействия контактных поверхностей инструмента и заготовки определяют пути повышения износостойкости инструмента, в основе которых лежит формирование на его рабочих поверхностях слоев с физико-механическими свойствами и рельефом, соответствующими этим особенностям. В связи с тем, что условия в зоне контакта переменны, то локальным избирательным нанесением электрофизических упрочняющих покрытий можно обеспечить равную прочность различных рабочих поверхностей или создать условия для самозатачивания режущих кромок и тем самым повысить их износостойкость.
Курский государственный технический университет