

1.1.6. Базирование заготовок в приспособлении
Проектирование любого приспособления начинается с определения теоретической схемы базирования объекта. Базирование, т. е. придание объекту (заготовке, детали, изделию) требуемого положения относительно принятой системы координат, осуществляется с помощью выбранных на объекте баз в виде принадлежащих ему поверхностей, осей, точек или их сочетаний. Совокупность трех баз, образующих систему координат объекта, составляет комплект баз (рис. 1, а). Использование комплекта баз необходимо для обеспечения неподвижности объекта в выбранной системе координат. В этом случае на объект налагается шесть двусторонних геометрических связей, которые символизируются шестью опорными точками (рис. 1, б). Соответствующее число связей с объекта может сниматься, если по назначению изделия необходимо или при обработке заготовки достаточно определенное число степеней свободы. Тогда при базировании объекта используют две или одну базу.
|
|

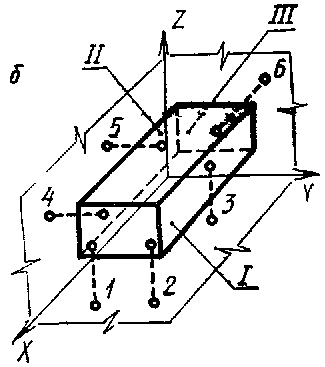
Рис. 1. Комплект баз (а) и опорные точки (б) при базировании призматической заготовки (детали): I, II, III — базы; 1...6 — опорные точки, символизирующие двусторонние связи заготовки (детали) с системой координат
Базовыми или установочными поверхностями заготовки изготавливаемой детали называются такие поверхности, которые определяют ее положение относительно исполнительных поверхностей станка или приспособления.
Заготовки деталей, устанавливаемых в станочные приспособления, имеют различные комплекты базирующих поверхностей в зависимости от их геометрической формы.
Черновыми базами называют необработанные поверхности заготовки, используемые для ее установки в приспособлении при обработке на первой операции.
Чистовыми базами называют обработанные поверхности заготовки, служащие для ее установки в приспособлениях при обработке на всех последующих операциях технологического процесса.
Конструкторскими базами называют поверхность или сочетания поверхностей, которые определяют положение детали относительно других деталей, сопряженных с ней в сборочной единице.
Технологическими базами называют поверхности или сочетания поверхностей, которые определяют положение заготовки (детали) относительно исполнительных поверхностей приспособления или станка в процессе обработки или сборки.
Измерительными базами называют поверхности или сочетания поверхностей, которые определяют положение измеряемой детали относительно исполнительных поверхностей измерительного средства.
1.1.7. Погрешности базирования в приспособлениях
Суммарная погрешность при выполнении любой операции механической обработки состоит из:
1. Погрешности установки заготовки;
2. Погрешности настройки станка;
3. Погрешности обработки, возникающей в процессе изготовления детали.
Погрешность установки εу — одна из составляющих суммарной погрешности выполняемого размера детали. Она возникает при установке обрабатываемой заготовки в приспособлении и складывается из погрешности базирования εб, погрешности закрепления εз и погрешности положения заготовки εпр, зависящей от неточности приспособления и определяемой ошибками изготовления и сборки его установочных элементов и их износа при работе.
Погрешность настройки станка Δн возникает при установке режущего инструмента на размер, а также вследствие неточности копиров и упоров для автоматического получения заданных размеров на детали.
Погрешность обработки Δобр, возникающая в процессе изготовления детали на станке, объясняется:
1. Геометрической неточностью станка;
2. Деформацией технологической системы под действием сил резания;
3. Неточностью изготовления и износом режущего инструмента и приспособления;
4. Температурными деформациями технологической системы.
Для получения годных деталей суммарная погрешность при обработке на станке должна быть меньше допуска δ на заданный размер детали. Это условие выражается неравенством εу + Δн + Δобр ≤ δ.
Погрешностью базирования εб называют разность предельных расстояний измерительной базы относительно установленного на заданный размер детали режущего инструмента. Погрешность базирования возникает, когда технологическая установочная база обрабатываемой заготовки не совмещена с измерительной.
Погрешностью закрепления εз называют разность между наибольшей и наименьшей величинами проекций смещения измерительной базы в направлении получаемого размера вследствие приложения к обрабатываемой заготовки силы зажима W. Основная причина, влияющая на погрешность закрепления заготовки — деформация базовых поверхностей деталей и стыков цепи, по которой передаются силы зажима (механизированный привод, промежуточные звенья, корпус, установочные и зажимные детали приспособления, обрабатываемая заготовка).
Большое влияние на погрешность закрепления оказывают форма и габаритные размеры обрабатываемой заготовки, точность и чистота базовых поверхностей, конструкция приспособления и постоянство сил зажима. Следовательно, погрешности закрепления необходимо определять для конкретных схем установки детали в приспособлении опытным путем. При обработке заготовок в достаточно жестких приспособлениях погрешность закреплении оказывает незначительное влияние на точность обработки и ее можно в расчетах не учитывать.
Погрешность положения εпр заготовки относительно режущего инструмента возникает в результате неточного изготовлении и сборки приспособления и износа его установочных элементов в процессе эксплуатации. Неточность при изготовлении приспособления возникает и от погрешностей изготовления его деталей, сборки и регулировки.
Точность изготовления приспособления задается в рабочем чертеже и в технических условиях.
На погрешность положения заготовки в приспособлении наибольшее влияние оказывает износ его постоянных установочных опор. Различные детали приспособления контролируют в установленные сроки и при износе проходят соответствующий вид ремонта.
Обозначим погрешность изготовления приспособления и износ его опор через εпр. Так как εб, εз и εпр представляют собой поля рассеивания случайных величин, подчиняющихся закону нормального распределения, то погрешность установки εу как суммарное поле рассеивания выполняемого размера детали определяют по формуле:
![]() .
.
При выборе способа установки необходимо сравнивать полученную для данной установки погрешность ε΄у с допустимой погрешностью εy. Для принятой схемы установки необходимо выполнять условие ε΄у ≤ εy.