

2. Загрузочно-ориентирующие устройства
Задача механизации и автоматизации загрузки различных заготовок является одной из наиболее сложных в общем комплексе работ по автоматизации технологических процессов. Сложность заключается в большом разнообразии технологических процессов обработки и сборки, разнообразии форм и размеров заготовок. Автоматизация загрузки позволяет превратить полуавтоматы, контрольные приспособления и сборочные агрегаты в автоматы; значительно повысить производительность оборудования и труда; организовать многостаночное обслуживание, повысить коэффициент использования оборудования; создать условия для образования механизированных поточных и автоматических линий и т. п.
Механизацией и автоматизацией загрузки следует заниматься во всех типах производства. В серийном производстве создают быстропереналаживаемые загрузочные устройства для типовых технологических процессов и групповой обработки деталей.
Автоматическая загрузка металлорежущих станков производится чаще всего с помощью загрузочных приспособлений двух классов: для сортового материала (прутков, труб, полос, лент и т.п.) и для штучных заготовок (поковок, штамповок, отливок, предварительно обработанных деталей и т. п.).
По классификации ЭНИМС все автоматические загрузочные приспособления для штучных заготовок различаются по типам в зависимости от способа;
а) укладка деталей в емкости (магазинные, штабельные, бункерные);
б) перемещение деталей (самотечное, полусамотечное, принудительное, комбинированное);
в) движение транспортных органов емкости (неподвижные, подвижные);
г) взаимное расположение деталей (вплотную, вразрядку, враскладку, в пакет, навалом-россыпью, навалом-кучей).
2.1. Особенности проектирования загрузочных устройств
Загрузочные устройства выполняют обычно в виде самостоятельного узла, предназначенного для накопления и подачи деталей в зону обработки или сборки с требуемой частотой. Их конструкция в основном зависит от массы и конфигурации деталей, степени автоматизации процесса загрузки. Рассмотрим некоторые из них.
По способу сосредоточения штучных деталей загрузочные устройства подразделяют на магазинные (рис. 28, а), где детали располагают сориентированными в один ряд и подают в зону обработки или сборки посредством гравитационных или других сил; бункерные (рис. 28, б), куда детали загружают навалом и принудительно перемещают в ориентированном положении, и комбинированные (рис. 28, в), где детали часто располагают предварительно сориентированными в штабеле.
Магазинные загрузочные устройства применяют чаще всего для крупных деталей (масса более 0,5 кг, габаритные размеры более 100 мм), сложной формы, склонных к самосцеплению, автоматическая ориентация которых затруднена.
Конструкция детали определяет вид лотка (рис. 29), по которому она перемещается в магазине (скат, склиз, роликовый), а габаритные размеры детали и их запас - его пространственную конфигурацию. Угол наклона скатов к горизонтальной плоскости должен быть больше 1... 10°, а склизов - больше 25... 30°. Для ограничения скорости перемещения деталей лотки изготавливают с флажками, рычагами и другими устройствами периодического торможения деталей.
Во избежание заклинивания деталей рассчитывают параметры сечения лотков по формулам, приведенным в табл. 2.

Рис. 28. Схемы загрузочных устройств:
1 - магазин; 2 - бункер; 3 - накопитель; 4 - питатель
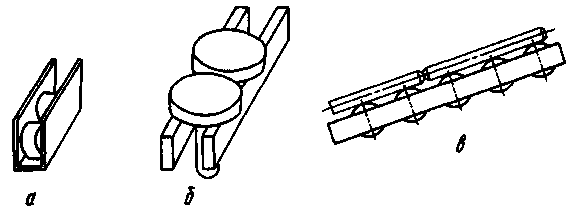
Рис. 29. Виды лотков:
а - скат; б - склиз; в – роликовый
Для принудительной подачи деталей применяют шибер (см. рис. 28, позиция 4) с глубиной гнезда Н = 0,95hд, где hд - высота детали.
Бункерные загрузочные устройства применяют для деталей простой геометрической формы массой менее 0,5 кг и длиной не более 100 мм, не склонных к слипанию и сцеплению, достаточно жестких и нехрупких.
По объему деталей определяют конструкцию бункера: одноемкостную с одним бункером или многоемкостную с бункером для выдачи деталей и предбункером для хранения (стационарным или перемещаемым) (рис. 30).
Объем бункера вычисляют по формуле
![]() ,
,
Таблица 2