

После преобразований получаем
 .
.
В случае, если жесткость в тангенциальном направлении мала, предыдущая формула принимает вид
 .
.
3. Заготовка базируется по торцевой поверхности, центрируется по наружному диаметру D и прижимается силой Q (рис. 16, в). При равномерно распределенной нагрузке на опоры возможны четыре варианта расчета.
Для зажимных устройств второго типа с высокой жесткостью в тангенциальном направлении имеем
 .
.
Если же жесткость зажимного устройства в тангенциальном направлении мала, то Qf1R ≈ 0, или T1 ≈ 0 и
 .
.
Для зажимных устройств первого типа при большой или низкой жесткости в тангенциальном направлении можно получить соответствующие уравнения.
4. Цилиндрическая заготовка установлена в призму с углом α и закреплена силой Q (рис. 16, г).
Не принимая во внимание трение на торце заготовки, для случая, когда М ≠ 0 и осевая сила Р = 0, имеем
![]() ,
,
откуда
 .
.
В случае, если Р ≠ О, М = 0, формула принимает вид
 ,
,
где
![]() и
и
![]() - коэффициенты трения в продольном
направлении. Из двух значений Q
выбирают наибольшее.
- коэффициенты трения в продольном
направлении. Из двух значений Q
выбирают наибольшее.
1.2. Вспомогательный инструмент для металлорежущих систем
Вспомогательный инструмент служит для закрепления, трансформации перемещения и настройки обрабатывающего инструмента. Включает также узлы сборного инструмента и монтажный инструмент для закрепления и регулирования при настройке.
Режущий инструмент закрепляется на стандартных оправках, непосредственно на концах шпинделей станков или с использованием специального вспомогательного инструмента. Вспомогательный инструмент закрепляется, как правило, на станках с ЧПУ.
1.2.1. Крепление инструментов на оправках
Металлорежущий инструмент (фрезы, развертки, зенкеры и т. д.) закрепляется на оправках несколькими способами. ГОСТ 9472—83 устанавливает три типа крепления инструмента на оправках (рис. 17):
на цилиндрической оправке и осевой шпонке (тип 1);
на цилиндрической оправке и торцовой шпонке (тип 2);
на конической оправке и торцовой шпонке (тип 3).
1.2.2. Концы шпинделей и оправок
Концы шпинделей всех типов универсальных, сверлильных, расточных и фрезерных станков, в том числе с ЧПУ, с коническими посадочными поверхностями (кроме шпинделей с цанговым креплением инструмента) изготовляются в восьми исполнениях по ГОСТ 24644—81*.
Исполнения 1—3 — с конусами Морзе и метрическими конусами; исполнение 4 — с внутренним и наружным конусами с конусностью 7 : 24; исполнения 5—8 — с конусностью
7 : 24.
Концы шпинделей для сверлильных станков также изготовляются с наружным укороченным конусом Морзе B10, B12, В18 по ГОСТ 9953—82.
Концы оправок с конусами Морзе и метрическими для сверлильных и расточных станков изготовляются в трех исполнениях, для фрезерных станков — в одном исполнении. Основные размеры концов оправок конусностью 7:24 для сверлильных, расточных и фрезерных станков приведены в справочных таблицах.
Режущие и вспомогательные инструменты характеризуются общими конструктивными элементами в виде наружных и внутренних конусов, центровых отверстий, квадратов, лысок и др. Все эти элементы стандартизованы.
1 — инструмент; 2 — оправка; 3 — шпонки
|
1 — инструмент; 2 — оправка
|
1 — инструмент; 2 — оправка
|
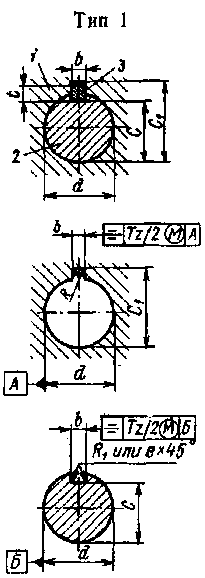
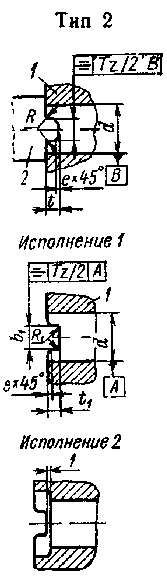

Рис. 17. Типы крепления инструмента на оправках