

Расчет параметров сечения лотка
Форма лотка |
Эскиз поперечного сечения лотка |
Рекомендуемые формулы для расчета размеров |
V- образный
|
|
α = 45°... 60°,
|
Круглый:
внутренний
наружный
|
|
где R ≥ (5 ... 10) lд - радиус изгиба лотка;
где R ≥ (5 ... 10) lд
|
Продолжение таблицы 2 |
||
Коробчатый:
открытый
|
|
при lд > d;
hл1 = (0,6...0,7)d, hл2 = hл3 = (0,4...0,5)d; R ≥ (5 ... 10) lд (f - коэффициент трения) |
Коробчатый:
закрытый
|
|
при Вл1 = Вл2; hл1 = 1,1d;
при hB = (0,2...0,4)d; R ≥ (6 ... 10) lд; В ≤ 2Н – х*
|
* Для исключения перекрытия деталей (без учета фасок) значение х принимают равным 1 ... 2 мм.
|
||
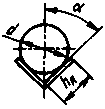




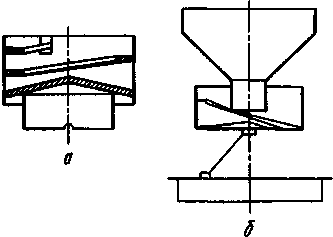
Рис. 30. Схемы одноемкостного (а)
и многоемкостного (б) бункеров
где
Vд
- объем детали, см3;
τ - время непрерывной работы бункера
(без досыпки), мин; t
- такт сборки; q
- коэффициент объемного
заполнения (для простых деталей q
= 0,4...0,6, причем чем сложнее и длиннее
деталь, тем меньше q);
![]() - средняя производительность
устройства, шт/мин.
- средняя производительность
устройства, шт/мин.
Наибольшее распространение в промышленности получили вибробункеры. При их применении рассчитывают диаметр чаши. Для чаши цилиндрической формы (рис. 31, а)
![]() ,
,
для чаши конической формы (рис. 31, б)
 ,
,
где Dв ≥ (5... 10) lд - внутренний диаметр чаши бункера у днища, мм; bст - толщина стенки, мм (для точеных чаш bст = 2 ... 3 мм, для сварных bст = 1... 1,5 мм); Vд - объем детали, мм3; Пц - цикловая производительность, мин; Нрасч - высота заполнения бункера, мм; lд -длина детали в преобладающем положении при перемещении по лотку, мм.
|
|
Рис. 31. Элементы конструкции вибробункера: а - вибробункер с цилиндрической чашей; б -коническая чаша вибробункера; 1, 2 - пружинная подвеска; 3 - лоток; 4 - вибропривод
|
|


Полная высота чаши бункера Н = Нрасч +(1,0 ...1,5)t, где
t
= π![]() tgβ
- шаг подъема спирального лотка, мм;
- средний диаметр лотка,
мм; β
= 0,5... 3° - угол подъема лотка.
tgβ
- шаг подъема спирального лотка, мм;
- средний диаметр лотка,
мм; β
= 0,5... 3° - угол подъема лотка.
Рассчитанные диаметры чаш бункеров округляют в большую сторону до числа из стандартного ряда: 60, 100, 120, 160, 200, 250, 320, 400, 450, 500, 640, 800, 1000 мм. По общей вибрирующей массе и необходимой производительности рассчитывают вибропривод.