

Учебное пособие 1720
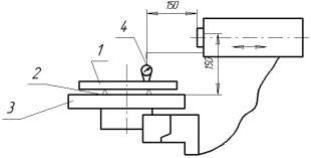
.pdfДля проверки прямолинейности перемещения шпиндельной головки нужны следующие средства измерения: поверочная линейка П25-3282; измерительная головка 1 ИГП. Измерения проводят по схеме (рис. 30): поверочную линейку 1 с помощью опор 2 устанавливают на рабочей поверхности стола 3 параллельно направлению перемещения шпиндельной головки так, чтобы показания прибора 4, установленного на ней, были одинаковыми в крайних точках длины перемещения, при этом наконечник показывающего прибора должен касаться рабочей поверхности линейки и быть перпендикулярным ей. Измерения производят по вертикальной и горизонтальной поверхностям линейки. Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний показывающего прибора на длине перемещения.
Допуск прямолинейности перемещения шпиндельной головки составляет 5 мкм.
Рис. 30. Схема измерения прямолинейности перемещения шпиндельной головки
91

Для проверки прямолинейности перемещения салазок достаточно иметь следующие средства измерения: поверочная линейка П25-3282; измерительная головка 1 ИГП.
Проведение измерени: поверочную линейку 1 (рис. 31) с помощью опор 2 устанавливают на рабочей поверхности стола 3 параллельно направлению перемещения салазок так, чтобы показания показывающего прибора 4, установленного на неподвижной части станка, были одинаковыми в крайних точках длины ее перемещения, при этом наконечник показывающего прибора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Измерения проводят по вертикальной и горизонтальной поверхностям линейки. Отклонение от прямолинейности траектории перемещения салазок равно наибольшей алгебраической разности показаний показывающего прибора на длине перемещения.
Допуск прямолинейности перемещения салазок в станке составляет 3,5 мкм на длине хода салазок 250 мм.
Рис. 31. Схема измерения прямолинейности перемещения салазок
92

Для проверки прямолинейности перемещения суппорта достаточно иметь следующие средства измерения: рама П25758; измерительная головка 1 ИГП.
Проведение измерения: раму 1 (рис. 32) с помощью опор 2 устанавливают на рабочей поверхности стола 3 параллельно направлению перемещения суппорта так, чтобы показания показывающего прибора 4, установленного на шпиндельной головке, были одинаковыми в крайних точках длины перемещения, при этом наконечник показывающего прибора должен касаться поверхности рамы и быть перпендикулярным ей.
Рис. 32. Схема измерения прямолинейности перемещения суппорта
Измерения проводятся в двух взаимно перпендикулярных плоскостях. Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний показывающего прибора на длине перемещения. Допуск на прямолинейность перемещения суппорта в станке составляет 5 мкм.
93
При проверке параллельности направления и траектории перемещения шпиндельной головки к рабочей поверхности стола достаточно иметь следующие средства измерения: поверочная линейка П25-3282; показывающий прибор – измерительная головка 1 ИГП.
Проведение измерений: поверочную линейку 1 (рис. 33) устанавливают на опорах 2 на столе 3 параллельно рабочей поверхности стола так, чтобы расстояние от плоскости стола до рабочей поверхности линейки у ее концов были одинаковыми. Показывающий прибор 4 устанавливают по оси шпинделя на шпиндельной головке так, чтобы его наконечник касался рабочей поверхности линейки и был перпендикулярен ей.
Рис. 33. Схема измерения параллельности направления и траектории перемещения шпиндельной головки к рабочей поверхности стола, находящегося в нулевой позиции
Шпиндельная головка перемещается на всю длину хода. Отклонение от параллельности направления траектории перемещения к плоскости стола равно наибольшей алгебраической разности показаний показывающего прибора на всей длине перемещения. В этом случае результаты измерения
94
будут включать отклонения от прямолинейности траектории перемещения.
Допуске отклонения шпиндельной головки к столу составляет 10 мкм на длине 200 мм.
При проверке перпендикулярности направлений и траекторий перемещений шпиндельной головки и суппорта достаточно использовать следующие средства измерения: рама П25-1262; показывающий прибор – измерительная головка 1 ИГП.
Проведение измерения: раму 1 (рис. 34) устанавливают на середину рабочего стола 2 таким образом, чтобы одна из его рабочих поверхностей была параллельна направлению вертикального перемещения суппорта (показания показывающего прибора 3, измерительный наконечник которого касается этой поверхности рамы, должны быть одинаковыми в крайних точках хода). Затем показывающий прибор 3 устанавливают на шпиндельной головке 4 таким образом, чтобы его измерительный наконечник касался другой рабочей поверхности и был перпендикулярен ей.
Шпиндельную головку с показывающим прибором перемещают на длину хода 200 мм. Отклонение от перпендикулярности направлений прямолинейных перемещений равно алгебраической разности показаний показывающего прибора в крайних положениях суппорта на заданной длине перемещения шпиндельной головки.
Отклонение от перпендикулярности направлений и траекторий прямолинейных перемещений равно наибольшей алгебраической разности показаний показывающего прибора на всей длине перемещения. В этом случае результаты измерения
95

будут включать отклонение от прямолинейности траектории перемещения шпиндельной головки.
Рис. 34. Схема измерения перпендикулярности направлений и траекторий перемещений шпиндельной головки и суппорта
Допуск перпендикулярности направлений и траекторий перемещений шпиндельной головки и суппорта составляет 6 мкм на длине 200 мм.
Результаты измерений геометрических параметров точности станка МС 12-250 М1 приведены в табл. 17.
Таблица 17 Параметры точности станка МС 12-250 М1
№ |
|
Допуск, |
Фактическое |
|
Измеряемый параметр точности |
мкм |
отклонение, |
||
п.п |
||||
|
|
мкм |
||
|
|
|
||
|
|
|
|
|
1 |
2 |
3 |
4 |
|
|
|
|
|
|
1 |
Плоскостность рабочей поверхности |
10 |
6 |
|
|
стола |
|||
|
|
|
||
|
|
|
|
96
|
|
Окончание табл. 17 |
||
1 |
2 |
3 |
4 |
|
|
|
|
|
|
2 |
Точность положения рабочей |
|
|
|
|
поверхности стола по высоте при |
8 |
5 |
|
|
смене позиций |
|
|
|
|
|
|
|
|
3 |
Прямолинейность перемещения |
5 |
2 |
|
|
шпиндельной головки |
|
||
|
|
|
|
|
|
|
|
|
|
4 |
Прямолинейность перемещения |
3,5 |
2 |
|
|
салазок |
|
||
|
|
|
|
|
|
|
|
|
|
5 |
Прямолинейность перемещения |
5 |
2 |
|
|
суппорта |
|
||
|
|
|
|
|
|
|
|
|
|
6 |
Параллельность направления и |
|
|
|
|
траектории перемещения |
10 |
3 |
|
|
шпиндельной головки к рабочей |
|
||
|
|
|
|
|
|
поверхности стола |
|
|
|
|
|
|
|
|
7 |
Перпендикулярность направлений и |
|
|
|
|
траекторий перемещений |
6 |
4 |
|
|
шпиндельной головки и суппорта |
|
|
|
|
|
|
|
|
3.4.Влияние методов обработки на точность
икачество поверхностей
При разработке технологических процессов следует иметь в виду, что большинство операций можно выполнить с использованием различных методов и видов обработки и оборудования. Выбор рационального варианта должен производиться на основе точностного расчета каждой операции и технологического процесса в целом по теоретическим положениям и примерам, рассмотренным в данной работе.
Для оперативного приближенного выбора методов обработки следует использовать таблицы экономической и достижимой точности (табл. 18 – 24).
97
Таблица 18 Назначение операции, ее структура и состав
|
|
Признаки операций |
|
||
Наименование |
|
|
|
|
|
Технологи- |
Схема |
Метод |
Инстру- |
||
операций |
ческое |
Формооб- |
|||
обработки |
мент |
||||
|
назначение |
разования |
|||
|
|
|
|||
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
|
|
Вращение |
|
|
|
|
Обработка |
заготовки, |
Механический, |
Резец |
|
Точение |
наружных |
подача |
плазменно- |
Резец и |
|
|
поверхностей |
инструмен- |
механический |
плазмотрон |
|
|
|
та |
|
|
|
|
|
|
|
|
|
|
Получение |
Вращение |
|
|
|
Сверление |
отверстий |
и подача |
Механический |
Сверло |
|
цилиндричес |
инструмен- |
||||
|
|
|
|||
|
кой формы |
та |
|
|
|
|
|
|
|
|
|
|
Получение |
Подача |
|
|
|
|
отверстий |
Электроэрозио |
|
||
Прошивание |
Инструмен- |
Электрод |
|||
любой |
нный |
||||
|
та |
|
|||
|
формы |
|
|
||
|
|
|
|
||
|
|
|
|
|
|
|
Обработка |
Вращение |
|
|
|
|
предваритель |
|
|
||
|
заготовки, |
|
|
||
|
но |
|
Расточная |
||
Растачивание |
подача |
Механический |
|||
полученного |
головка |
||||
|
инструмен- |
|
|||
|
круглого |
|
|
||
|
та |
|
|
||
|
отверстия |
|
|
||
|
|
|
|
||
|
|
|
|
|
|
Обработка |
Изготовлени |
Подачка |
|
Токопрово |
|
е полости |
Электрохимич |
||||
фасонных |
инструмент |
дящий |
|||
детали типа |
еский |
||||
поверхностей |
а-катода |
катод |
|||
штампа |
|
||||
|
|
|
|
||
|
|
|
|
|
|
|
Получение |
Сложная |
|
Резец, |
|
Резьбонарезание |
Механический |
метчик, |
|||
резьб |
схема |
||||
|
|
фреза |
|||
|
|
|
|
||
|
|
|
|
|
|
|
Получение |
Сложная |
|
Долбяк, |
|
Зубонарезание |
зубчатых |
Механический |
|||
схема |
гребенка |
||||
|
колес |
|
|||
|
|
|
|
||
|
|
|
|
|
|
98

Таблица 19
Характеристика видов операций
99

Таблица 20 Средняя точность относительного положения (поворота)
осей отверстий и расстояний между ними. Точность формы и размеров
отверстий деталей при различных методах обработки
|
|
Параллельность, |
Перпендикулярность |
, мм |
|
|||
|
обработкиВид |
|
мм |
, мм |
междуРасстояниеосями |
отверстийКвалитет |
||
Метод |
|
|
|
|
|
|||
отношениюПо установочнойк |
|
отношениюПо другихосямк отверстий |
отношениюПо установочнойк плоскости |
отношениюПо другихосямк отверстий |
||||
|
|
|
|
|
|
|
|
|
обработки и |
|
|
|
|
|
|
|
|
оборудова-ние |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
4 |
|
5 |
6 |
7 |
8 |
9 |
|
|
|
|
|
|
|
|
|
|
|
Отклонение на длине 100 мм |
|
|
|
|||
|
|
|
|
|
|
|
|
|
Сверление |
черновое |
- |
|
0,100 |
0,100 |
- |
0,100 |
12– |
|
13 |
|||||||
Зенкерование |
черновое |
- |
|
0,080 |
0,080 |
- |
0,080 |
|
|
11 |
|||||||
Развертывание |
чистовое |
- |
|
0,060 |
0,050 |
- |
0,050 |
|
|
8 |
|||||||
|
тонкое |
- |
|
0,050 |
0,040 |
- |
0,040 |
|
|
|
6–7 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отклонение на длине 300 мм |
|
|
|
|||
|
|
|
|
|
|
|
|
|
Растачивание |
|
|
|
|
|
0,100* |
|
|
|
|
|
|
|
0,060* |
|
|
|
резцовой |
|
|
|
|
|
0,030* |
|
|
оправкой на |
черновое |
0,120 |
|
0,100 |
0,120 |
|
0,150 |
11 |
расточных, |
чистовое |
0,060 |
|
0,050 |
0,070 |
|
0,070 |
8–9 |
сверлильных и |
тонкое |
0,040 |
|
0,030 |
0,040 |
|
0,050 |
7 |
револьверных |
|
|
|
|
|
|
|
|
станках |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Растачивание |
|
|
|
|
|
|
|
|
резцовой |
|
|
|
|
|
|
|
|
оправкой на |
черновое |
0,100 |
|
0,080 |
0,100 |
0,080 |
0,120 |
11 |
многошпиндел |
чистовое |
0,040 |
|
0,030 |
0,040 |
0,030 |
0,050 |
8–9 |
ьных |
тонкое |
0,030 |
|
0,020 |
0,030 |
0,020 |
0,040 |
7 |
агрегатных |
|
|
|
|
|
|
|
|
станках |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100