

Методическое пособие 581
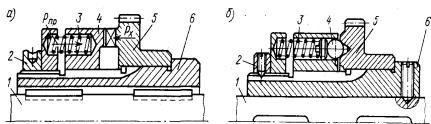
.pdfВ механизме, показанном на рис. 4.13, а, реверсирование осуществляется перемещением подвижного двойного блока Б шестерен z2, и z5, так что передача может производиться либо через шестерни z1 и z2 с вращением ведомого вала II навстречу ведущему 7 (для положения блока, показанного на схеме), либо через шестерни z3, z4 и z5с вращением валов I и II в одну сторону. Вместо блока Б в механизме можно использовать двустороннюю муфту М, попеременно соединяющую с валом II свободно сидящие на нем колеса z2 или z5 (б). В механизмах, составленных из конических колес, реверсирование осуществляется либо перемещением вдоль вала втулки с закрепленными на ней колесами (в), либо с помощью муфты (г).
Рис. 4.13. Реверсивные механизмы
Предохранительные и блокировочные устройства. Предо-
хранительные устройства предназначены для защиты механизмов станка от аварий при перегрузках. Наиболее простыми устройствами такого рода являются предохранительные муфты со срезным штифтом, сечение которого рассчитывается на передачу определенного крутящего момента. Недостатками такой конструкции являются низкая точность срабатывания и необходимость менять штифты после разрушения. Более удобны кулачковые или шариковые предохранительные устройства, не разрушающиеся при срабатывании.
Кулачковые устройства выполняют либо в виде муфт, связывающих два соосных вала, либо в виде самостоятельного узла, монтируемого на одном валу (рис. 4.14, а). Все детали устройства несет втулка 6, жестко сидящая на валу 1. Справа размещено свободно
81
сидящее зубчатое колесо 5, слева, на шлицах - подвижная полумуфта 4. Обе детали имеют на торцах скошенные кулачки, входящие в зацепление друг с другом. Контакт между ними поддерживается за счет сжатия нескольких пружин 3.
Рис. 4.14. Предохранительные муфты
Если колесо 5 ведущее, то кулачки вращают полумуфту 4 и вал 1. Возникающие на скошенных кулачках осевые силы Рх уравновешиваются силами Рпр, создаваемыми пружинами 3 и регулируемыми гайкой 2. При перегрузке ведомые звенья (вал 1 и полумуфта 4) останавливаются, осевые силы возрастают, превышая силы Рпр, вследствие чего кулачки выйдут из зацепления друг с другом, перемещая полумуфту 4 влево. Это даст возможность колесу 5 продолжать вращение. Когда очередной выступ кулачка полумуфты будет находиться против впадины кулачка колеса, пружина переместит полумуфту вправо. Кулачки войдут в зацепление, и далее цикл движения будет повторяться, сопровождаясь характерным прощелкиванием, указывающим на перегрузку и необходимость ее устранения.
Шариковые устройства аналогичны кулачковым (рис. 4.14, б). Роль кулачков здесь играют стальные закаленные шарики 4, прижимаемые пружинами к коническим или тороидальным углублениям в торце колеса 5. Вращение колеса через шарики передается втулке 3 и валу 1. При перегрузке вал и втулка 6 останавливаются, а колесо 5 продолжает вращаться, выжимая шарики в отверстия втулки 3. Сила сжатия пружин регулируется гайкой 2.
В качестве предохранительных устройств используют также фрикционные муфты (рис. 4.12, б), в которых при превышении расчетного крутящего момента происходит пробуксовка трущихся поверхностей дисков.
82

Блокировочные устройства предназначены для предотвращения возможных аварий от одновременного включения двух или нескольких механизмов, совместная работа которых недопустима. Например, к аварии приведет одновременное включение в работу ходового вала и ходового винта токарно-винторезного станка или включение подачи при невращающемся инструменте (сверле, фрезе).
На рис. 4.15 показана блокировка двух параллельных валов 1 и 6, расположенных на близком расстоянии. На валу 1 закреплен диск 3 с вырезом а, очерченным по дуге окружности, а на валу 6 - диск 4 с вырезом б. На рис. 4.15,а рукоятки 2 и 5 с дисками 3 и 4 показаны в нейтральном положении, из которого можно повернуть любую рукоятку. Если рукоятку 2 опустить вниз и включить тем самым ка- кой-то механизм станка, то диск 3, войдя в вырез б диска 4 (рис. 4.15, б), заблокирует этот диск и рукоятку 5 нельзя будет повернуть до возвращения рукоятки 2 в нейтральное положение.
На рис. 4.15,в показана блокировка двух параллельных валов, удаленных один от другого. Положение, изображенное на рисунке, является нейтральным. При повороте одного из дисков стержень 7 входит в углубление другого диска и блокирует его.
В станках наряду с механическими устройствами, примеры которых были приведены выше, применяют также гидравлические и электрические предохранительные и блокировочные устройства.
Рис. 4.15. Блокировочные устройства
Системы управления станками. В процессе выполнения за-
данных технологических операций обработки заготовок на станке требуется производить такие действия как включение, изменение
83
скорости и выключение движения, включение, изменение и выключение подачи, реверсирование, перемещения для деления, установки и т. п. Осуществление этих действий обеспечивается механизмами управления, совокупность которых определяет систему управления станка.
От системы управления во многом зависят производительность, надежность, удобство и простота обслуживания станка. Механизмы управления должны обеспечивать заданный по циклу порядок работы исполнительных органов. Чем сложнее цикл работы станка и выше его производительность, тем более высокие требования предъявляются к его системе управления.
Системы управления могут быть ручными и автоматическими. Ручное управление характерно для универсальных станков, в которых используется значительное число органов управления в виде рукояток, маховиков, кнопок и кнопочных станций, осуществляющих воздействие либо непосредственно на соответствующий орган станка, либо на специальный управляющий механизм. При ручном управлении рабочий осуществляет необходимые действия в порядке, указанном в технологических документах, и по результатам измерений обрабатываемой заготовки. Ручное управление может быть многорукояточным, однорукояточным, с предварительным набором скорости и дистанционным. При автоматическом управлении все управляющие воздействия во время технологической операции выполняются без вмешательства оператора, по заданной программе, которую содержит так называемый программоноситель. В автоматических системах управления механического типа в качестве программоносителей используются упоры, ограничители ходов, кулачки, копиры, командоаппараты и наборные устройства. В станках с ЧПУ программы записываются на перфолентах, магнитных лентах, дисках и др.
Системы смазывания и охлаждения. Для долговечной рабо-
ты трущихся поверхностей деталей станков необходимо их регулярное и правильное смазывание. В качестве смазочных материалов применяют жидкие минеральные масла и густые смазки. Выбор смазки зависит от скоростей движения и нагрузок. Чем выше скорость и меньше давление, тем меньшей вязкости должно быть мас-
ло. Централизованные системы смазывания с периодической по-
дачей масла (1 раз в 0,5-3 часа) в заранее предусмотренные точки применяются в агрегатных станках и автоматических линиях, а так-
84
же в универсальных станках для смазывания наиболее нагруженных узлов. Разбрызгиванием смазываются зубчатые колеса и подшипники в шпиндельных коробках и редукторах. В универсальных станках широко применяется ручное смазывание отдельных узлов с периодичностью от одного раза в смену до одного раза в полгода.
Для снижения тепловой напряженности процесса резания при-
меняют смазывающе-охлаждающие жидкости (СОЖ) – эмульсии и масла с добавками твердых смазывающих веществ (графита, парафина, сернистого молибдена и др.). СОЖ может подводиться в зону резания разными способами: поливом под давлением с направлением струи в зону резания или через отверстие в инструменте, распылением сжатым воздухом. Состав, качество и способ подачи СОЖ в зону резания существенно влияют на стойкость режущего инструмента и точность обработки. Система охлаждения включает в себя насосы, баки-отстойники, фильтры, клапаны, краны и трубопроводы. Сточные воды с отработанными СОЖ содержат вещества, вредные для окружающей среды, поэтому они должны тщательно очищаться.
4.1.6. Приводы главного движения и подачи
Приводом называется совокупность устройств, приводящих в движение исполнительные органы станка. Обычно привод состоит из электродвигателя и механизма, передающего движение от двигателя к исполнительным органам. Большинство современных высокопроизводительных станков имеют несколько самостоятельных приводов: привод главного движения, привод подачи, привод вспомогательных и установочных перемещений. Наиболее распространены электромеханические приводы, также используются гидро- и пневмоприводы. Приводы главного движения обычно скоростные, приводы подачи – тихоходные. Основные технические характеристики привода:
-диапазон регулирования частоты вращения (соотношение максимальных и минимальных частот вращения);
-точность поддержания частоты вращения (разность между заданной частотой вращения и выходной частотой);
-чувствительность привода к изменению параметров;
-коэффициент полезного действия.
85
Поскольку станки предназначены для обработки заготовок разных размеров и из различных материалов, привод должен обеспечивать возможность изменения скорости движения исполнительных органов станка в определенных интервалах. Это обычно учитывается при проектировании станка. Для шпинделя станка nmax = 1000vmax/πDmin;
nmin = 1000vmin/πDmax, где nmax и nmin – верхний и нижний пределы регулирования частоты вращения шпинделя; vmax и vmin – предельные значения скорости резания, зависящие от физикомеханических свойств обрабатываемого материала, а также от материала режущей части инструмента. Dmax и Dmin – предельные значения диаметра обработки (обрабатываемой поверхности или вращающегося режущего инструмента). Обычно Dmin/ Dmax = 0,12 0,25.
Отношение пределов регулирования R = nmax/ nmin называется диапазоном регулирования частот вращения и является важной характеристикой привода, определяющей степень универсальности станка. Для станков токарных, расточных, фрезерных R = 50 150, для сверлильных R = 15 50, для шлифовальных R = 1 3.
В приводах станков применяется ступенчатое или бесступенчатое регулирование скоростей главного движения и подачи. Приводы со ступенчатым регулированием обычно выполняются в виде коробок скоростей подач, позволяющих получать ряд фиксированных значений частот вращения. При бесступенчатом регулировании возможно плавное изменение скорости резания или подачи на ходу, т.е. без остановки станка, с получением любых их значений в заданных пределах.
Регулирование скорости движения исполнительного органа станка может осуществляться как двигателем привода, так и элементами передаточного механизма (коробкой скоростей или подач, вариатором и т.п.).
Электродвигатели. Наибольшее распространение в приводах станков получили асинхронные электродвигатели переменного тока с короткозамкнутым ротором. Они просты по конструкции,
надежны в эксплуатации и имеют невысокую стоимость. Электродвигатели могут быть с жесткой или мягкой характеристикой. Если цепь двигателя не содержит каких-либо дополнительных сопротивлений, его характеристика является жесткой. При этом изменение момента вызывает лишь незначительное изменение частоты вращения его вала. В противном случае характеристика является мягкой и
86
изменение момента приводит к существенному изменению частоты вращения вала. В станках обычно применяются двигатели с жесткой характеристикой.
Асинхронные электродвигатели имеют частоту вращения магнитного поля статора (синхронную частоту вращения), мин -1: n = 60f/p, где f – частота питающего переменного тока, с-1; р – число пар полюсов обмотки статора. Из формулы видно, что регулирование двигателя переменного тока можно осуществлять изменением числа пар полюсов статора и изменением частоты тока.
Ступенчатое регулирование изменением числа пар полюсов путем переключения обмоток статора используется в многоскоростных асинхронных двигателях.
Тяжелые станки могут оснащаться электродвигателями постоянного тока с параллельным возбуждением, отличающимися жесткой механической характеристикой.
В последнее время для электрического бесступенчатого регулирования скорости применяют в основном двигатели постоянного тока с тиристорными (полупроводниковыми) преобразователями. Двигатели постоянного тока дороже и тяжелее асинхронных, требуют специального питания, поэтому их применение в станках должно быть технически и экономически обосновано.
По исполнению электродвигатели бывают на лапах для горизонтального расположения и фланцевые для горизонтальной и вертикальной установки.
Приводы со ступенчатым регулированием получили наибольшее распространение ввиду их сравнительной конструктивной простоты и надежности в эксплуатации. Ступенчатый ряд частот вращения шпинделя получают в станках при помощи коробок скоростей с переключающимися зубчатыми передачами (механическое регулирование), многоскоростных электродвигателей (электрическое регулирование) или сочетания тех и других (электромеханическое регулирование). Наиболее часто в станках применяют коробки скоростей с односкоростными асинхронными двигателями. Их основные достоинства: небольшая стоимость, высокий КПД, компактность, сохранение постоянства мощности на всем диапазоне регулирования; простота обслуживания. По способу переключения ступеней коробки скоростей выполняются со сменными зубчатыми колесами и с передвижными блоками колес, механическими и электромагнитными муфтами и комбинированным переключением.
87
Основные достоинства приводов с бесступенчатым регулиро-
ванием скорости: возможность получения на станке скорости резания, обеспечивающей наивысшую производительность обработки или минимальную ее себестоимость; возможность плавного изменения ее во время работы без остановки станка; простота автоматизации процесса переключения скоростей. Поэтому бесступенчатое регулирование, несмотря на его сравнительно высокую стоимость, находит в современных станках все более широкое применение. По способу осуществления бесступенчатое регулирование может быть электрическим, механическим и гидравлическим.
Приводы подачи служат для формообразующего движения в направлении обрабатываемой поверхности (продольном, поперечном и др.) со скоростью, обеспечивающей заданную толщину среза. Конструктивно привод подачи обычно выполняется в виде механизма, называемого коробкой подач. Приводы подач являются тихоходными. Скорость подачи в среднем на два порядка ниже скорости резания. Поэтому одним из основных требований, предъявляемых к коробкам подач, является редукция (уменьшение) скорости. Кроме того, они должны обеспечивать широкий диапазон регулирования подач и расширенный ряд ступеней переключения. Коробки подач большинства станков обеспечивают точную кинематическую связь между шпинделем (ползуном) и суппортом (столом) станка, сообщая режущему инструменту или обрабатываемой заготовке необходимую скорость непрерывного или периодического перемещения.
У большинства станков подачи непрерывные, в строгальных и долбежных станках – периодические. Привод механизмов подачи может быть общим с главным движением (токарные, сверлильные, расточные, зубообрабатывающие и др. станки) и раздельным (фрезерные, шлифовальные станки). Для механизмов подач ряда станков (резьбонарезных, зубообрабатывающих) характерна высокая точность кинематических цепей.
Для осуществления прямолинейных подач в станках широко применяют гидравлический привод. Отсутствие вибраций при работе гидропривода обеспечивает возможность обработки поверхностей деталей с низкой шероховатостью. Поэтому гидропривод особенно часто применяют в цепях подачи шлифовальных и доводочных
станков.
88
4.2. Токарные станки
Токарные станки по сравнению с другими группами металлорежущих станков наиболее распространены на машиностроительных заводах. Станки токарной группы предназначены для выполнения самых разнообразных операций обработки поверхностей вращения: обтачивания наружных и растачивания внутренних цилиндрических, конических и фасонных поверхностей; подрезания торцов и уступов; прорезания круговых канавок; сверления, рассверливания, зенкерования и развертывания отверстий; нарезания наружных и внутренних резьб.
В состав станков токарной группы входят универсальные токарные и токарно-винторезные станки, револьверные, лобовые, карусельные и затыловочные станки, одношпиндельные и многошпиндельные автоматы, многорезцовые, копировальные полуавтоматы, а также специализированные станки, применяемые для обработки деталей определенных типов.
Универсальные токарные и токарно-винторезные станки
предназначены для обработки валов, втулок, колец, дисков и др., а также поверхностей вращения у деталей некруглой формы. Выпускаются различные модели – от настольных до тяжелых. Наибольший диаметр обрабатываемых заготовок от 100 до 6000 мм при длине заготовки от 125 до 24000 мм. Применяются чаще в единичном и мелкосерийном производстве.
На рис. 4.16 показан общий вид широко распространенного то- карно-винторезного станка модели 16К20, применяемого в единичном и мелкосерийном производствах. Станина 8 с продольными направляющими опирается на переднюю 15 и заднюю 9 тумбы. Слева на станине смонтирована передняя (шпиндельная) бабка 1, несущая шпиндель 2, который осуществляет главное рабочее движение v, передаваемое обрабатываемой заготовке кулачковым или поводковым патроном. В передней бабке располагаются валы коробки скоростей с зубчатыми колесами и блоками, переключение которых для установления требуемой частоты вращения шпинделя осуществляется рукоятками управления 18 и 19. С правой стороны расположена задняя бабка 7, на выдвижной пиноли которой устанавливается задний центр, поддерживающий при обработке длинную заготовку, или осевой инструмент (сверло, зенкер, развертка) для обработки центрального отверстия. Заднюю бабку можно пере-
89

мещать вдоль направляющих станины и закреплять в зависимости от длины обрабатываемой заготовки на требуемом расстоянии от передней бабки.
По направляющим 6 станины между обеими бабками перемещается суппорт, сообщающий закрепленным в четырехпозиционном поворотном резцедержателе 3 резцам движения подачи. Суппорт имеет нижнюю каретку 5 с продольным движением подачи sпрод, средние поперечные салазки 13 с поперечным движением подачи sдоп и верхние резцовые (поворотные) салазки 4 с движением подачи sн в горизонтальной плоскости под любым углом. Продольная и поперечная подачи каретки и поперечных салазок осуществляются от механизмов, расположенных в прикрепленном к каретке суппорта фартуке 12 и получающих движение от коробки подач 14 через ходовой вал 11 при точении или ходовой винт 10 при нарезании резьбы.
Рис. 4.16. Токарно-винторезный станок модели 16К20
Токарно-револьверные станки применяют в мелко- и средне-
серийном производстве для изготовления деталей сложной формы, требующих при обработке последовательного применения разнообразного режущего инструмента. На этих станках можно выполнять все основные токарные работы. Применение револьверных станков считают рациональным при размере партии обрабатываемых заготовок не менее 10-20 штук.
90