

3.5. Обеспечение качества обрабатываемых поверхностей технологическими методами
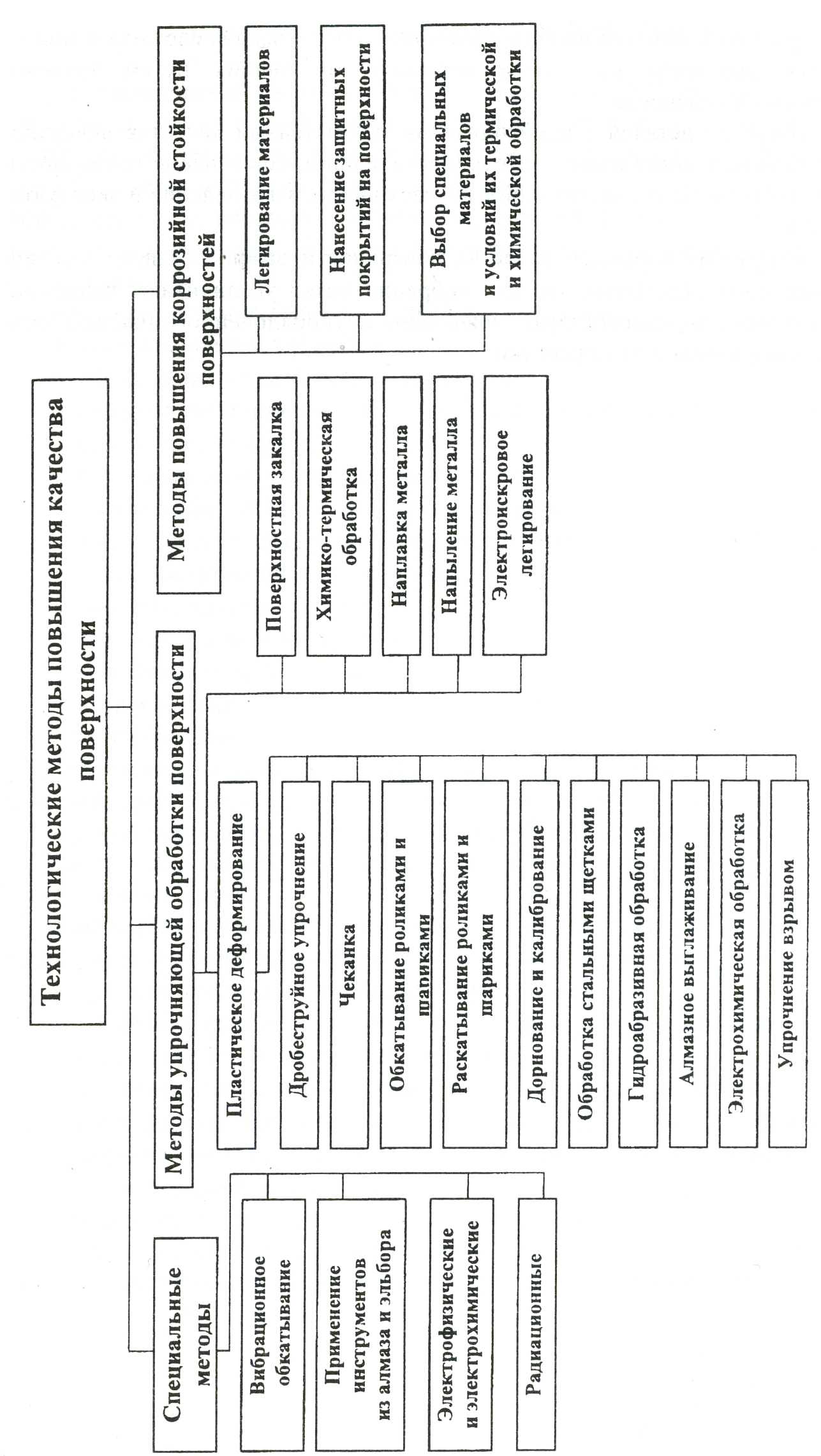
Формирование поверхностного слоя с заданными эксплуатационными характеристиками обеспечивается путем применения традиционных методов, т.е. рационального выбора последовательности и режимов обработки, упрочнения поверхностей закалкой, химико-термической обработкой (азотирование, цементация и др.), наплавкой, гальваническими покрытиями (хромирование, никелирование и др.), а также применением специальных методов (рис. 3.6).
К технологическим методам повышения качества поверхностей относятся и методы пластического деформирования без снятия стружки, создающие наклеп и сжимающие напряжения. Они обеспечивают увеличение сроков службы деталей, их износостойкости, снижают высоту микронеровностей, повышают точность поверхностей и твердость поверхностного слоя.
Выбор из всех методов наиболее рационального – задача сложная и многовариантная, решаемая на основе хорошего их знания путем технико-экономического сравнения.
Вопросы для самопроверки
1. Чем характеризуется качество поверхностного слоя?
2. Дайте определение шероховатости.
3. Перечислите параметры шероховатости.
4. Какой параметр шероховатости является предпочтительным?
5. Назовите приблизительное соотношение параметров и .
6. Перечислите дополнительные параметры шероховатости по ГОСТ 25142-82.
7. Укажите структуру обозначения шероховатости поверхности.
8. Какие технологические факторы влияют на величину шероховатости?
9. От чего зависят величина, форма и направление неровностей при обработке резанием?
10. Как зависит величина шероховатости от изменения скорости резания при обработке материалов не склонных к наростообразованию?


11. Каково влияние подачи на шероховатость при точении с малыми диапазонами подач?
12. Как форма микронеровностей и их направление влияют на величину износа?
13. Каково влияние высоты, шага и заостренности неровностей на эксплуатационные свойства деталей?
14. Как точность и шероховатость поверхностей связаны между собой?
15. Чем волнистость поверхности отличается от шероховатости поверхности?
16. Назовите параметры оценки волнистости поверхности.
17. От чего зависит форма волны?
18. Как волнистость поверхности влияет на эксплуатационные свойства деталей?
19. Чем характеризуются физико-механические свойства поверхностного слоя?
20. Дайте характеристику зонам поверхностного слоя после механической обработки стальной заготовки.
21. Какие факторы оказывают большее влияние на формирование состояния поверхностного слоя при шлифовании?
22. В результате чего в поверхностном слое обрабатываемой детали образуется наклеп?
23. Какими параметрами оценивают наклеп поверхностного слоя?
24. Как наклеп влияет на работоспособность поверхности?
25. Что называется технологической наследственностью?
26. На каких этапах изготовления деталей проявляется технологическая наследственность?
27. Какие технологические «барьеры» необходимо создавать на этапах получения заготовки, ее механической и термической обработки?
28. Назовите основные технологические методы повышения качества поверхностей деталей.