

2.2.4. Погрешность от износа режущего инструмента
Износ режущего инструмента при работе на настроенном станке приводит к возникновению переменной систематической погрешности обработки.
Размерный износ измеряется по нормали к обрабатываемой поверхности (рис. 2.12,а):
![]() ,
,
где h – износ по задней поверхности;
![]() - главный задний угол.
- главный задний угол.
Износ инструмента характеризуется периодами (рис. 2.12,б):
I – приработочным (быстрым) износом;
II – нормальным или установившимся износом;
III – быстрым или катастрофическим износом.
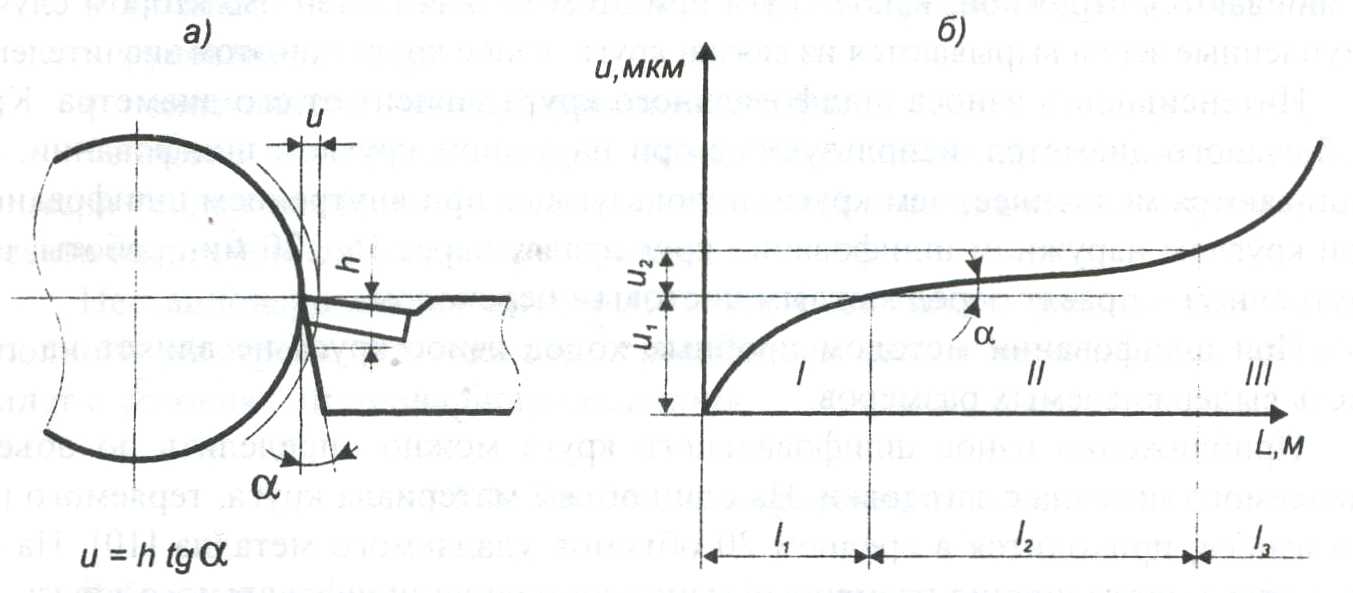
Рис. 2.12. Схемы для расчета погрешностей
обработки от размерного износа режущего
инструмента: а) определение величины
износа резца; б) график износа
Интенсивность износа на участке II называют относительным (удельным) износом
![]() ,
(2.15)
,
(2.15)
Погрешность от размерного износа инструмента (мкм)
![]() +
+![]() ,.
(2.16)
,.
(2.16)
где
![]() - начальный износ инструмента;
- начальный износ инструмента;
![]() - длина резания.
- длина резания.
При точении
+![]() ,
(2.17)
,
(2.17)
где D и l – диаметр и длина обрабатываемой заготовки, соответственно;
![]() -
подача на оборот.
-
подача на оборот.
Величина относительного износа инструмента зависит от:
- метода обработки;
- материала заготовки и инструмента;
- режимов обработки;
- наличия СОЖ;
- состояния технологической системы (жесткости, вибраций).
Влияние износа инструмента на точность может быть уменьшено:
- поднастройкой станка, применением систем автоматического управления;
- выбором материала инструмента оптимальной стойкости;
- выбором наиболее рациональной геометрии режущего инструмента;
- устранением вибрации при резании;
- использованием СОЖ.
2.2.5. Погрешность из-за геометрической неточности станка и изготовления режущего инструмента
Величины допускаемых отклонений основных точностных характеристик станков регламентируются нормами точности и приведены в ГОСТах.
Геометрическая точность – точность станков в ненагруженном состоянии. Погрешности геометрической точности увеличиваются по мере износа станков.
Основные характеристики геометрической точности:
- радиальное и торцевое биение шпинделей;
- биение конического отверстия в шпинделе;
- прямолинейность и параллельность направляющих.
Данные о фактических погрешностях заносятся в паспорт станка при его испытаниях и обновляются после проведения ремонтов и пригонок в процессе эксплуатации. Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки. Например, отклонение от параллельности оси шпинделя токарного станка направлению движения суппорта в горизонтальной плоскости приводит к появлению конусности у обрабатываемой заготовки, а в вертикальной плоскости – к гиперболоиду вращения.
Для уменьшения влияния геометрических неточностей станков на качество обработки необходимо:
- выбирать станки соответствующей точности;
- в процессе эксплуатации станка вести регулировку, выборочную подгонку, необходимый ремонт;
- использовать различные компенсирующие и корригирующие устройства, в том числе системы ЧПУ;
- применять подшипники высоких классов точности, вести их доводку, использовать подшипники на гидростатических, пневматических и магнитных подвесах;
- обеспечивать выборку зазоров в соединениях деталей и частей станка.
В ряде случаев погрешность обработки возникает при использовании мерных и фасонных инструментов (сверл, зенкеров, разверток, протяжек, фасонных резцов, шлифовальных кругов и др.). Отклонения размеров таких инструментов непосредственно переносятся на заготовку.
Допуски на изготовление мерных инструментов рассчитываются с учетом допусков на размеры детали, допустимого износа инструмента и возможной разбивки при обработке и приводятся в чертежах на их изготовление.
Для уменьшения влияния погрешностей режущего инструмента на точность обработки необходимо:
- выбирать инструмент соответствующей точности;
- выбирать наиболее рациональные режимы резания;
- применять СОЖ;
- правильно устанавливать инструмент;
- использовать кондукторные и направляющие втулки.