

Организация производства / ОП_конспект_18
.pdf-скорочення питомої ваги механічно оброблюваних деталей;
-аналіз і дотримання принципів раціональної організації виробничих процесів: пропорційності, паралельності, прямоточності, безперервності, ритмічності та ін.
-механічний і автоматичний облік часу, скорочення часу на транспортні і складські операції;
-скорочення часу природних процесів;
-скорочення часу міжопераційних перерв;
-збільшення питомої ваги технічно обґрунтованих норм часу. Норм обслуговування, норм витрати ресурсів;
-стимулювання економії часу і виконання вимог за якістю.
Частина 3. ВИРОБНИЧА ІНФРАСТРУКТУРА ТА ОРГАНІЗАЦІЯ КОМПЛЕКСНОГО ОБСЛУГОВУВАННЯ ВИРОБНИЦТВА
Тема 6. Організація діяльності інструментального господарства
1.Інфраструктура підприємства.
2.Склад і завдання інструментального господарства.
3.Класифікація й індексація інструменту.
4.Визначення потреби в інструменті.
5.Розрахунок оборотного фонду інструменту.
6.Шляхи вдосконалення організації інструментального господарства.
1. Інфраструктура підприємства
Ефект господарської діяльності підприємства визначається рівнем організації не тільки основних виробничих процесів. Інфраструктура (від латинського infra - нижче; - під і «структура» - розміщення, розташування) – це сукупність складових частин якогонебудь об’єкта (підприємства), які мають підлеглий допоміжний характер, і забезпечують умови для нормальної діяльності об’єкта (підприємства) в цілому. Елементи інфраструктури наведені на рис.6.1.
Виробнича інфраструктура – це сукупність підрозділів, які прямо не беруть участь у створенні основної продукції, але своєю діяльністю сприяють роботі основних цехів, створюючи для цього умови.
Підприємство - це не тільки техніко-технологічна цілісність, але і в, першу чергу, група людей, об'єднана для досягнення загальної мети. Людина на виробництві одночасно є чинником виробництва і джерелом його розвитку. Тому сучасне підприємство несе як економічну, так і соціальну відповідальність перед суспільством, яка знаходить своє віддзеркалення у формуванні соціальної інфраструктури підприємства. Соціальна інфраструктура – це сукупність підрозділів підприємства, які забезпечують задоволення соціально-побутових і культурних потреб робочих.
У сучасних умовах досягнення високих техніко-економічних показників виробництва неможливе без збалансованого розвитку як основного виробництва, так і виробничої і соціальної інфраструктури.
51

Інфраструктура підприємства
|
|
|
|
|
|
|
|
|
Соціальна |
|
|
|
|
|
|
|
Виробнича |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Підрозділи суспільного харчування |
|
||||
|
Допоміжні та обслуговуючі цехи |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
(дільниці), господарства |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Охорона здоров’я |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Служба технічного |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Спортивні споруди |
|
|
|
||||
|
обслуговування |
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Комунікаційні мережі |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
Дитячі дошкільні заклади |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Засоби збирання та обробки |
|
|
|
|
|
|
Заклади освіти |
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||||
|
інформації |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Природоохоронні споруди |
|
|
|
|
|
|
Заклади культури та відпочинку |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Житлово-комунальне господарство |
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Капітальне будівництво
Рис.6.1 Елементи інфраструктури підприємства.
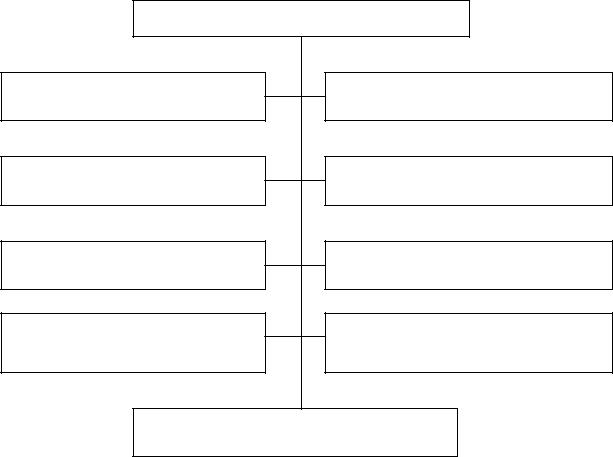
Необхідними умовами нормального ходу виробничого процесу на підприємстві є: підтримка в робочому стані машин і устаткування; своєчасне забезпечення робочих місць сировиною, матеріалами, інструментами; постачання агрегатів енергією; виконання транспортних операцій. На підприємстві для виконання всіх цих процесів у сукупності використовується поняття – система технічного обслуговування виробництвом.
Структурні елементи системи технічного обслуговування підприємством наведені на рис.6.2.
Ремонтне господарство Інструментальне господарство
|
- відділ гол. механіка; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
інструментальний відділ; |
|
|||
|
- ремонтно-механічний |
|
|
|
||||||
|
|
|
|
|
- |
інструментальний цех; |
|
|||
|
цех; |
|
|
|
||||||
|
|
|
|
|
- |
ЦІС; |
|
|||
|
- ремонтно-будівельний |
|
|
|
||||||
|
|
|
|
|
- цехові інструментально- |
|
||||
|
цех; |
|
|
|
|
|
||||
|
|
|
|
|
роздавальні комори |
|
||||
|
- цехові ремонтні бази |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Система |
|
|
|
|
|
|
|
|
||
технічного об- |
|
|
|
|
|
|
|
|
||
|
|
|
|
Складське господарство |
||||||
слуговування |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
- матеріальні склади; |
||||||
виробництва |
|
|
|
|
||||||
-виробничі склади;
-збутові склади (склад готової продукції)
Транспортне господарство
-транспортно-технічний відділ; -транспортний цех (з/д, автомобільний)
Енергетичне господарство
-відділ головного енергетика;
-господарства: електросилове; теплосилове; газове; пічне; низької напруги
Рис.6.2 Структурні елементи системи технічного обслуговування
52
2. Склад і завдання інструментального господарства
Інструментальне господарство – сукупність загальнозаводських, цехових підрозділів, зайнятих придбанням, проектуванням, виготовленням, ремонтом і відновленням технологічного оснащення, його обліком, зберіганням і видачею в цехи і на робочі місця.
Сучасне інструментальне господарство використовує в своїй діяльності велику кількість різноманітного інструменту. На крупних підприємствах число найменувань інструменту доходить до декількох десятків тисяч. Витрати, пов'язані зі зносом, ремонтом і заточуванням інструменту, коливаються в межах 5-10% від собівартості продукції.
Виготовлення машин і устаткування пов'язане з використанням величезної кількості інструментів. Так, для складання автомобіля потрібен комплект інструментарію, що включає до 20000 типів ріжучого, вимірного, допоміжного інструменту, більше 2000 штампів і близько 3000 найменувань пристосувань та іншого оснащення. Загальна трудомісткість такого комплекту близько мільйона нормо-годин.
Запас інструменту в грошовому виразі складає на деяких підприємствах до 40% від загальної суми оборотних коштів.
Склад, характер і структура інструментального господарства залежить від типу і потужності виробництва, номенклатури і складності вживаного інструменту і оснащення (див. рис.6.3).
Інструментальне господарство підприємства
Інструментальний відділ, бюро (БІГ), група (ГІГ)
Інструментальний цех, ділянка
База (ділянка) ремонту й відновлення інструменту
ділянки (відділи) централізованої заточки інструменту (ЦЗІ) в цехах
Центральний інструментальний склад (ЦІС)
Ділянка універсально-складальних пристосувань
Цехові інструментально-роздавальні комори (ІРК)
Відділи (ділянки) з ремонту й відновлення інструменту в цехах
Змішані й спеціалізовані комори технологічного оснащення
Рис.3 Типовий склад інструментального господарства підприємства.
53
На крупних підприємствах масового і великосерійного виробництва інструментальний відділ (ІВ) підкоряється головному інженерові. До його складу входять бюро:
1)конструювання і технології виготовлення технологічного оснащення;
2)технагляду за експлуатацією оснащення;
3)нормативів;
4)планово-економічне;
5)бухгалтерія.
На середніх і малих заводах управління діяльністю інструментального господарства здійснює бюро інструментального господарства (БІГ) або бюро інструментальної підготовки (БІП), що підкоряються головному технологові заводу:
Ускладі БІГ (БІП) створюються групи:
1)технологічна;
2)нагляду;
3)нормативів;
4)планова.
Склад інструментального господарства залежить від розміру підприємства і типу
виробництва. На великих підприємствах може бути декілька інструментальних цехів різних видів.
База по відновленню інструменту на малих і середніх підприємствах може входити до складу інструментального цеху.
Заточне і ремонтні відділення створюються тільки у великих цехах. У решті випадків вони організовуються в інструментальному цеху для обслуговування всіх цехів підприємства.
Основним завданням інструментального господарства є своєчасне забезпечення робочих місць високоякісним інструментом. Для його виконання необхідно вирішити ряд робочих завдань, які і складають зміст діяльності інструментального господарства промислового підприємства. До них відносяться:
-обґрунтування потреби в різних видах інструментів і планування забезпечення підприємства інструментом;
-забезпечення підприємства купівельним оснащенням;
-проектування спеціального інструменту;
-організація виробництва інструменту, його ремонту і заточування;
-нормування витрат інструменту;
-забезпечення робочих місць інструментом;
-організація зберігання інструментів і їх запасів;
-контроль за дотриманням правил експлуатації інструменту;
-визначення можливості відновлення і модернізації інструменту.
Своєчасне забезпечення робочих місць необхідним і високоякісним інструментом сприяє підвищенню продуктивності праці, зниженню собівартості, успішному виконанню планових завдань.
2. Класифікація та індексація інструментів
Умовою організації діяльності інструментального господарства є чітка класифікація та індексація інструменту.
Під класифікацією розуміють угрупування інструменту за найбільш характерними ознаками. Індексація - це привласнення кожній групі шифру відповідно до прийнятої класифікації.
Класифікація:
54

За ступенем вживаності: інструменти загальнопромислового, галузевого, групового і внутрішньозаводського вживання.
Весь вживаний на підприємстві інструмент за характером використання підрозділяється на спеціальний і універсальний (нормальний). Під спеціальним розуміється інструмент, вживаний тільки для певного виробу на конкретній операції. Він виготовляється зазвичай на споживаючому його підприємстві. Універсальним називається інструмент, який може бути застосований для обробки різних деталей і виробів. Виготовляється він, як правило, на інструментальних заводах.
За призначенням інструментарій класифікують на оброблювальний, контрольновимірювальний, технологічне оснащення.
Оброблювальний інструмент класифікується за шістьома ступенями: 1)клас; 2)підклас; 3)група; 4)підгрупа; 5)вид; 6)різновид. Класифікація проводиться за десятковою системою: кожен з десяти класів складається з десяти підкласів і так далі.
Класи: 1) ріжучий; 2) вимірний; 3) абразиви; 4) штампи холодного штампування; 5) штампи гарячого штампування; 6) пристосування; 7) ковальський інструмент;
8)монтажний інструмент; 9) моделі, прес-форми; 0) допоміжний інструмент.
Умежах кожного класу – 10 підкласів. Наприклад, клас «ріжучий інструмент» включає такі підкласи: 1) різці; 2) свердла; 3) мітчики; 4) плашки; 5) фрези; 6) розгортки;
7)зенкера; 8) долб’яки; 9) протяжки; 0) інший інструмент.
Умежах кожного підкласу – 10 груп. Наприклад, різці: 1) токарні; 2) строгальні;
3)довбальні і так далі
Умежах кожної групи – 10 підгруп. Наприклад, різці токарні: 1) прохідні; 2) чистові;
3)розточувальні; 4) відрізні та ін.
Умежах кожної підгрупи – 10 видів. Наприклад, різці токарні прохідні: 1)прямі;
2)зігнуті; 3) відігнуті та ін.
Умежах кожного виду – 10 різновидів. Наприклад, різці токарні прохідні відігнуті:
1)цілісні; 2) наварні і так далі.
Умовні позначення інструменту можуть бути цифровими, буквеними і змішаними. За поширеною на багатьох заводах буквено-цифроою системою індексації класи позначаються буквами, а підкласи, групи, пігрупи, види і різновиди – цифрами.
Індекс повинен містити повну технічну характеристику, відрізнятися простотою для заповнення, виключати можливість повторення індексів.
Нормальний, стандартизований інструмент прийнято при індексації позначати буквою «Н». Спеціальний позначається буквою «С» і має додатковий індекс, що пов'язує його з виробом, що виготовляється, деталлю і операцією, для виконання якої він застосовується.
Наприклад: «різець токарний чистовий прямий цілісний» може мати індекс Нр11211,
де Н – індекс нормального інструменту;
Р – індекс класу «ріжучого інструменту»; 1 - індекс (підкласу) «різець»; 1 - індекс (групи) «токарна»; 2 - індекс (підгрупи) «чистова»; 1 - індекс (вигляду) «прямий»;
1 - індекс (різновиду) «цілісний».
Класифікатор розробляється групою проектування і нормалізації інструменту у відділі головного технолога.
Для раціональної організації інструментального господарства важливе значення має стандартизація інструменту, під якою розуміється скорочення конструктивної і розмірної різноманітності інструменту, з метою розширення його вживаності. Скорочення
55

кількості типорозмірів оснащення дозволяє укрупнювати партії і зменшувати трудомісткість і витрати при його виготовленні.
З метою попередження зайвого розширення номенклатури і типорозмірів оснащення
вінструментальному виробництві ведеться робота з нормалізації інструменту. Нормалізація - это обмеження доцільним мінімумом типорозмірів і елементів
конструкцій шляхом ведення нормалій.
Суттєвого ефекту можна досягти завдяки нормалізації окремих деталей, вузлів і пристосувань, які є базою створення збірно-розбірних пристосувань різного призначення за принципом агрегації (переналагоджувані – групові, універсально-складальні пристосування – УСП). Після виконання операції, для якої воно (УСП) було зібране, розбирається і з частин і деталей комплекту збираються нові УСП для інших операцій. Створення пристосувань з нормалізованих вузлів і деталей розширює область застосування оснащення в дрібносерійному, індивідуальному і навіть дослідному виробництві.
3. Визначення потреби в інструменті
Важливою стадією роботи інструментального господарства є визначення потреби в інструменті. Для визначення потреби в інструменті на будь-який період часу необхідно встановити:
1)номенклатуру споживаного інструмента;
2)витрату інструменту за кожним типорозміром;
3)оборотний фонд інструменту по підприємству.
Номенклатура універсального інструменту в серійному і масовому виробництві встановлюється по картах вживаності інструменту, в яких вказується найменування, індекс інструменту, марка матеріалу, ціна і найменування виробу, деталі, операції, для виконання яких застосовується даний інструмент, з вказівкою норми машинного часу.
У одиничному і дрібносерійному виробництві номенклатура інструменту визначається по картах типового оснащення інструментом робочих місць, в яких вказується відсоток застосування кожного виду інструменту, тобто питома вага часу обробки даним видом інструменту в загальному машинному часі роботи верстата.
Номенклатура спеціального інструменту встановлюється по картах технологічних процесів.
Потреба в інструменті на плановий період часу (Іп) складається з витрати (Ір) і різниці між нормативною величиной оборотного фонду (Іо.н.) і фактичною величиною його на початок планового періоду (Іо.ф.) і визначається за формулою:
Іп = Ір + Іо.н. – І о.ф. |
(6.1) |
Річна витрата ріжучого і абразивного інструменту визначається різними методами.
а) У масовому і серійному виробництві застосовується точний метод –за нормами
витрати. Норма витрати інструменту визначається за формулою: |
|
tм х Nн |
|
Нр = ------------ , |
(6.2) |
Ті (1-n) |
|
де: tм – машинний час обробки однієї деталі даним інструментом, хв; Nн – кількість оброблюваних деталей, стосовно яких визначається норма витрати (100, 1000 і так далі деталей); Ті – термін служби інструменту до повного зносу, хв; n – коефіцієнт випадкової втрати інструменту (приймається в межах 0,05 – 0,15).
56
Термін служби інструменту до повного зносу (Ті) дорівнює: |
|
Z |
|
Ті = t ст (--- + 1) , |
(6.3) |
l |
|
де: t ст - час роботи інструменту між черговими переточуваннями (стійкість інструменту), хв; Z – товщина всієї ріжучої кромки інструменту, мм; l - величина ріжучої кромки, що
сточується при одному заточуванні, мм. |
|
Витрата інструменту: |
|
Nд |
|
Ір = ----- Нр, |
(6.4) |
Nн |
|
де: Nд – річна програма деталей, що обробляються даним інструментом, шт |
|
б) У дрібносерійному і одиничному виробництві, |
коли не можна заздалегідь |
встановити найменування і число деталей і виробів, що підлягають обробці даним інструментом, витрату ріжучого і абразивного інструменту визначають на основі наближеного методу:
Фе х 60 х m х К1 х К2 |
|
Ір = ------------------------------, |
(6.5) |
Ті (1-n) |
|
де: m – число верстатів, на яких застосовується даний інструмент; Фе – річний ефективний фонд часу роботи одного верстата, годин; К1 – коефіцієнт машинного часу, що відображає частку машинного часу в загальному часі роботи верстата (його встановлюють по найбільш характерних деталях-представниках); К2 – коефіцієнт вживаності даного інструменту на верстаті, що визначається по картах типового оснащення інструментом верстатів.
Річна витрата вимірювального інструменту визначається за формулою:
n х d х До |
|
Ір = -------------, |
(6.6) |
D (1-n) |
|
Де: n – кількість деталей, при виготовленні яких використовується даний вимірювальний інструмент; d – шкідливіше кількість замірів на одну деталь; До – коефіцієнт вибірковості контролю; D – кількість замірів до повного зносу інструментів.
Витрата вимірювального інструменту у цехових приймальників і контролерів ВТК при суцільному контролі приймається рівною 0,4-0,5 від витрати інструменту
виробничими робочими і 0,1 – при вибірковій перевірці. |
|
Витрата штампів визначається за формулою: |
|
kуд х N |
|
Ір = ---------------, |
(6.7) |
kшт хТизн |
|
де: kуд - кількість ударів, необхідних для виготовлення однієї і kшт деталей; N – річна програма штампованих деталей; Тізн – число ударів, що витримуються, до повного зносу штампа.
Тізн = tст х bм (Зм + 1), |
(6.8) |
де: tст – стійкість матриці між двома заточуваннями, вимірювана числом проведених ударів; bм – коефіцієнт, що враховує стійкість матриці після кожного її заточування; Зм – число заточувань матриці до повного її зносу.
У одиничному виробництві на практиці часто використовують спрощений метод розрахунку планової величини витрати інструменту. За даними бухгалтерського обліку визначають фактичну витрату інструменту на 1000 грн валової продукції в базисному
57
році. Потім на цій основі і даних про запланований об'єм валової продукції визначають необхідну кількість інструменту.
4. Розрахунок оборотного фонду інструменту
Для запобігання можливих перебоїв у постачанні робочих місць інструментом необхідно постійно мати в наявності певний запас інструменту, так званий оборотний фонд. Оборотний фонд – це мінімальна кількість інструменту, необхідна для безперебійної роботи.
Оборотний фонд інструменту по заводу в цілому складається із запасів інструменту в центральному інструментальному складі (Іц.і.с.) і оборотних фондів цехів. Оборотний фонд цеху складається із запасів інструменту в цеховій роздавально-інструментальній коморі (Ії.р.к.), інструменту, що знаходиться на робочих місцях (Ір.м.) і в заточуванні (З). Оборотний фонд інструменту в цілому по заводу визначається за формулою:
Іо = Ір.м. + З + Іі.р.к. + Іц.і.с. |
(6.9) |
Методика розрахунку нормативної величини оборотного фонду інструменту
У масовому, крупносерійному і дрібносерійному виробництві використовується точний метод, що передбачає розрахунок оборотного фонду окремо по кожному елементу.
1.Кількість інструменту, що знаходиться на робочих місцях:
q |
Т1 |
|
Ір.м. = ∑ |
Кi ------ (1 + Крез.), |
(6.10) |
i=1 |
Т2 |
|
де: q – кількість робочих місць, що одночасно використовують даний інструмент; Кi – кількість інструменту, одночасно вживаного на i- тому робочому місці; Т1 – періодичність подачі інструменту з цехових інструментально-роздавальних комор на робочі місця, годин (знаходиться в межах 3,5 – 4,0 годин); Т2 - час роботи інструменту між двома переточуваннями з урахуванням перерв, годин; Крез – коефіцієнт резервного запасу інструменту на робочих місцях, що враховує затримки в подачі інструменту з інструментально-роздавальних комор на робочі місця (коливається в межах 0,2-1,0).
tшт |
|
Т2 = tст -------, |
(6.11) |
tм |
|
де: tст – стійкість інструменту, годин; tшт – норма штучного часу, хв; tм – норма машинного часу, хв.
2.Кількість інструменту, що знаходиться в заточуванні:
q |
Тз |
|
З = ∑ |
Кi -----, |
(6.12) |
i=1 |
Т1 |
|
де: Тз – тривалість циклу заточування, рівна проміжку часу від моменту заміни інструменту на робочому місці до надходження його в інструментально-роздавальну комору, годин.
3. Оборотний фонд інструменту в цехових інструментально-роздавальних коморах:
Іі.р.к. = Зр(к)+ Зп(к) , |
(6.13) |
Де: Зр(к) – резервний (страховий) запас на випадок перевищення витрати або невчасного надходження чергової партії інструменту з ЦІС в ІРК (приймається рівним 0,1-0,2 від максимальної величини поточного запасу); Зп(к) – поточний (витратний) запас інструменту.
58
Розрізняють максимальний і середній поточний запас інструменту в ІРК. Максимальний поточний запас – Зmax.п(к) – дорівнює розміру партії постачання
інструменту з ЦІС в ІРК.
Середній поточний запас – Зс.т(к) – дорівнює половині розміру партії постачання з ЦІС в ІРК.
Максимальний оборотний фонд інструменту в цехових ІРК дорівнює:
Іі.р.к. = Зmax р(к)+ Зmax п(к) |
(6.14) |
Середній оборотний фонд у цехових ІРК становить: |
|
Іі.р.к. = Зс.р(к)+ Зс. п(к) |
(6.15) |
Мінімальний оборотний фонд інструменту в цехових ІРК складає: |
|
Ії.р.к. = Зmin р(к) |
(6.16) |
4. Оборотний фонд інструменту в ЦІС: |
|
Іц.і.с. = Зр(с)+ Зп(с) |
(6.17) |
Де: Зр(с) резервний (страховий) запас інструменту в ЦІС, що створюється на випадок затримки виготовлення або надходження з боку чергової партії або на випадок збільшеної в порівнянні з нормою витрати інструменту (приймається рівною 0,2-0,3 від максимальної величини поточного запасу, проте її величина не повинна перевищувати час витрати виготовлення або отримання партії інструменту зі сторони); Зп(с) – поточний (витратний) запас інструменту в ЦІС.
Розрізняють максимальний і середній поточний запас інструменту в ЦІС: Максимальний поточний запас – Зmax п(с) – рівний розміру партії постачання
інструменту в ЦІС.
Середній поточний запас – Зс.п(с) – рівний половині розміру партії постачання в
ЦІС.
Максимальний оборотний фонд інструменту в ЦІС становить:
Іц.і.с. = Зmax р(с)+ Зmax п(с) |
(6.18) |
Середній оборотний фонд у ЦІС дорівнює: |
|
Іц.і.с. = Зс.р(с)+ Зс.п(с) |
(6.19) |
Мінімальний оборотний фонд інструменту в ЦІС складає: |
|
Іц.і.с.. = Зmin р(с) |
(6.20) |
5. Організація зберігання, видачі та відновлення інструментів
Весь інструмент, виготовлений інструментальним цехом або куплений на стороні, повинен поступати до центрального інструментального складу. Інструмент, що поступає, як зі сторони, так і з інструментального цеху, приймається за накладними і перевіряється контролерами ВТК ЦІС і комірниками. В ЦІС інструмент розподіляється по відділеннях, стелажах, полицях і комірках.
Нормалізований інструмент розкладається за індексами в порядку зростання, спеціальний – за номерами виробів, деталей і операцій, для яких призначений. У одній комірці повинен зберігатися інструмент одного типорозміру або для однієї деталеоперації (спеціальний). Місця зберігання повинні бути пронумеровані: нумеруються стелажі, полиці, комірки.
59
На кожен типорозмір інструменту, що зберігається в ЦІС, заводиться облікова карта, в якій вказується: найменування інструменту, його індекс, розмір або профіль, номер стелажу, полиці, комірки, розмір максимального і мінімального запасу, постачальник і одержувач. У вказаних картах ведеться облік приходу і витрати інструменту.
Для безперебійного забезпечення цехів інструментом необхідно підтримувати його запаси в ЦІС на певному рівні, не допускаючи їх зниження нижче мінімально допустимого. На практиці застосовують дві системи планування поповнення запасів інструменту в ЦІС: 1) «максимум - мінімум»; 2) на замовлення.
Суть системи «максимум - мінімум» полягає в тому, що запас інструменту в ЦІС не повинен перевищувати встановленої максимальної величини (максимальний оборотний фонд) і бути не нижче мінімально допустимого значення, що дорівнює резервному запасу (мінімальному оборотному фонду). Для цього необхідно, щоб при зниженні запасів до певної величини видавалося замовлення на виготовлення чергової партії інструменту в інструментальному цеху або на отримання його зі сторони. Вказана величина замовлення називається «Точкою замовлення».
Точка замовлення повинна бути вище за резервний запас у ЦІС на величину часу виготовлення або постачання зі сторони партії інструменту. Точка замовлення повинна становити:
Іт.з. = Зр(с)+ Тт.з. х Ідн, |
(6.21) |
де: Тт.з. – час від моменту видачі замовлення до надходження чергової партії інструменту в ЦІС, дн; Ідн – середньоденна витрата інструменту даного типорозміру по підприємству в цілому.
Величина Тт.з. дорівнює тривалості циклу виготовлення або надходження партії інструменту плюс час на оформлення замовлення. При зниженні запасу в ЦІС до точки замовлення з ЦІС дають заявки в інструментальний відділ або в бюро інструментального господарства заводу.
Система «максимум - мінімум» використовується при управлінні запасами універсального і спеціального інструменту, що витрачається у великій кількості.
У решті випадків застосовується система планування «на замовлення», при якій відповідно до виявленої потреби заздалегідь дається замовлення на виготовлення певної кількості інструменту. Така система застосовується, головним чином, для інструменту який потрібен у незначній кількості та використовується, як правило, одноразово.
Для кожного цеху за кожним типорозміром інструменту повинен бути встановлений ліміт витрати за певний період часу (зазвичай місяць або квартал). Видача інструменту з ЦІС цехам проводиться в межах встановленого ліміту за вимогами або лімітними картами.
Інструмент повинен видаватися в тій кількості, в якій зношений або поламаний інструмент був зданий цехом на базу відновлення або в утиль відповідно до актів втрати. Відступ від цього порядку допускається у разі потреби поповнення оборотного фонду цеху або при отриманні інструменту цехом вперше.
Із ЦІС інструмент потрапляє в цехові ІРК. Основними функціями останніх є: отримання інструменту з ЦІС, його зберігання й облік, видача на робочі місця і приймання з робочих місць, відправка в переточування, ремонт, перевірка і подальше приймання, списання зношеного інструменту і відправка на відновну базу або в утиль.
Порядок зберігання й обліку інструменту в ІРК аналогічний порядку в ЦІС. Оприходується інструмент на підставі накладних або лімітних карт, списання на витрати проводиться на підставі актів втрати (зносу, поломки). За цими актами зношений інструмент здається на базу відновлення або в утиль.
Видача інструменту на робочі місця проводиться за різними системами. Інструмент довготривалого користування видається робочому з дозволу майстра і записується в
60