

12.4. Лазерные технологии изготовления форм
глубокой печати
Особенности технологии лазерного гравирования, связаны, прежде всего, с типом используемого гравирующего инструмента и материалом формного цилиндра.
Отсутствие механического контакта с поверхностью формного цилиндра и необходимости компенсации износа гравирующего инструмента обеспечивают высокую точность при большой скорости гравирования.
В большинстве случаев для лазерного гравирования в качестве металлического покрытия формного цилиндра используется цинк, что обусловлено более низкой по сравнению с медью теплопроводностью (теплопроводность цинка при 20 °С равна 125,6 Вт/м- К а меди, традиционно применяемой в глубокой печати, 319,5 Вт/м- К). Однако применение меди, которая позволяет использовать традиционный процесс подготовки формных цилиндров глубокой печати к гравированию (см. § 12.3.1), делает эту технологию весьма перспективной, несмотря на ее более высокую стоимость по сравнению с ЭМГ из-за высокой теплопроводности и отражательной способности, требующей использования для гравирования лазеров очень большой мощности (около 2000 Вт) и, следовательно, больших энергозатрат.
Получение цинкового слоя на поверхности формного цилиндра. Подготовка формного цилиндра включает выполнение операции меднения и нанесения цинкового покрытия. Стальные цилиндры после обезжиривания и декапирования поверхности подвергают меднению (толщина слоя около 150 мкм), фрезеруют, полируют и после повторного обезжиривания и декапирования в 3-5% H2SO4, цинкуют.
Цинкование проводят в электролите с 80% погружением цилиндра в раствор с вращением цилиндра. Процесс сопровождается следующими реакциями:
Zn + Н20 + 20Н" [Zn(OH)4]2' + Н2Т Zn + 40Н' [Zn(OH)4]2" + 2e~ 2H20 + 2e"-> H2|+ 20H"
Цинкование протекает с высоким выходом по току (90-100%) со скоростью 1,7 мкм/мин. Толщина цинкового слоя составляет 50-70 мкм, и она на 15 мкм должна превышать максимальную глубину будущей ячейки. Полученный слой цинка имеет относительно невысокую твердость, равную 100-110 HV. После полировки и очистки поверхности оцинкованного формного цилиндра он готов к гравированию. Благодаря относительной мягкости и пластичности цинкового слоя обеспечивается возможность гравирования на нем ячеек разнообразной конфигурации (рис. 12.16).
Технология гравирования. Лазерное гравирование цинкового слоя реализовано, например, в устройстве DLS (Direct Laser System) компании MDC Max Daetwyler (Швейцария). Формный цилиндр с цинковым покрытием помещается в лазерное гравировальное устройство LaserStar, оснащенное двумя твердотельными лазерами одинаковой мощности по 400 Вт. Мощностью излучения и модулированием сигнала управляет модулятор.
Создаваемый лазерами (см. рис. 12.7) пучок из двух лучей, пульсация которых (с частотой 70 кГц) синхронизируется со скоростью вращения формного цилиндра, воздействует на его поверхность и формирует углубленные ячейки. Они гравируются непрерывно по спирали со скоростью 70 тыс. ячеек в сек (или при использовании двух головок 140 тыс. ячеек в сек). Цинковое покрытие формного цилиндра, поглощающее излучение с X = 1064 нм, нагревается, плавится и испаряется, при этом пары металла собираются и поступают в систему фильтрации.
а бег
50%
Рис.
12.16.
Поверхностная
структура форм глубокой печати,
изготовленных: а —
электронно-механическим;
б-г
—
лазерным
гравированием: с традиционными ячейками;
композитными ячейками; композитными
суперячейками
5%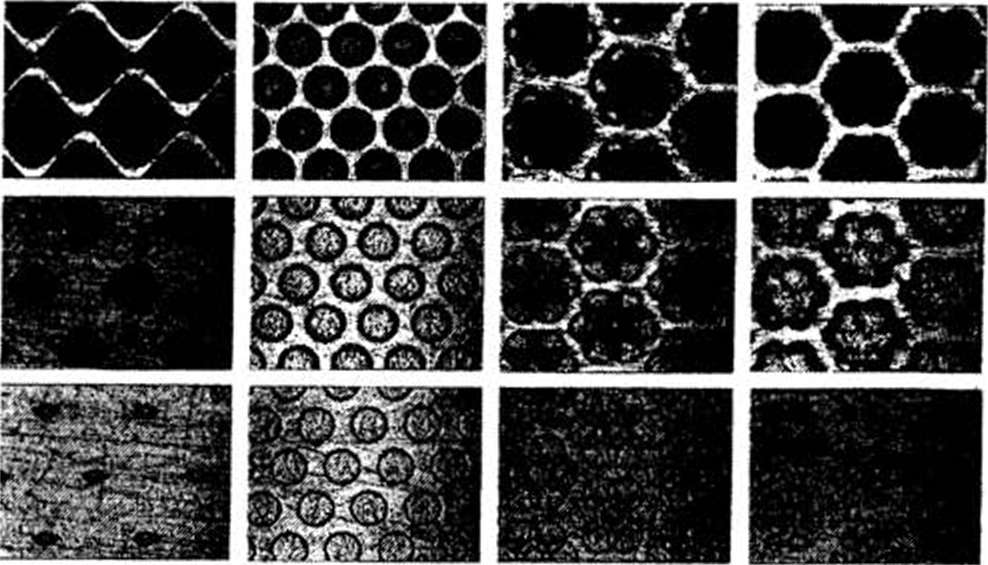
40 мкм при максимальном диаметре 170 мкм. Благодаря полусферической форме элементарных ячеек обеспечивается лучший, по сравнению с ЭМГ, выход краски при печатании, а глубина ячеек на 30% меньше. Так, если линиатура составляет 70-90 лин/см, то глубина ячеек в тенях — до 35 мкм при их диаметре от 25 до 140 мкм.
Лазерное гравирование позволяет также, выбирая способ генерации, формировать печатающие элементы, представляющие собой сложные структуры, состоящие из нескольких элементарных ячеек. На рис. 12.16 дано сравнение поверхностной структуры форм, изготовленных с применением различных способов формирования структур. Так, способ гравирования, известный как Master Screen, позволяет создавать композитные структуры «шестиугольной» формы (рис. 12.16, в, г), синтезируя перекрытия отдельных ячеек. Это позволяет с большой точностью не только управлять размерами макроячеек, но достичь лучшего качества воспроизведения штрихового элемента по сравнению с ЭМГ (рис. 12.17).
а б в
Рис.
12.17.
Изображение
а
—
исходного
штриха и штриха на печатных формах,
изготовленных: б —
электронно-механическим;
в —
лазерным
гравированием
(способ
Master
Screen)
Завершающие операции изготовления формы. Эти операции включают очистку формы в растворе кислоты для удаления аморфного цинка, образовавшегося в процессе лазерного гравирования и полировку поверхности формы. Кроме того, для повышения тираже- стойкости проводят хромирование формы.
Процесс хромирования протекает со скоростью 0,5 мкм/мин с 50%-м погружением цилиндра в высокоскоростную ванну хромирования с выходом по току 25%. Хромированная поверхность формы имеет высокую твердость (твердость хрома — 1100 HV) и хорошие структурно- механические показатели. Покрытие является гладким, не содержит посторонних включений, имеет большое количество микротрещин. Как правило, число микротрещин составляет 300-400 на 1 см. С их помощью устраняются внутренние напряжения в покрытии и, как следствие, повышается износостойкость формы.
Окончательная отделка заключается в полировке хромированной поверхности формы. При повторном использовании формных цилиндров после печатания с них химическим способом удаляется цинковое покрытие (вместе с хромовым) и на омедненную поверхность формного цилиндра вновь наносится цинковое покрытие.
Масочные технологии изготовления форм глубокой печати (рис. 12.18) осуществляются с помощью лазерной записи информации на масочный слой с последующим травлением медного покрытия формного цилиндра.
Рис.
12.18.
Схема
изготовления форм глубокой печати
лазерной записью на масочный слой с
последующим травлением: а —лазерная
запись информации;
б
—
травление;
в
—
удаление
защитного слоя;
г -
форма
после хромирования; 1
— лазерная
фокусирующая головка; 2
— защитный
масочный слой; 3
- медный
слой на поверхности
формного
цилиндра;
4
— слой
хрома
Такая технология изготовления форм, например, Hydronik фирмы Think (Япония) с использованием светочувствительного слоя реализуется следующим образом: омедненный цилиндр покрывается фотополимеризуемым и защитным слоями. После сушки слоев осуществляется запись маски на ФПС аргоновым лазером (с X = 488 нм). В устройстве для записи маски, оснащенном лазерными записывающими головками SQUARErspot, используют более 200 лазерных лучей, что обеспечивает экспонирование масочного слоя на формном цилиндре длиной 1 м за 2,5 мин. После проявления и промывки проводится травление меди. В результате травления полученные ячейки имеют форму, напоминающую сферическую. Изготовленные по такой технологии формы отличаются высоким качеством и позволяют воспроизводить изображения с линиатурой до 150 лин/см.
По масочной технологии изготовления форм Digilas фирмы Daetwyler (Швейцария) в качестве масочного слоя используется лаковый термочувствительный слой, толщиной 3-4 мкм, содержащий полимер с сажевым наполнителем. Запись маски осуществляется в двухлучевом устройстве, оснащенном твердотельным лазером мощностью 100 Вт (диаметр луча 20 мкм). Аналогичным образом, например, в устройстве HelioBeam С 2000 (фирма Hell) производится запись волоконным лазером с X = 1110 нм мощностью 60 Вт восемью параллельными лазерными пучками (диаметр луча 5-10 мкм).
После получения маски проводят химическое или электролитическое травление, разработанное фирмой Acigraf (Италия), затем проводят удаление маски, промывку и обезжиривание формного цилиндра. Для повышения тиражестойкости дополнительно осуществляется хромирование формы (см. § 12.3.4). Масочные технологии позволяют значительно удешевить процесс изготовления форм глубокой печати.
Предметный указатель
Аберрация
световая, тепловая (9.2.1) Абсорбция
влаги проявителем (6.3.4) капиллярная (8.2.2) Автоматизация
лазерных экспонирующих устройств (10.1.2) (10.3.2) формного процесса (2.2) (6.1) формовыводных устройств (9.2.4) ЭМГА (12.3.2) Адгезия (6.2.1)
краски (2.3) (7.1.2) печатающих элементов (6.3.6) полимерного слоя, копировального слоя (4.3.4) Адсорбция
гидрофильного коллоида (6.3.4) гидрофобной пленки (6.2.2) Анодное оксидирование (6.2.3)
Б
Базовая длина (6.3.1) В
Вид печати (1.1) (1.2) Возгонка слоя (9.2.1) (10.2.2) Воздействие
лазерное (9.1.2) световое (2.1.) (9.2.1) (10.2.1) тепловое (2.1) (9.2.1) Вывод информации на формные материалы (9.2.3)
Выделяющая способность (4.2.1) Вымывание (3.1.1) (8.2.2) (8.3.4) (8.4) Вымывные растворы (8.3.4)
Г
Гидрофильность пробельных элементов формы (6.2.1) (6.2.3) Гидрофобность печатающих элементов формы (6.2.1) (6.2.2) Гильза флексографской печати (8.1) (11.4) Глубина
пробельных элементов (8.1.1) рельефа (см. глубина пробельных элементов) Гравирование
лазерное (9.1.2) (11.5.1) (12.2.2) (12.4) электронное (12.1)
электронно-механическое (9.1.2) (12.1) (12.2.1) Градационная передача изображения (2.2) Градационная характеристика (4.2.2) Гуммирование формы (см. нанесение защитного покрытия)
д
Давление печатания (2.3) Декель (2.3) Дефекты
печатных форм (6.3.6) (8.3.6) (10.3.7) (11.3.5) поверхности формного цилиндра (12.3.1) при проявлении копий (6.3.4) формных пластин (5.2.2)
Диазопродукты (3.2.3) Диазосмолы (3.2.2) Диапозитив (см. фотоформа) Дисторсия печатной формы (8.3.3) Диффузионный перенос (6.1) (10.2.1)
ж
Жидкая фотополимеризуемая композиция (8.3.7) З
Закрепление краски при печатании (2.3) Запись информации
поэлементная (2.1) (11.1) (11.3.4) (12.1) форматная (2.1) Защитные
покрытия (6.3.4)
свойства копировальных слоев (4.3.2) (4.3.6) Зернение
многоуровневое (5.2.3) электрохимическое (5.2.3)
И
Избирательность проявления (4.3.1) Износостойкость
копировального слоя (4.3.4) покрытия формного цилиндра (12.3.3) Инверсия смачиваемости (10.2.2) Интенсивность
лазерного излучения (9.1.3) Интервал воспроизводимых градаций (6.3.1) (8.3.1) (8.4) (10.3.8)
(11.3.1) (11.4) Источник
лазерный (8.3.2) (9.1.3) (9.2.2) (11.3.2) света (4.2.3) (5.3.1)
Компоненты
копировальных слоев (3.1.2) фотополимеризуемых композиций (3.1.2) Компьютер — печатная машина (9.1.2) (10.1.1) (10.3.9)
Компьютер — печатная форма (9.1.2.) (10.1.1)
Компьютер — традиционная печатная форма (9.1.2) (10.1.1) (10.3.5)
Компьютер — фотоформа (5.1.1)
Контроль
печатных форм (8.3.6) (10.3.7) (11.3.3) процесса гравирования (12.3.3) проявления (6.3.4) формных цилиндров (12.3.1) Копировально-множительная машина (5.3.1.) Копировально-формирующий пакет (8.3.7) Копировальный станок (5.3.1) Копировальные слои (см. слой копировальный)
характеристики (4.1.4) Копирование
негативное (3.1.1) позитивное (3.1.1) Корректирующая маска (6.3.5)
Корректура печатных форм (см. техническая корректура печатных форм)
Коэффициент
контрастности (4.1.2) Краевой угол смачивания (4.3.3) Крутизна профиля (8.1.1) (8.2.1) (11.2.1)
Л
Лазерные экспонирующие устройства (9.2.2) (10.3.2) (11.3.2) Лампа
люминисцентая (5.3.1) металлогалогенная (5.3.1) УФ (9.1.2) Линиатура
растрирования (4.2.3) (9.2.4) гравирования (12.2.1) (12.3.2) (12.4)
Линия
автоматическая (5.3.2) (9.2.4) (10.3.6) (12.3.3) по обработке копий (5.3.2)
по производству монометаллических пластин (5.2.3) поточная (5.3.2) (12.3.2)
М
Макет монтажа (5.1.1) (9.2.3)
Медная рубашка (12.1)
Меднение формного цилиндра (12.3.1)
Метод контроля размеров штриховых и растровых элементов (11.3.3) Метод оценки ГХ (4.2.2) Метод определения адгезии (4.3.4)
времени экспонирования оборотной стороны пластины (см. экспонирование оборотной стороны пластины) защитных свойств слоя (4.3.2) избирательности проявления (4.3.1) износостойкости (4.3.4) искажений на форме (11.3.4) коэффициента контрастности и широты (4.1.2) лазерной записи информации (9.2.1) оптимальной экспозиции (см. экспонирование основное) поверхностных свойств (4.3.3) светочувствительности (4.1.1) спектральной чувствительности (4.1.3) ФПМ (4.2.1)
характеристик печатных форм (2.2) (4.2.) (6.3.2) Микрогеометрия поверхности (4.2.3) (6.3.1) (12.3.1) Многослойная пластина (5.2.1) (8.3.1) Монометаллическая
пластина (5.2.3) (6.3.1) форма (6.1.2)
Монтаж
фотоформ (5.1.1) электронный (9.2.3) Мощность
источника излучения (3.1.1) (5.3.1) лазера (9.2.2) Муар изображения (11.3.5) (12.3.3)
Нанесение
гальванического покрытия (12.3.1) (12.3.3) (12.4) защитного покрытия (6.3.4) копировального слоя (5.2.3) Наполнение оксидной пленки (5.2.3) Негатив (см. фотоформа) Недокопировка (см. дефекты печатных форм) Непрокопировка (см. дефекты печатных форм)
О
Обжиг (см. термообработка печатной формы) Оборудование
для обработки копий (3.1.1) (5.3.2) (6.3.4) для экспонирования (см. устройство экспонирующее) Оксидная пленка (5.2.3) Олеофобность пробельных элементов (7.2.1) Оригинал-макет репродуцируемый (2.1) Ортонафтохинондиазиды (см. диазопродукты) Офсет (1.1)
без увлажнения пробельных элементов (7.2.1) с увлажнением пробельных элементов (6.1.1)
П
Перекопировка (см. дефекты печатных форм) План-монтаж (5.1.1)
Пластина
типографская (8.4)
со светочувствительным слоем (10.3.1) с термочувствительным слоем (10.3.1) фотополимеризуемая (5.2.3) (8.3.1) (8.4) (11.3.1) флексографская (5.2.1) (8.3.1) (11.3.1) электрофотографическая (6.1.2) формная (3.1.1) (5.2.1) для офсета без увлажнения (7.2.3) для цифровой технологии (10.3.1) (11.3.1) монометаллическая с негативным копировальным слоем (см. монометаллическая пластина)
монометаллическая с позитивным копировальным слоем (см. монометаллическая пластина)
с диффузионным переносом комплексов серебра (6.1.2) (10.3.1) с фотополимеризуемым слоем (10.3.1) Пленка
корректирующая с неактиничным слоем (6.3.5) рассеивающая (6.3.5) Повторяемость (9.2.4) (10.3.2) Подложка
размероустойчивая (8.3.7) формной пластины (3.1.1) (8.1.1) Показатели
печатных форм (2.2) Покрытие
антиадгезионное (7.2.2) Полиорганосилоксаны (7.2.2) Пробная глубокая печать (12.3.3) Производительность ЛЭУ (10.3.2) ЭМГА (12.3.2) Процессор
вымывной (8.4)
проявляющий (см. оборудование для обработки копий) термический (5.3.2.) (8.4) Проявление
копий (4.2.3) (6.3.4) слоя (3.2.2) (3.2.3)
экспонированных формных пластин (10.3.6) Проявляемость слоя (4.3.1)
Р
Рабочая емкость проявителя (6.3.4) Разрешающая способность (4.2.1)
форм (2.2) Разрешение записи (10.3.2) Рассеивающая пленка (см. пленка рассеивающая) Растворы обрабатывающие (6.3.4) Растискивание краски (7.3) (8.3.1) (11.1.1) Растровая шкала — РШ-Ф (см. тест-объект аналоговый)
Светочувствительность слоя
интегральная (4.1.1) Селективность проявления (4.3.1) Скорость записи (9.2.4) (10.3.2) Слой формной пластины (5.2.1) адгезионный (5.2.1) (8.1.1) антиадгезионный (7.2.2) (10.3.8) защитный (10.1.1)
из фотополимеризуемой композиции (3.1.1) (8.1.1) копировальный (3.1.1) (3.1.2) масочный (11.1) (11.3.1) (11.3.4) микрорельефный (5.2.1) покровный (5.2.3)
противоореольный (5.2.1) (8.1.1) (8.2.1) реверсивный (3.1.2) (3.2.3)
регистрирующий (3.1.1) (5.2.2) (9.1.2) светочувствительный (3.1.1) (10.2.1) термочувствительный (10.2.2) Состояние слоя
агрегатное (см. возгонка слоя) Сохранность слоя (4.3.5) Способы
нанесения копировального слоя (5.2.3) печати (1.1) (1.2) (1.3) Спусковой файл (9.2.3) Сушка
копировального слоя (5.2.3) печатной формы (8.3.5) (8.4) (11.1.2)
Твердость
печатной формы (2.2) поверхности цилиндра (12.3.1) формной пластины (8.3.1) Тенение формы (6.3.4) (6.3.6) (7.1.1)
Термообработка печатной формы (6.3.6) (8.3.7) (8.4) (10.3.6) Тест-бъект
аналоговый (6.3.2) (8.1.2) цифровой (10.3.3) (10.3.4) (11.3.3) Техническая корректура печатных форм глубокой печати (12.3.3) офсетных (6.3.5) Технология
аналоговая (9.1.1) лазерная (10.1.1)
цифровая (9.1.1) (9.1.2) (10.1.1) (11.1) (12.1) Тиражестойкость печатных форм (2.2) (10.3.1) (11.5.2) Толщина
копировального слоя (3.1.1) (4.1.4) (4.2.3) печатной формы (2.2)
фотополимеризуемого слоя (3.1.1) формной пластины(3.1.1) (8.3.1) Термический способ удаления ФПК (8.3.4) Термодеструкция (10.2.2) Термоперенос (9.1.2) (10.3.9) Термоструктурирование (10.2.2)
Тоновая ступенчатая шкала (см. тест-объект аналоговый) Травление формы
глубокой печати (12.4) эмульсионное (8.2.3)
Устройство
гравировальное (9.2.4) (11.5.1) (11.5.2) (12.1) (12.3.2) (12.4) для обработки копий (см. оборудование для обработки копий) лазерное экспонирующее (9.2.4) (10.3.2) (11.3.2) (12.4) формовыводное (см. формовыводное устройство) экспонирующее (3.1.1) (4.2.3) (5.3.1) (6.3.3)
Финишинг (8.3.6) Форма печатная (1.1) Высокой печати (1.1)
флексографской печати (8.1.1) (11.1.1) фотополимерная (8.1.1) (11.2.1) цилиндрическая (8.1.1) (11.1.2) (11.4) (11.5.1) (11.5.2) Глубокой печати (1.1) Плоской печати (1.1)
без увлажнения пробельных элементов (7.2.1) (10.3.8) монометаллическая (см. монометаллическая форма) с увлажнением пробельных элементов (6.1.1) Трафаретной печати (1.2) Формат
ЛЭУ (10.3.2) (11.3.2)
печатных форм (2.2)
формовыводных устройств (см. формовыводное устройство) Формная пластина (см. пластина формная) Формный цилиндр (2.3) Формовыводное устройство (9.2.4) барабанное (9.2.4) (10.3.2) плоскостное (9.2.4) (10.3.2) (10.3.5) Фотодеструкция (3.1.2) (3.2.1) Фотодиссоциация (3.2.1) Фотопленка
для изготовления фотоформ (5.1.1) Фотополимеризация (3.2.1) (10.2.1) Фотополимеризуемая композиция (3.2.2) Фотополимеризуемый слой (3.1.1) Фотопроводимость слоя (1.2) (10.2.1) Фотоформа (2.1) (3.1.1) (4.2.3) (5.1.1) (5.1.2) монтажная (5.1.1) негативная (3.1.1) позитивная (3.1.1) цельнопленочная (5.1.1) Функция передачи модуляции (см. метод определения ФПМ)
Характеристики
лазерных экспонирующих устройств (10.3.2) формных пластин (6.3.1) (8.3.1) (10.3.1) (11.3.1) Характеристическая кривая копировального слоя (4.1.2) Хромирование формы (12.3.3) (12.4)
ц
Цилиндр глубокой печати (12.3.1) Цинкование формного цилиндра (12.4) Цифровая технология (2.1) (9.1.1)
ч
Частота гравирования (12.2.1) Чувствительность
интегральная (см. светочувствительность слоя) спектральная (4.1.3) (10.3.1) энергетическая (10.3.1)
Ш
Шероховатость
подложки (6.3.1) поверхности цилиндра (12.3.1) Широта копировального слоя (4.1.2) Шкала контрольная (см. тест-объект) тестовая (см. тест-объект)
Э
Экспозиция (4.1.1) (4.2.3) Экспонирование (6.3.3) (8.4) дополнительное (8.3.6) копировального слоя (3.2.2) (3.2.3) оборотной стороны пластины (8.3.2) основное(8.3.3) (11.3.5) перемещаемым источником (8.3.3) точечным источником (8.3.3) УФ-лампой (9.1.2) (10.3.2) (10.3.5) Экспонирующее устройство (см. устройство экспонирующее) Электролиты
меднения (см. меднение формного цилиндра) хромирования (см. хромирование формы) цинкования (12.4) Электронная версия печатной формы (2.1) (9.2.3) Электронно-механическое гравирование (см. гравирование элек- тронно-механическое)
Электрофотографический процесс (1.2) (9.2.1) (10.2.1) Элементы
высокой печати (8.2.1) (8.2.2) (11.2.) глубокой печати (12.2) контрольные (2.2) печатной формы (1.1)
плоской офсетной печати (6.2.1) (6.2.2) (6.2.3)
Ю
Юнга уравнение (4.3.3)
Литература
Абраліенков И. Технология computer-to-plate: время зрелости // Полиграфия. — 2003. — № 5. — С. 50-56.
Андреев Ю.С., Шашлов Б.А. Оптические свойства светочувствительных слоев, применяемых в фоторепродукционных процессах // Журнал научного и прикладного фотографирования и кинематографии. _ 1965. — Т. 10. — №1. — С. 38-46.
Андреева В.И., Маркова Н.В., Бесков В.В., Горшкова А.Г., Го- товкин И.А. Способ офсетной печати без увлажнения: Сб. научн. трудов / ВНИИ полиграфии. — Т. 30 — вып. 1. — 1983. — С. 41-59.
Байсвенгер 3. Способы гравирования цилиндров глубокой печати // Флексо Плюс. — 1999. — № 4. — С. 42-44.
Биннер В. Высокая печать и флексография — соперники или союзники // Флексо Плюс. — 2000. — № 1. — С. 10-18.
Битюрина Т. Технология Computer-to-Plate в России // Полиграфия. — 1998. — № 1. — С. 28-29.
Битюрина Т., Филин В. Формные материалы для СТР- технологии // Полиграфия. — 1999. — № 1. — С. 32-35.
Битюрина Т. О взаимодействии ИК-лазерного излучения с формным материалом // Полиграфия. — 2002. — № 4 - С. 32.
Битюрина Т. О взаимодействии неодимового лазера на материал печатной формы // Полиграфия. — 2002. — № 5 - С. 34-35.
Битюрина Т. Новая термочувствительная пленка // Полиграфия. — 2003. — № 2. — С. 46-47.
Битюрина Т. СТР — вчера, сегодня, завтра, всегда // Полиграфия. — 2004. — № 5. — С. 48^9.
Битюрина Т. СТР — вчера, сегодня, завтра, всегда. Термочувствительные СГР-пластины // Полиграфия. — 2005. — № 1. — С. 4-7.
Боков Ю.С., Корсаков B.C., Фирсов Р.Г., Лаврищев В.П. Некоторые закономерности фотохимических процессов сшивания в негативных фоторезистах. — Сер. 6. Вып. 5. — Электронная техника, 1971, С. 31-35.
Брейхольд Я. Будущее глубокой печати — за прямым лазерным гравированием меди // Флексо Плюс. — 2003. — № 4. — С. 46-47.
Буквайтц Я. Изготовление флексографских форм: тенденции и новые технологии // Флексо Плюс. — 2006. — № 1. — С. 16-19.
Васин Г.И., Надирова Е.Б., Артюшина И.Л. Методы нормализации фоторепродукционных процессов и применение лазерной технологии для изготовления печатных форм: Конспект лекций. — М.: Изд-во МПИ, 1989.
Вдовин В., Сулакова Л, Маркова Е. Оценка качества копировального процесса // Полиграфия. — 1998. — № 5. — С. 36-39.
Вдовин В., Цветков Л. Содержание форм. Формные процессы: техника и технология // Курсив. — 2000. — № 4. — С. 26-34.
Вдовин В., Цветков Л. Где загорать и в чем купаться металлическим печатным формам // Курсив. — 2000. — № 5. — С. 40-47.
Вдовин В.. Цветков Л. Кулинарный техникум. Офсетные формы надо обжигать до полной готовности // Курсив. — 2001. — № 1. — С. 40-42.
Веферс Л. Прямое лазерное гравирование — повышение качества и упрощение процесса допечатной подготовки // Флексо Плюс. — 2006. —№ 1. —С. 20-24.
Гальванические покрытия в машиностроении. Справочник. Т. 1. // Под ред. Шлугера М.А. — М.: Машиностроение, 1985.
Гасов В.М., Цыганенко A.M. Информационные технологии в издательском деле и полиграфии: Учеб. пособие. Кн. 2. — М.: Изд-во МГАП «Мир книги», 1998.
Гиги И. СТсР: УФ-лампа вместо лазера, обычные пластины вместо специальных // Полиграфия. — 2003. — № 2. — С. 55-57.
Горячев А. Выбираем пластину для СТР // Полиграфия. — 2002. — № 5. — С. 36-38.
Готч Э. Прямое лазерное гравирование форм флексографской и высокой печати // Флексо Плюс. — 2004. — № 6. — С. 34-39.
Грекова Т. Время — деньги, или почему мы выбираем «цифру» // Флексография и специальные виды печати. — 2005. — № 2. — С. 25-29.
Гудилин Д. Компьютер — офсетная пластина // Компью Арт. — 2002. —№3. —С. 24-25.
Гуревич А.А., Вийсман А.Е. Новое оборудование для изготовления форм глубокой печати электронными методами // Полиграфическая промышленность: Обзорная информация / Информпечать. — М., 1986.
Динабург М.С. Светочувствительные диазосоединения и их применение. — M.-JL: Химия, 1964.
Дреер М. Способы формирования изображения на формах флексографской печати // Флексо Плюс. — 2000. — № 6. — С. 18-20.
Дреер М. Цифровой тест-объект для определения времени основного экспонирования // Флексо Плюс. — 2003. — № 4. — С. 30- 32.
Дрейер М. Допечатные процессы. Начала электронных допечатных технологий во флексографии: пер. с нем. — М.: Изд-во МГУП, 2000.
Дунин-Барковский И.В., Карташова А.Н. Измерение и анализ шероховатости и некруглости поверхности. — М.: Машиностроение, 1978.
Ефимов М.В., Толстой Г.Д. Автоматизация технологических процессов полиграфии: Учебник. — М.: Книга, 1989.
Зимин А.Д. Адгезия жидкостей и смачивание. — М.: Химия, 1974.
Каданер Л.И. Справочник по гальваностегии. — Киев: Техніка, 1976.
КадлекД.Р. Расчет дисторсии // Флексо Плюс. — 2001. — № 1. — С. 26-27.
Карташева О.А., Андреев Ю.С. Определение качества монометаллических печатных форм // Полиграфия. — 1998. — № 2. — С. 54.
Карташева О.А., Микаэлян Р.Г. Формный материал с диффузионным переносом на основе светочувствительного серебросодержа- щего слоя, его возможности и применение // Технология и исследование полиграфических процессов: Межвуз. сб. науч. трудов. — М.: Изд-во МГУП, 2001. — С. 25-32.
Киппхан Г. Энциклопедия по печатным средствам информации. Технологии и способы производства: пер. с нем. — М.: Изд-во МГУП, 2003.
Ковалева Н.Г., Уарова P.M. Оценка светочувствительных копировальных слоев: Сб. науч. трудов / ВНИИ полиграфии. — Т. 30. — Вып. 1 — 1980. — С. 61-67.
Крук К Новый способ электромеханического гравирования — альтернатива лазерному // Флексо Плюс. — 2005. — № 4. — С. 48- 51.
Крысинский В. Делать формы — это просто // Полиграфист и издатель. — 2001. — № 13. — С. 30-31.
Крысинский В. Делать формы — это просто // Полиграфист и издатель. — 2001. — № 14. — С. 36-37.
Крысинский В. Забытый блеск серебра // Курсив. — 2004. — №4. —С. 24-31.
Лапатухин B.C. Способы печати. Проблемы классификации и развития. — М.: Книга, 1976.
Лапатухин B.C. Офсетная плоская печать без увлажнения. Проблемы и перспективы // Полиграфия. — 1980. — № 6. — С. 19-22.
Лапатухин B.C. Офсетная плоская печать без увлажнения. Направления совершенствования // Полиграфия. — 1980. — № 7. — С. 17-19.
Лапатухин B.C. Механизм тиражеустойчивости пробельных элементов форм плоской офсетной печати без увлажнения: Сб. науч. трудов / ВНИИ полиграфии. — Т. 33. — Вып. 1. — 1983. — С. 37-43.
Лапатухин B.C. Физико-химическая модель процесса плоской офсетной печати без увлажнения формы с пробельными элементами на металлической поверхности: Сб. науч. трудов / ВНИИ полиграфии. — Т. 38. — Вып. 1. — 1988 — С. 23-31.
Ласкин А. Лазеры в системах записи на цифровых полимерах // Флексо Плюс. — 2000. — № 6. — С. 8-12.
Ласкин А. В., Минин П. В., Майк В. 3., Сорокин Б. A. Computer- to-Plate для флексографии: Ключевые аспекты технологии // Курсив. — 2001. — С. 78.
Ласкин А. В. От лазеров твердотельных — к лазерам волоконным // Флексо Плюс. — 2002. — № 2. — С. 18-21.
Маркова Н.В., Попова А.Л., Горшкова А.Г., Чулкова Т.Д. Офсетная печать без увлажнения: Сб. науч. трудов / ВНИИ полиграфии. — Т. 26. — Вып. 1. — 1977. — С. 81-93.
Мартынов М., Карташева О. Исследование репродукционно- графических свойств серебросодержащих пластин для СТР И Вестник технологии в области полиграфии и печатной рекламы. — 2004. — № 1. —С. 42-43.
Мачулка Г.А. Лазеры в печати — М.: Машиностроение, 1989.
Минин В. Беру формный материал и отсекаю все лишнее // Курсив. — 1997. — № 1. — С. 4-10.
Мойсон П.П. Глубина рельефа флексографской формы // Флексо Плюс. — 2001. — № 1. — С. 21-23.
Моро У. Микролитография. Ч. 1-2. — М.: Мир, 1990.
Нагорнова И.В., Карташева О.A. Computer-to-Plate — технология, ее особенности и возможности: Учеб. пособие. — М.: Изд-во МГУП, 2005.
Надирова Е.Б. Цифровые технологии в формных процессах глубокой и флексографской печати: Учеб. пособие. — М.: Изд-во МГУП, 2006.
Наумов В.А. Введение в кинетику процессов травления печатных пластин. — М.: Изд-во МГУП, 2000.
Наумов В.А. Введение в кинетику фотоинициируемой радикальной полимеризации УФ-лаков и красок: Монография. — М.: Изд-во МГУП, 2004.
Наумов В.А. Начала полиграфического материаловедения: Учеб. пособие. — М.: Изд-во МГУП, 2002.
Орлова Е.М. Изменение смачиваемости полимеров при воздействии мощного ИК-излучения: Сб. науч. трудов / ВНИИ полиграфии. — Т. 30. — Вып. 2. — 1980.- С. 13-20.
OCT 29.40 — 2003. Стандарт отрасли. Технология и оборудование допечатных процессов в полиграфии. Термины и определения. —
М., 2003.
Полянский Н.Н., Гамазина З.П. Копировальные процессы в высокой и офсетной печати. — М.: Книга, 1967.
Полянский Н.Н. Основы полиграфического производства: Учебник. — М.: Книга, 1991.
Розум О.Ф., Золотухин А.В., Ивать Д.М., Назаренко Э.Т. Печатные формы из фотополимеризующихся материалов. — Киев: Техника, 1987.
Розум О.Ф. Управление тиражестойкостью печатных форм. — Киев: Техника, 1990.
Самарин Ю.Н., Сапошников Н.П., Синяк М.А. Допечатное оборудование: Учеб. пособие. — М.: Изд-во МГУП, 2000.
Самарин Ю.Н. Допечатное оборудование: Конструкции и расчет: Учебник. — М.: МГУП, 2002.
Севрюгин В. «Стандартная» ситуация или стабильность в позитиве // Курсив. — 2002. — № 4. — С. 22-29.
Севрюгин В. «Стандартная» ситуация или стабильность в позитиве // Курсив. — 2002. — № 5. — С. 12-21.
Семенов В. СТР для обычных пластин: реальность от basysPrint I I Publish. — 2002. — № 7. — С. 3-4.
Синяк M., Морев Д. Лазеры в современных системах СТР // Ком- пью Арт. — 2003. — № 9. — С. 60-66.
Слуцкин А.А., Шеберстов В.И. Репрография (процессы и материалы). — М.: Книга, 1979.
Смирнов В.Д. Оптика, оптоэлектроника и лазерная техника в полиграфии. — СПб: Изд-во «Петербургский институт печати», 2000.
Солнцев И. Новое поколение СТР с фиолетовыми лазерами // Publish. — 2002. — № 7. — С. 62-63.
Сорин JI.A., Плясунова Т.С, Шахматова В.И., Садикова М.С. Применение лазеров для изготовления печатных форм // Полиграфическая промышленность: Обзорная информация. — М.: Информ- печать, 1982.
Сорокин Б.А., Здан О.В. Флексографская печать. — М.: Изд-во МГАП «Мир книги», 1996.
Спилка С. Цифровая флексография и типы лазерных экспонирующих устройств // Флексо Плюс. — 2004. — №2 — С. 46-53.
Стефанов С. И. Путеводитель в мире печатных технологий. — М.: УНИСЕРВ, 2001.
Сулакова Л. Дефекты офсетных печатных форм и причины их возникновения // Компью Арт. — 1999. — № 2. — С. 27-36.
Сулакова Л., Новиков С. Корункова О. Свойства поверхности пробельных элементов при различных состояниях поглощенной воды // Полиграфия. — 2000. — № 6. — С. 96-98.
Сулакова Л., Новиков С.. Корункова О. Влияние химического состава пробельных элементов на их свойства // Полиграфия. — 2001. — № 1. —С. 87-89.
Сулакова 77., Новиков С., Корункова О., Григорашвали Ю. Оценка качества формных пластин методом электрического пробоя оксидной пленки // Полиграфия. — 2001. — № 4. — С. 80-83.
Сулакова Л., Новиков С., Корункова О. Сравнение качества пробельных элементов офсетных формных пластин методом электрического пробоя оксидной пленки // Полиграфия. — 2001. — № 5. — С. 40-41.
Тараненко Д. Лазерное гравирование цилиндров глубокой печати // Флексо Плюс. — 2003. — № 3. — С. 22-29.
Тараненко Д. Современное электромеханическое гравирование // Флексо Плюс. — 2003. — № 2. — С. 42-46.
Техника флексографской печати: Учеб. пособие: пер. с нем. / Под ред. В.П. Митрофанова, Б.А. Сорокина. — М.: Изд-во МГУП, 2000.
Технология изготовления печатных форм: Учеб. пособие / Под общ. ред. Шеберстова В.И. — М.: Книга, 1990.
Тильрозе В.Л., Барышев П.П. Химическое действие лазерного излучения // Журн. Всесоюзн. хим. об-ва им. Д.И. Менделеева. — Т. XXIII. —№ 1. — 1973. — С. 15-33.
Тифенбах В. Dicoweb — цифровая печатная машина фирмы Man Roland // Полиграфия. — 2000. — № 6. — С. 64-65.
Токманцев Д. Прямое лазерное гравирование флексографских печатных форм: преимущества и перспективы // Полиграфия. — 2004. — №6. — С. 70-73.
Уайт М. По темпам развития флексо опережает все остальные способы печати // Флексо Друк Ревю. — 2000. — № 5. — С. 20-21.
Феил М. Флексографский формный процесс — причины и следствия возникающих проблем // Полиграфия. — 2002. — № 1. — С. 72-74.
Филин В.Н. Офсетная печать без увлажнения // Компью Принт. — 2001. — №5. — С. 34-40.
Филин В. Н. Путеводитель в мире специальных видов печати. — М.: УНИСЕРВ, 2003.
Шашлов Б.А. Теория фотографических процессов: Учебник. — М.: Книга, 1981.
Шеберстов В.И., Уарова P.M. Фотохимия светочувствительных материалов полиграфической технологии: Учеб. пособие. — М.: Изд-во МПИ, 1984.
Шибанов В. Минимумы или очерки о фотополимеризующихся материалах. — Киев: УФТА, 2002.
Шибанов В.В. Роль кислорода в формировании рельефного изображения // Флексо Плюс. — 2002. — № 4. — С. 28-30.
Шибанов В.В., Базылюк К.Ф., Гладилович М.К. Солнцеликая технология, или методика определения экспозиции для фотополимерных материалов // Флексо Плюс. — 2004. — № 6. — С. 14-20.
Чибисов А.К. Фотохимия копировальных слоев: Учеб. пособие. — М.: Изд-во МГУП, 1997.
Graphische Technik und Handel / Heimann GmbH // www. heimannhamm. de.
Gravure Process and Technology. — Gravure education foundation and gravure association of America, 2003.
Thompson Bob. Printing Materials: Science and Technology. — Leatherhead: Pira International, 1998.
Подписано в печать 12.12.07. Формат 60x84/16.
Бумага офсетная. Гарнитура «Times New Roman».
Печать офсетная. Усл. печ. л. 21,27. Тираж 1000 экз. Заказ № 2487
Московский государственный университет печати. 127550, Москва, ул. Прянишникова, 2а.
Электронный вывод и печать в ППП «Типография «Наука» 121099, Москва, Шубинский пер., 6