

Поверхностно-пластическая деформация
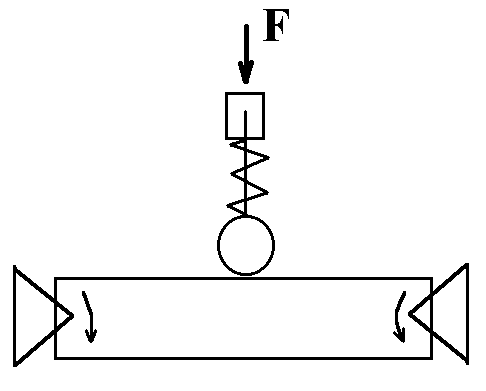
Дробеструйный наклёп
Упрочнение поверхности,
снятие поверхностных напряжений.
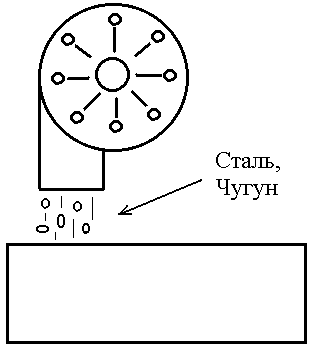
Центробежный шариковый наклёп
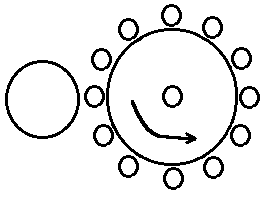
Накатывание стальных шариков
![]() (шарика)
(шарика)
![]()
![]()
Прочность
увеличивается в
![]() раза.
раза.
Износостойкость
в
![]() больше,чем при шлифовке. Для коленчатых
валов предел выносливости повышается
на
больше,чем при шлифовке. Для коленчатых
валов предел выносливости повышается
на![]() .
.
Лекция 7
Способы литья
Литье в землю
Недостатки этого метода заключаются в том, что поверхность детали получается шероховатой, охлаждение детали происходит очень медленно, то есть производительность будет низкой, также такой детали присущи низкие механические свойства, так как кристаллизация происходит длительное время и образуется крупнозернистая структура у детали.
Литье в оболочковые формы
Преимущества этого метода заключаются в высокой точности отлива, также получается низкая шероховатость поверхности и малый расход формовочного материала.
Недостатками этого метода являются ограничения по массе у детали (до 100кг), также формы можно использовать малое число раз (2÷3 раза), что способствует низкой производительности.
Литье по выплавляемым моделям
Модель изготавливается из парафина, стеарина, церезина и других материалов. В роли связующего выступает кварцевый песок совместно с этил силикатом.
Недостатком этого метода является то, что используемые формы однократного применения, у которых маленькая толщина оболочки, то есть детали получаются небольших размеров (до 10кг).
Непрерывное литье
Достоинства этого метода в том, что допустима неограниченная длина отливки, также осуществима высокая производительность.
Недостатки этого метода – форма изделий представляет собой деталь с однородным сечением.
Литье в кокиль
Повышенные механические свойства и плотность
Вследствие большой скорости охлаждения жидкого металла в кокиле образуется мелкокристаллическая структура отливок, что способствует повышению их плотности и механических свойств.
Повышенная точность размеров и чистота поверхности отливок
Благодаря более точным и стабильным размерам металлических форм и более чистой их поверхности повышается точность размеров и чистота поверхности отливок. Точность отливок из алюминиевых и магниевых сплавов при литье в кокиль на два класса выше, чем при литье в песчаные формы.
Меньшие припуски на механическую обработку
Вследствие большей точности и чистоты поверхности отливок при литье в кокиль припуски на механическую обработку отливок на 40—50% меньше, чем при литье в песчаные формы.
Экономия формовочных и вспомогательных материалов
При литье в кокиль алюминиевых и магниевых сплавов применяют незначительную часть песчаных стержней, на которые расходуется меньше формовочных и вспомогательных материалов, чем при литье в песчаные формы.
По мере роста удельного веса литья в кокиль в общем производстве отливок расход формовочных и вспомогательных материалов резко снижается. Соответственно уменьшаются грузопоток и затраты на приготовление и транспортировку этих материалов.
Снижение брака
Более стабильные условия технологического процесса литья в кокиль по сравнению с литьем в песчаные формы дают возможность снизить брак.
Снижение расхода металла
Получение более точных отливок с меньшими припусками на механическую обработку, уменьшение веса литниковой системы, а также увеличение с 20 до 30% использования отходов в шихте при литье в кокиль цветных сплавов позволяет уменьшить черновой вес отливок и снизить расход свежих чушковых материалов. Экономия свежих металлов при литье в кокиль достигает на отдельных отливках от 37 до 75%.
Снижение трудоемкости
При литье в кокиль сокращается производственный цикл изготовления отливок, так как исключаются операции приготовления формовочных смесей и формовки, уменьшается объем изготовления и сушки песчаных стержней, плавки металла и отделки отливок. В результате значительно снижается трудоемкость производства отливок.
Снижение себестоимости
Перечисленные выше преимущества литья в кокиль приводят к снижению себестоимости отливок из цветных сплавов.
Кроме того, при литье в кокиль облегчается очистка и обрубка литья, значительно уменьшается число применяемого оборудования (формовочных и стержневых машин, очистного и другого технологического и транспортного оборудования). Увеличивается съем литья с квадратного метра производственной площади и резко улучшаются санитарно-технические условия труда.