

7.2. Предельные отклонения метрической резьбы. Посадки с зазором
Резьбы
при свинчивании контактируют только
боковыми сторонами профиля, поэтому
только средний диаметр, шаг и угол
профиля резьбы определяют характер
сопряжения в резьбе. Для компенсации
накопленной погрешности шага и погрешности
угла профиля производят смещение
действительного среднего диаметра
резьбы. Вследствие взаимосвязи между
отклонениями шага, угла профиля и
собственно среднего диаметра, допускаемые
отклонения этих параметров раздельно
не нормируют. Устанавливают только
суммарный допуск на средний диаметр
болта
 и гайки ,
и гайки , который включает допускаемые отклонения
собственно среднего диаметра и
диаметральные компенсации погрешности
шага и угла профиля. Кроме этого, задается
допуск на наружный диаметр болта d
и внутренний диаметр у гайки
который включает допускаемые отклонения
собственно среднего диаметра и
диаметральные компенсации погрешности
шага и угла профиля. Кроме этого, задается
допуск на наружный диаметр болта d
и внутренний диаметр у гайки
 , т.е. на диаметры, которые формируются
перед нарезанием резьбы и при измерении
готовых изделий наиболее доступны.
, т.е. на диаметры, которые формируются
перед нарезанием резьбы и при измерении
готовых изделий наиболее доступны.
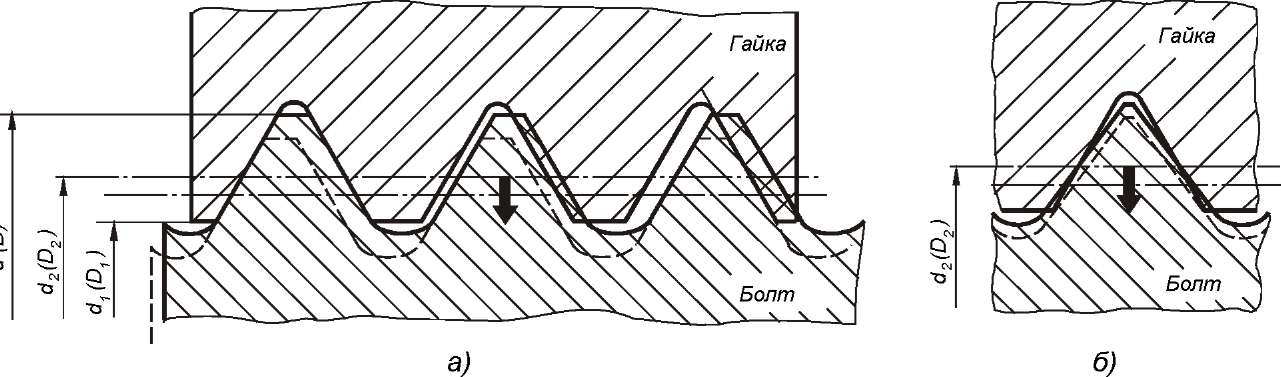
Рис.7
Поля допусков основного отбора метрической резьбы для посадок с зазором по ГОСТ 16093-81
приведены в табл. Цифры обозначают степень точности, а буквы - основное отклонение.
 Длина
свинчивания в
силу конструктивных особенностей
резьбовых соединений оказывает влияние
на качество и характер сопряжения.
Установлено три группы длин свинчивания:
S
–
короткие, N
–
нормальные и L
–
длинные.
Длина
свинчивания в
силу конструктивных особенностей
резьбовых соединений оказывает влияние
на качество и характер сопряжения.
Установлено три группы длин свинчивания:
S
–
короткие, N
–
нормальные и L
–
длинные.
К
группе N
относятся
резьбы с длиной свинчивания не менее
2.24*P* и не более 6.7*P*
и не более 6.7*P*
Длины свинчивания менее 2.24*P* относятся к группе S, а длины свинчивания более 6.7*P* - к группе L.
Точные значения длин свинчивания установлены ГОСТ 16093-81.
Класс точности - понятие условное (на чертежах указывают поля допусков); и его используют для сравнительной оценки точности резьбы.Точный класс рекомендуется для ответственных резьбовых соединений.
Средний класс - для резьб общего назначения.
Грубый класс - для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п.
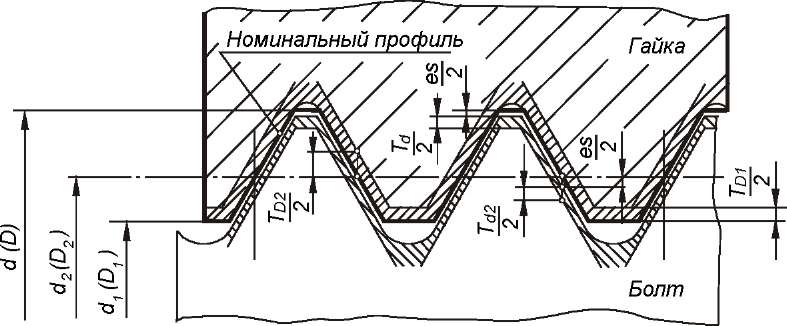
Рис.8
 Таблица
8
Таблица
8
Деталь |
Класс точности |
Поле допуска при длине свинчивания |
||
S - короткая |
N - нормальная |
L- длинная |
||
Наружная резьба (болт) |
Точный |
— |
4/7, 4д |
— |
Средний |
5h6h, 5д6д |
6h, 6д, 6f, бе, 6d |
7дбд |
|
Грубый |
— |
8д |
— |
|
Внутренняя резьба (гайка) |
Точный |
4Н |
4Н5Н, 5Н |
6Н |
Средний |
5Н |
6Н, 6G |
7Н |
|
Грубый |
— |
7Н, 7G |
8Н |
|
Примечания.
Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек.
Поля допусков, заключенные в рамки, рекомендуются для предпочтительного применения.
При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.
Наиболее распространенной посадкой для крепежных метрических резьб является .
Таблица приведена в сокращении.