

Решение
1. Определение минимально допустимой величины масляного слоя.
[ hmin ] = k ⋅ (RZ1 + RZ2 +ΔД ) ,
RZ1 = RZ2 = 3.2 мкм – высоты неровностей трущихся поверхностей, выбираются в соответствии с
рекомендациями [2];
ΔД – принимается равной 2…3 мкм:

2. Расчет значения А.
(7)
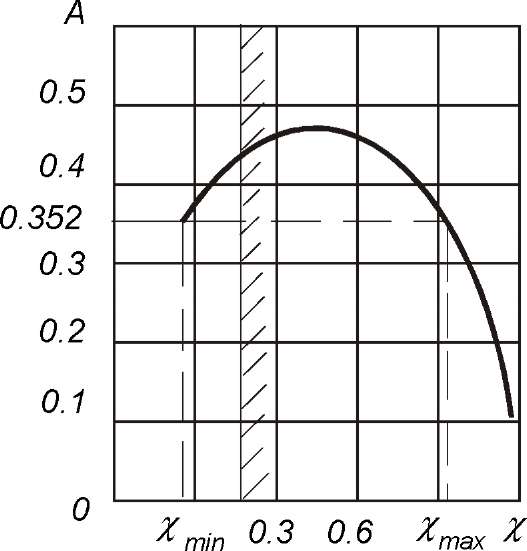
A=0.352
3. Определение значений χmin и χmаx.
По табл. 1 при Dl = 1 и А = 0.352 находим: χmin – отсутствует; χmаx = 0.83.
График изменения А от χ приведен на рис. 1.9. Заштрихованная зона - зона надежной работыподшипника, т.е. зона при χmin ≥ 0.3. Поэтому в табл. 1 приведены значения только для А при χ ≥ 0.3. В нашем случае мы должны принять χmin не менее 0.3. Принимаем χmin = 0.3 и соответствующее ему А0.3 = 0.438.
 4.
Определение [Smin ] и [Smax ].
4.
Определение [Smin ] и [Smax ].
Формулу 4 преобразуем для определения зазора:
 (8)
(8)
Максимальный
зазор:

так как был принят больший относительный эксцентриситет, значение h в данном случае не равно hmax


5. Выбор посадки.
По [Smin]=67 мкм находим, что наиболее близкий вид посадки в системе отверстия : H/e c минимальным зазором : Smin
min = 60 мкм.
Допуск посадки с учетом коэффициента запаса точности на износ подшипника скольжения KЗ = 2 :

6. Определение квалитета.

Известно, что TS Td TD . Подберем квалитеты так, чтобы сумма допусков была близка к 80мкм. Наиболее близко соответствует этим условиям предпочтительная посадка:

3. Посадки переходные
3.1. Особенности посадок
В сопряжении могут получаться как зазоры, так и натяги. На рис. приведена в сокращении схема расположения полей допусков переходных посадок в системе отверстия для размеровдо500 мм.
Применяются только в точных квалитетах – с 4-го по 8-й.
Используются как центрирующие посадки.
Предназначены для неподвижных, но разъемных соединений, так как обеспечивают легкую сборку и разборку соединения.Требуют, как правило, дополнительного крепления соединяемых деталей шпонками, штифтами,болтами и т.п.
3.2. Области применения некоторых рекомендуемых переходных посадок
Посадки H/js; Js/h - «плотные». Вероятность получения натяга P(N) ≈0.5...5%, и, следовательно, в сопряжении образуются преимущественно зазоры. Обеспечивают легкую собираемость.
Посадка H7/js6 применяется для сопряжения стаканов подшипников с корпусами, небольших шкивов и ручных маховичков с валами.
 Посадки
H/k;
K/h -
«напряженные». Вероятность получения
натяга P(N)
≈24...68%.
Однако из-за влияния отклонений формы,
особенно при большой длине соединения,
зазоры в большинстве случаев не ощущаются.
Обеспечивают хорошее центрирование.
Сборка и разборка производится без
значительных усилий, например, при
помощи ручных молотков.
Посадки
H/k;
K/h -
«напряженные». Вероятность получения
натяга P(N)
≈24...68%.
Однако из-за влияния отклонений формы,
особенно при большой длине соединения,
зазоры в большинстве случаев не ощущаются.
Обеспечивают хорошее центрирование.
Сборка и разборка производится без
значительных усилий, например, при
помощи ручных молотков.
Посадка H7/k6 широко применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами.
Посадки H/m; M/h - «тугие». Вероятность получения натяга P(N) ≈60...99,98% . Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях. Разбираются, как правило, только при ремонте.
Посадка H7/m6 применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами; для установки тонкостенных втулок в корпуса, кулачков на распределительном валу.
Посадки H/n ; N/h - «глухие». Вероятность получения натяга P(N) ≈88...100%. Обладают высокой степенью центрирования. Сборка и разборка осуществляется при значительных усилиях: применяются прессы. Разбираются, как правило, только при капитальном ремонте.
Посадка H7/n6 применяется для сопряжения тяжело нагруженных зубчатых колес, муфт, кривошипов с валами, для установки постоянных кондукторных втулок в корпусах кондукторов,
штифтов и т.п.