

5.3. Предельные отклонения и посадки шпоночных соединений
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного,
нормального и плотного соединений (табл. 4).

Таблица 4 |
|||
Элемент соединения |
Поле допусков размера b при соединении |
||
свободном |
нормальном |
плотном |
|
Ширина шпонки |
h9 |
h9 |
h9 |
Ширина паза на валу |
Н9 |
N9 |
Р9 |
Ширина паза на втулке |
D10 |
Js9 |
Р9 |
Для ширины пазов вала и втулки допускаются любые сочетания указанных полей допусков. Рекомендуемые посадки приведены в табл. 5.
Для единичного и серийного производства |
Для серийного и массового производства |
Для направляющих шпонок |
Js9 h9 P9 |
D10 Js9 h9 N9 |
D10
h9
|

Таблица 5 |
|||
Высота шпонки h, мм |
От 2 до 6 |
От 6 до 18 |
От 18 до 50 |
Предельные отклонения на глубину паза на валу ti |
+0.1 |
+0.2 |
+0.3 |
(или d -1^, и во втулке t2 (или d +12), мм |
0 |
0 |
0 |

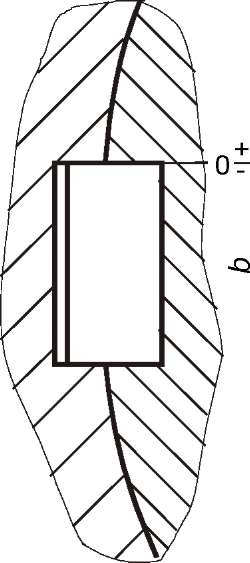
Пример простановки посадок шпоночного сопряжения показан на рис. 4

Рис. 4
Соединения шлицевые прямобочные

Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами.
В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев. В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев.
6.1 Соединения шлицевые прямобочные. Основные параметры
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений.
К основным параметрам относятся:
D – наружный диаметр;
d – внутренний диаметр;
b – ширина зуба.
По ГОСТ 1139-80* в зависимости от передаваемого крутящего момента установлено три типа соединений – легкой, средней и тяжелой серии.
Номинальные размеры основных параметров и число зубьев шлицевых соединений общего назначения с прямобочным профилем зубьев, параллельных оси соединения.
В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки:
по наружному диаметру D;
по внутреннему диаметру d;
 по
боковым сторонам зубьев b.
по
боковым сторонам зубьев b.
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D. Применяется такое центрирование в подвижных и неподвижных соединениях.
Центрирование по d применяется в тех же случаях, что и центрирование по D, но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным.
Центрирование по b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов.
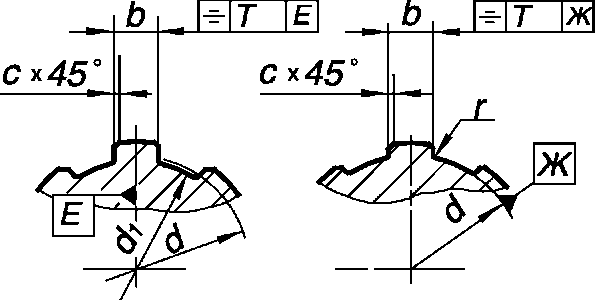


Рис. 5
 Таблица
6
Таблица
6
zx dx Dx b, мм |
d1: мм |
а, мм |
с, мм |
г, мм, |
(z - число зубьев) |
не менее |
не более |
||
|
Легка |
серия |
|
|
6 x 23 x 26 x 6 |
22.1 |
3.54 |
0.3 |
0.2 |
6 x 26 x 30 x 6 |
24.6 |
3.85 |
0.3 |
0.2 |
6 x 28 x 32 x 7 |
26.7 |
4.03 |
0.3 |
0.2 |
8 x 32 x 36 x 6 |
30.4 |
2.71 |
0.4 |
0.3 |
8 x 36 x 40 x 7 |
34.5 |
3.46 |
0.4 |
0.3 |
8 x 42 x 46 x 8 |
40.4 |
5.03 |
0.4 |
0.3 |
8 x 46 x 50 x 9 |
44.6 |
5.75 |
0.4 |
0.3 |
8x52x58x 10 |
49.7 |
4.89 |
0.5 |
0.5 |
8 x 56 x 62 x 10 |
53.6 |
6.38 |
0.5 |
0.5 |
8 x 62 x 68 x 12 |
59.8 |
7.31 |
0.5 |
0.5 |
10x72x78x 12 |
69.6 |
5.45 |
0.5 |
0.5 |
10 x 82 x 88 x 12 |
79.3 |
8.62 |
0.5 |
0.5 |
Средняя серия |
||||
6x11 х 14 х 3 |
9.9 |
— |
0.3 |
0.2 |
6 х 13 х 16 х 3.5 |
12.0 |
— |
0.3 |
0.2 |
6 х 16x20x4 |
14.5 |
— |
0.3 |
0.2 |
6 х 18 х 22 х 5 |
16.7 |
— |
0.3 |
0.2 |
6x21 х 25 х 5 |
19.5 |
1.95 |
0.3 |
0.2 |
6 х 23 х 28 х 6 |
21.3 |
1.34 |
0.3 |
0.2 |
Окончание таблицы 6
zx dx Dx b, мм |
di, мм |
а, мм |
|
г, мм, |
|
(z - число зубьев) |
не менее |
не более |
|||
6 x 26 x 32 x 6 |
23.4 |
1.65 |
0.4 |
0.3 |
|
6 x 28 x 34 x 7 |
25.9 |
1.70 |
0.4 |
0.3 |
|
8 x 32 x 38 x 6 |
29.4 |
— |
0.4 |
0.3 |
|
8 x 36 x 42 x 7 |
33.5 |
1.02 |
0.4 |
0.3 |
|
8 x 42 x 48 x 8 |
39.5 |
2.57 |
0.4 |
0.3 |
|
8 x 46 x 54 x 9 |
42.7 |
— |
0.5 |
0.5 |
|
8x52x60x 10 |
48.7 |
2.44 |
0.5 |
0.5 |
|
8x56x65x 10 |
52.2 |
2.50 |
0.5 |
0.5 |
|
8x62x72x12 |
57.8 |
2.40 |
0.5 |
0.5 |
|
10x72x82x 12 |
67.4 |
— |
0.5 |
0.5 |
|
10x82x92x 12 |
77.1 |
3.00 |
0.5 |
0.5 |
|
10x92x 102x 14 |
87.3 |
4.50 |
0.5 |
0.5 |
|
Тяжелая серия |
|||||
10х 16x20x2,5 |
14.1 |
— |
0.3 |
0.2 |
|
10х 18x23x3 |
15.6 |
— |
0.3 |
0.2 |
|
10x21 х 26x3 |
18.5 |
— |
0.3 |
0.2 |
|
10x23x29x4 |
20.3 |
— |
0.3 |
0.2 |
|
10x26x32x4 |
23.0 |
— |
0.4 |
0.3 |
|
10x28x35x4 |
24.4 |
— |
0.4 |
0.3 |
|
10x32x40x5 |
28.0 |
— |
0.4 |
0.3 |
|
10x36x45x5 |
31.3 |
— |
0.4 |
0.3 |
|
10x42x52x6 |
36.9 |
— |
0.4 |
0.3 |
|
10 х 46 х 56 х 7 |
40.9 |
— |
0.5 |
0.5 |
|
16x52x60x5 |
47.0 |
— |
0.5 |
0.5 |
|
16x56x65x5 |
50.6 |
— |
0.5 |
0.5 |
|
16x62x72x6 |
56.1 |
— |
0.5 |
0.5 |
|
Примечания. |
|
|
|
|
|
1. Размер а дан для валов при нарезании шлицев методом обкатывания. |
|
||||
2. При центрировании по внутреннему диаметру валы изготавливаются в исполнении 1 и 3, при цен |
|||||
трировании по наружному диаметру и боковым сторонам - в исполнении 2. |
|
||||
 с,
мм
с,
мм
