

ВСТУП.
Сукупність методів і прийомів виготовлення машин, виготовленні на протязі тривалого часу і використаних в деякій області виробництва,складає технологію цієї області. В зв’язку з цим виникли поняття: технологія лиття, технологія обробки тиском, технологія зварки, технологія механічної обробки,технологія збірки машин. Всі ці області виробництва відносяться до технології машинобудування, яка охоплює всі етапи процесу виготовлення машинобудівної продукції.
Під «технологією машинобудування» прийнято розуміти наукову дисципліну, яка вивчає переваги процесу механічної обробки деталей і зборки машин, і яка торкається питань вибору заготовок і методу їх виготовлення. Це пояснюється тим, що в машинобудуванні задані форми деталей з потрібною точністю і якістю їх поверхонь досягаються в основному шляхом механічної обробки, так як другі способи обробки не завжди можуть забезпечити виконання цих технічних вимог. В процесі механічної обробки деталей машин виникають найбільше число проблемних питань, зв’язаних з необхідністю виконання технічних вимог, поставлені конструкторами перед виробництвом. Процес механічної обробки зв’язаний з експлуатацією обладнання – метало ріжучих верстатів; трудомісткість і собівартість механічної обробки більше, ніж на других етапах процесу виготовлення машин.
В «Технології машинобудування» комплексно вивчають питання взаємодії верстату, пристосування, ріжучого інструменту і оброблюваної деталі;шляхи побудування раціональних, найбільш продуктивних і економічних,технологічних процесів обробки деталей машин, включаючи вибір обладнання і технологічного оснащення; методи раціонального будування технологічних процесів зборки машин.
Метою курсового проекту є розробка технологічного процесу механічної обробки деталі «Гільза» з урахуванням сучасних досягнень в галузі
машинобудування.
Характеристика деталі
Деталь «Гільза» відноситься до класу «Тіл обертання» типу «Втулка», тому що відношення L/D > 1, 160/144 > 1,1. Масса деталі m = 3 кг. Вона також має конструкторський код ФУУ80-Р-00-27. Зовнішня поверхня деталі складається з декількох циліндричних поверхонь, найбільшою з яких є фланець діаметром Ø144h14. Вона також має точні: Ø107h8, Ø116h8, Ø130h8; і грубі поверхні: Ø112h14, Ø118±1,2, Ø115±1,2. У фланці по колу на діаметрі Ø124 мм рівномірно розташовані 6 пазів шириною 8 мм (наскрізні), і на діаметрі Ø122 мм глухий отвір діаметром Ø5 мм і наскрізний отвір діаметром Ø2 мм. Деталь також має внутрішню циліндричну поверхню діаметром Ø101H7.
На рисунку 1.1 показані вищевказані поверхні.
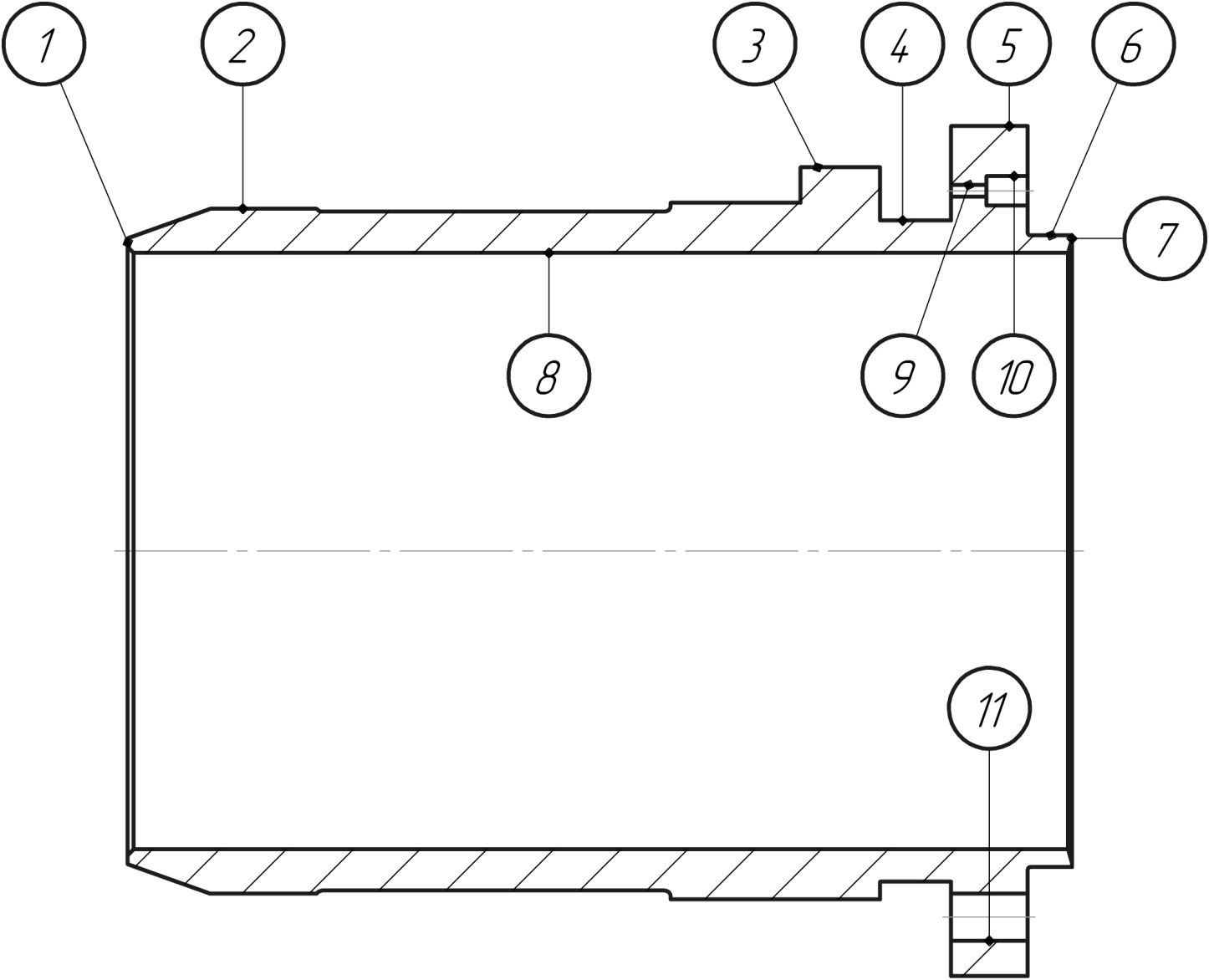
Рисунок 1.1 – Номера поверхонь деталі.
В таблиці 1.1 вказано призначення цих поверхонь.
Таблиця 1.1 – Призначення поверхонь деталі «Гільза»
№ поверхні |
Найменування поверхні |
Розмір мм |
Поле допуску мм |
Шорсткість мкм |
Призначення поверхні |
1,7 |
Торець |
160 |
h14 |
6,3 |
Виконавча |
2 |
Зовнішня циліндрична поверхня |
Ø116
|
h8 |
0,80 |
Виконавча |
3 |
Зовнішня циліндрична поверхня (виливи) |
Ø130 |
h8 |
0,80 |
Виконавча |
4 |
Зовнішня циліндрична поверхня |
Ø112 |
h14 |
6,3 |
Вільна |
5 |
Зовнішня циліндрична поверхня |
Ø144 |
h14 |
6,3 |
Вільна |
6 |
Зовнішня циліндрична поверхня |
Ø107 |
h8 |
0,80 |
Виконавча |
8 |
Внутрішня циліндрична поверхня |
Ø101 |
H7 |
0,40 |
Виконавча |
9 |
Отвір на фланці |
Ø2 |
H14 |
6,3 |
Виконавча |
10 |
Отвір на фланці |
Ø5 |
H14 |
6,3 |
Виконавча |
11 |
Паз |
8 |
|
6,3 |
Виконавча |
Деталь «Гільза» виготовлена з сірого чавуну СЧ20 ГОСТ 1412-85. Чавуном називається сплав заліза з вуглецем, що містить вуглецю від 2,14 до 6,67%. Чавун — дешевий машинобудівний матеріал, що володіє хорошими ливарними якостями. Він є сировиною для виплавки сталі. Отримують чавун із залізняку за допомогою палива і флюсів. Здобуття чавуну — складний хімічний процес. Він складається з трьох стадій: відновлення заліза з
оксидів, перетворення заліза в чавун і шлакоутворення. Детально цей процес розглядається в курсі хімії.
Властивості чавуну залежать головним чином від вмісту в ньому вуглецю і інших домішок, що неминуче входять в його склад: кремнію, марганцю, сірки і фосфору. Вуглець — один з головних елементів у чавуні. Залежно від кількості і стану вхідного в сплав вуглецю виходять ті або інші сорти чавуну. Із залізом вуглець з'єднується двояко: у рідкому чавуні вуглець знаходиться в розчиненому стані, а в твердому — в хімічно пов'язаному із залізом або у вигляді механічній домішці у формі дрібних пластинок графіту.
Кремній — найважливіший після вуглецю елемент в чавуні, він збільшує його рідко текучість, покращує ливарні властивості і робить чавун м'якшим. Марганець підвищує міцність чавуну. Сірка в чавуні — шкідлива домішка, що викликає червоноламкість (утворення тріщин в гарячих відливаннях). Вона погіршує рідко текучість чавуну, роблячи його густим, внаслідок чого він погано заповнює форму. Фосфор знижує механічні властивості чавуну і викликає холодноламкість (утворення тріщин в холодних відливаннях). Залежно від стану, в якому вуглець знаходиться в чавуні, чавун підрозділяється на білий (вуглець в хімічній сполуці із залізом у вигляді цементита FEC) і сірий (вільний вуглець у вигляді графіту).
Сірий чавун характеризується високими ливарними властивостями (низька температура кристалізації, текучість в рідкому стані, мала усадка) і служить основним матеріалом для литва. Він широко застосовується в машинобудуванні для відливання станин верстатів і механізмів, поршнів, циліндрів. Висока крихкість, властива сірим чавунам унаслідок наявності в їх структурі графіту, робить неможливим їх вживання для деталей, що працюють в основному "на розтягування" або "на вигин"; чавуни використовуються лише при роботі на стискування.
В таблиці 1.2 вказані хімічний склад, механічні та технологічні властивості матеріалу деталі.
Таблиця 1.2 – Хімічний склад, механічні та технологічні властивості матеріалу деталі
Мар ка мате ріалу |
Масова частка елементів, % |
Механіч. властив. |
Технологічні властивості |
|||||||||
Зварюва ність |
Обробле ність різанням |
|||||||||||
Si |
Mn |
S |
C |
P |
σв, МПа |
НВ |
Кv |
Мате ріал різця |
||||
СЧ20 |
1,4…2,4 |
0,7…1 |
0… 0,15 |
3,3…3,5 |
0… 0,2 |
640 |
217…241 |
не застосо вується для зварних конструкцій |
0,5 |
Твердий сплав |
||