

Если ориентироваться на выражение
Z15 = Tl1 + Tl3 =0,05 + 0,05 = 0,1,
То припуск на операции шлифования цементированного слоя может быть найден как
Z15=0,1 + 0,1.
Имея значение исходного звена, решаем размерную цепь 3 системы (1.17) относительно неизвестного значения l1:
l1 = l3 = 20 – 0,05
+ +

 Z15
(0,1) +
0,1
Z15
(0,1) +
0,1
+
0,05 –
0,05
Если выполнить рекомендацию о том, что у технологического размера допуск должен быть в «тело», в «металл», то
l1 = 21,15 – 0,05.
Обратим внимание на то, что полученный допуск на размер l1 в точности равен ранее принятому; это свидетельствует об отсутствии ошибки в расчетах.
Наконец из выражения 2 системы (1.17) определим lт.ц.:
lт.ц. = (0,5) = (0,5) + 0,3
– –
l3 20 (+) 0,05
+ +

 l1
20,15 – 0,05
l1
20,15 – 0,05
– 0,05
+ 0,1
+ 0,05
0,65 + 0,35 – 0,1 = 0,65 + 0,25 = 0,7 + 0,2.Поправка (сумма допусков составляющих звеньев) определяется из выражения
=
0,05 + 0,05 =
0,1.![]()
Такую толщину цементированного слоя обязаны получить в термическом цехе и только в этом случае реализация всей технологии обеспечит выполнение всех требований чертежа.
Пример задачи, когда необходимо изготовить деталь с заданной величиной гальванического покрытия – хромирования
Данными являются чертеж (эскиз) детали и план обработки (рис. 1.14 – 1.16).
h
= 0,02…0,04Хромировать





25
+ 0,01

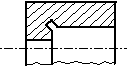
Рис. 1.14. Эскиз детали
 Операция
5. Шлифовальная Операция 10. Хромирование
Операция
5. Шлифовальная Операция 10. Хромирование












































l1
l2





Операция 15. Шлифовальная
Примечание.
Минимальная
величина припуска Z15min
= 0,01

l3

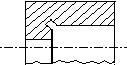
Рис. 1.15. План
обработки
(0,02)
Примечание: 1. П – толщина слоя
хрома, полученная в гальваническом
цехе; для сведения 2. Припуск, снимаемый
на Операции 5, на схеме не показан (нет
необходимости)





(25)
















































Z15
+

10
20
30
31
40
l1
П д/сведения
l2
l3
Рис. 1.16. Совмещенная схема
Совмещенную схему преобразуем в производный и исходный графы (рис. 1.17).
(25)
30



40
40
l1

20
l3



(0,02)
Z15
l2
30
20
31

31
а б
Рис. 1.17. Производный а и исходный б графы
Осуществим операцию «замыкания» графов и получим граф технологического процесса (рис.18).
(25)
40
l1
l3

20


30
l2
Z15

31
(0,02)
Рис. 1.18. Граф
технологического процесса
Преобразуем граф в систему уравнений и неравенств
(
 25)
–
l3
=
0 ;
25)
–
l3
=
0 ;(0,02) + l3 – l1 = 0 ; (1.19)
Z15 + l2 – l3 = 0 .
1 а.
Т(25)
Тl3
;
а.
Т(25)
Тl3
;
2а. Т(0,02) Тl3 + Тl1 ; (1.20)
3а . Z15 = Тl1 + Тl3 .
Система уравнений решается как обычная система линейных уравнений, однако в первую очередь осуществляется распределение допусков среди составляющих звеньев в системе (1.20). Видно, что все три уравнения есть «связанные» размерные цепи.
Поэтому в первую очередь распределяем допуск исходного звена в выражении 2а. Видно, что возможен единственный вариант – это на размеры l3 и l1 назначить допуск по 0,01 мм. В итоге в системе (1.20) остается один ненайденный допуск – на размер l2 – на операции, когда осуществляется гальваническое нанесение покрытия. Экономически целесообразная точность такого процесса составляет 0,05 мм (см.приложения), поэтому примем Тl2 = 0,05.
Из системы (1.19) найдем значения операционных размеров.
Из выражения 1 l3 = 25 + 0,01 .