

Допускаемое
радиальное биение поверхностей D3
и d4
относительно
базы Тв5
= … 
Операция 5. Токарная
Напуск
Напуск





















Операция 10. Токарная
Допускаемое
радиальное биение поверхностей D5
и d6
относительно
базы Тв10
=….















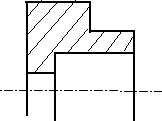
Рис. 1.33. План обработки
цилиндрических поверхностей детали
На основании этих данных (эскиз детали и план обработки) необходимо определить биение поверхностей в технологии, припуски и биения припусков, диаметры, их отклонения, размеры заготовки, биение цилиндрических поверхностей заготовки.
Для решения этой комплексной задачи необходимо выявить все размерные связи на этапе формообразования при реализации технологии. В свою очередь эти связи могут быть выявлены быстро и безошибочно на основании графа технологического процесса.
Следующим этапом работы является составление совмещенной схемы. На этой схеме указываются все биения поверхностей в чертеже и технологии (рис. 1.34).
Совмещенную схему преобразуем в граф производный (участвуют составляющие звенья) и граф исходный (участвуют исходные звенья) (см. рис. 1.35).
Примечание.
На данном графе ребра не размеры, а векторы, показывающие точность расположения (биения) соответствующих поверхностей.
На графе (и в уравнениях) чертежные допуски на биение обозначены прописной буквой В, технологические - строчной буквой в.
Из вышеприведенного примечания следует, что применительно к такому виду задач на основе графа возможно написание лишь системы неравенств допусков. Напомним, что допуск исходного звена может быть больше суммы допусков составляющих звеньев и равен ей.
Заготовка
Исходные звенья
Составляющие
звенья
Рис. 1.34. Совмещенная
схема ТП (многие диаметры, указанные
в чертеже, и технологии
на схеме не указаны,
чтобы не загружать схему)
D
5
D1








































































41
а
-11
10
30
20
40










![]()
![]()

![]()
![]()
![]()
10
30
20
-10
41
40
б





![]()
![]()


![]()
![]()


![]()


Рис. 1.35. Производный а и исходный б графы
![]()
![]()
![]()



![]()
![]()

10
30
40

![]()


![]()

![]()




![]()
![]()
-11
20
41


Рис. 1.36. Граф технологического процесса
 ;
; ;
; ;
(1.32)
;
(1.32) ;
; .
.
Анализируя систему (1.32), заметим, что наиболее важное значение имеет первое выражение: здесь допуск на биение поверхностей 10 и 30 задан чертежом 0,1 мм («несвободное» биение). Поэтому единственно верное решение – это назначить допуск на биение на десятой операции тоже величиной 0,1 мм; тогда первое выражение в системе (1.32) запишется как
![]() .
.
Эта величина войдет во все другие уравнения.
Рассмотрим выражение 2 системы (1.32) совместно с планом обработки – операцией 5 (рис. 1.33); видно, что поверхности 20 и 30 выполнены за одну установку, поэтому они концентричны, т.е. биения между ними нет:
![]() .
.
Таким
образом, все неравенства системы (1.32)
рассмотрены. Недостающие значения
биений в выражениях 4 и 5 следует взять
из справочной литературы. Например,
допустим, что заготовка– штамповка,
тогда по нормативам несоосность (биение)
внутренней и наружной цилиндрических
поверхностей составит 1,2 мм (при данных
габаритах детали). Остается неизвестным
только допуск на биение на пятой операции
![]() ;допустим, что
токарная обработка заготовки–штамповки
на первой операции осуществляется в
трехкулачковом патроне, тогда по
нормативам
;допустим, что
токарная обработка заготовки–штамповки
на первой операции осуществляется в
трехкулачковом патроне, тогда по
нормативам
![]() =1,6 мм.
=1,6 мм.
Рассчитывать векторные размерные цепи необходимо вероятностным методом. Известно, что сложение случайных величин производится по формуле
![]() ,
(1.33)
,
(1.33)
где i - случайные величины, Кi – коэффициенты, зависящие от закона распределения случайных величин.
Если допустить идентичность законов распределения, и что они близки к закону нормального распределения, то выражение (1.33) можно записать в виде
![]() .
(1.34)
.
(1.34)
В соответствии с зависимостью (1.34) выражения 4 и 5 в системе (1.32) можно записать в виде:
![]() ,
,
![]() .
.
Подставив в эти выражения известные численные значения биений, получим:
![]() 2,2;
2,2;
![]() 1,7.
1,7.
Таким образом, в системе (1.32) найдены значения биений всех звеньев размерных цепей. Найденные значения биений указываются в технологических документах (см. план обработки).
Следующим этапом является расчет припусков и диаметров. Решение сводится к расчету скалярных размерных цепей вида
z = d1 - d2
с учетом того, что в величине z «присутствует» биение припуска.
В нашем примере следует определить лишь внутренний и наружный диаметры заготовки, поскольку все остальные диаметры выполняются из напуска (вследствие несовершенства заготовки). Вследствие этого, а также того, что все операции окончательные, примем размеры диаметров, получаемых в технологии, равными чертежным, тогда
D3 = 67 + 0,3, d4 = 70 0,12, D5 = 60 + 0,12, d6 = 80 0,3.
Для определения внутреннего диаметра заготовки на основании данных рис. 1.32, 1.33 и 1.34 можно составить вспомогательную схему (рис. 1.37), для получения размерной цепи
![]() .
.

![]()















Рис.
1.37. Схема размерной цепи для определения
D1
заготовки