

1. Аналитический расчёт режимов резания на операцию точение (чистовой переход). Блок исходных данных:
Тип производства – серийное
Вид заготовки – пруток Æ30
Материал детали – 12Х18Н9Т
Диаметр обработанной поверхности – Æ20h8
Длина заготовки – 172
Шероховатость обработанной поверхности – Ra 12,5
Крепление заготовки – П+Ц
Содержание операции – точить поверхность 20h8 на длину 65 мм начисто.
Решение.
1. Выбор марки инструментального материала и геометрии режущей части инструмента.
Сталь 12Х18Н9Т относится к группе коррозионно-стойкие, кислотостойкие жаростойкие, хромоникелевые стали аустенитного, аустенитно-ферритного и аустенитно-мартенситного классов, для чистового точения которых рекомендуется сплав Т15К6([1], с.56, табл.13).
Исходя из конфигурации детали и механических свойств, выбираем проходной упорный прямой резец с пластинами из твердого сплава с углом в плане 900 (по ГОСТ 18879-73 [2], с.120, табл.7), со следующей геометрией режущей части([1],с.66, табл.17):
=90о ,1=10о, =10о, 1=0о , =0о, =0о, rb=1.0 мм,
Н=20мм, В=12мм.
2. Выбор глубины резания t и числа проходов.
Припуск
на обработку определяется по формуле
:
![]() ,
,
где D - диаметр необработанной поверхности заготовки;
d – диаметр обработанной поверхности.
Получаем
:
![]() мм.
мм.
Для получения шероховатости Ra=12.5 и квалитета точности h8 делаем два прохода: получистовой с глубиной резанья t1=4 мм и окончательный чистовой проход с максимальной глубиной резанья t2=1мм.
3. Выбор подачи инструмента.
По шероховатости обработанной поверхности

Для чистовой обработки подачу S выбираем в зависимости от шероховатости обработанной поверхности Ra=12.5≈Ra=40
S1=0.30 мм об.
По прочности пластины твёрдого сплава
S2=S2T*k1*k2
где S2т – табличное значение подачи
k1- поправочный коэффициент ,зависящий от механических свойств обрабатываемого материала [в=750 мПа].
k2- поправочный коэффициент ,зависящий от величины главного угла в плане.
Выбираем из условия, что глубина резания t=1 мм и от толщины пластины n=6 мм(0.4Н=n), таким образом(2, табл.13, стр.268):
S2T=3.6 мм/об;
k1=1,2;
k2=0,4;
S2=3,6*1,2*0,4=1,728 мм/об.
По прочности механизма подачи станка.
Наибольшее усилие, допускаемое механизмом подачи станка, сравнивается с осевой соответствующей силы резания Pz.
Pz=Cp*txp*Syp H;
где Cp–коэффициент, учитывающий влияние обрабатываемого материала, материала и геометрии резца на силу резания Pz.
xр, ур, – показатели степени, характеризующие влияние t и S на величину осевой силы Pz;
Рхстанка=0,25*Рz=0.25* Cp*txp*Syp
 ,
мм/об
,
мм/об
,где Рхстанка – величина предельно допустимой силы станка.
Cp=204, Хр=1.0, Yр=0,75([2], с.273, табл.22), t=1мм, Рхстанка=1000 Н.
 мм/об.
мм/об.
По жёсткости детали с учетом способа крепления.
В процессе обработки под действием сил резания деталь деформируется.
Это приводит к изменению взаимного расположения детали и вершины резца, определяющий геометрическую форму и размеры обрабатываемой поверхности, где деталь изгибает сила Q.
Если деталь закреплена в патроне

![]() ,
часто
,
часто
![]() ,
тогда
,
тогда![]()
![]()
С другой стороны сила
![]() ,
,
где
![]() – модуль упругости материала детали;
– модуль упругости материала детали;
![]()
![]() -
момент инерции;
-
момент инерции;
![]()
![]() ,
для круглого сечения.
,
для круглого сечения.
Итак,
![]() ,
где
,
где
![]() отсюда
отсюда
 ;
;
Допустимая стрела прогиба детали при чистовой обработке определяется по формуле:
![]() ,
мм
,
мм
где ∆ - допуск на D;
D-диаметр заготовки.
∆=33 мкм=33*10-3 мм;
f=0,2*0,033=0,0066 мм;
Cp=204, Хр=1.0, Yр=0,75([2], с.273, табл.22), E=195000 МПа, L=65 мм, t=1 мм.
![]() мм4
и находим
подачу :
мм4
и находим
подачу :
 ,
мм /об
,
мм /об
 3.5.
По прочности
державки резца.
3.5.
По прочности
державки резца.
 Резец
можно считать балкой, защемленной одним
концом и нагруженной на другом тремя
силами: Pz,
Py,
Px
,создающими
сложное напряженно-деформированное
состояние в державке резца. Однако, как
показывает анализ, с достаточной для
практики точностью прочность резца
может быть рассчитана по силе
Резец
можно считать балкой, защемленной одним
концом и нагруженной на другом тремя
силами: Pz,
Py,
Px
,создающими
сложное напряженно-деформированное
состояние в державке резца. Однако, как
показывает анализ, с достаточной для
практики точностью прочность резца
может быть рассчитана по силе
![]() .
.
Прочность державки резца проверяют расчётом на изгиб от действия вертикальной составляющей силы резания.
Итак,
![]() ,
а
,
а
![]() ,
,
где
![]() -
момент сопротивления;
-
момент сопротивления;
![]() –допускаемое
напряжение на изгиб
материала державки резца, 20 кг
мм2=200Н/мм2.
–допускаемое
напряжение на изгиб
материала державки резца, 20 кг
мм2=200Н/мм2.
Для прямоугольного сечения:
![]() ;
;
где В и H – толщина и высота державки резца соответственно;
![]() ;
;
![]() ,откуда
,откуда
 (10)
(10)
В=12 мм, Н=20 мм, ([2], стр.120, табл. 6), l=1,25Н мм.
![]() мм/
об.
мм/
об.
По жёсткости державки резца.
Под действием сил
резания державка резца деформируется
и в результате отклонения вершины резца
от первоначального положения возникают
погрешности.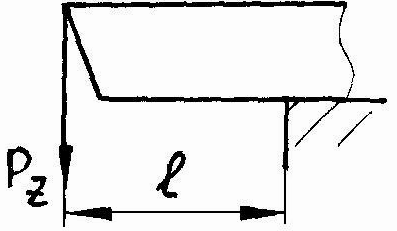
 Стрелка
прогиба
Стрелка
прогиба
![]() при чистовом точении
при чистовом точении![]() =0,03…0,05
мм; момент инерции для круглого сечения
=0,03…0,05
мм; момент инерции для круглого сечения![]() ,
,
Отсюда
 ,
(11)
,
(11)
где
![]() – модуль упругости материала державки
резца.
– модуль упругости материала державки
резца.
![]() мм/
об
мм/
об
В результате расчётов получили:
S1 = 0,3 мм об
S2 =1,728 мм/об
S3 = 52,87мм об
S4 = 0,43 мм об
S5 = 3,6 мм об
S6 = 279,78мм об
Из полученных значений принимаем наименьшую подачу S1 = 0,3 мм об.