

Токарні багатошпиндельні автомати та напівавтомати: їх призначення, область застосування та принцип роботи.
Автоматами називають такі верстати, на яких після їх налагодження всі рухи, пов'язані з циклом обробки деталі, а також завантаження заготовки та розвантаження готової деталі виконується за заданою програмою без участі робітника. На напівавтоматах встановлення нової заготовки, пуск верстата і зняття готової деталі виконується робітником.
Токарні автомати та напівавтомати можуть бути універсальними і спеціалізованими, горизонтальними і вертикальними, одно-і багатошпиндельними. Одношпиндельні пруткові токарні автомати підрозділяють на револьверні, фасонно-відрізні і фасонно-поздовжні. В універсальному виконанні одношпиндельні токарно-револьверні автомати мають шістипозиційну револьверну головку і поперечні супорти.
У масовому виробництві широко застосовують багатошпиндельні токарні автомати. Токарні автомати є, як правило, багато інструментальними верстатами. За кількістю шпинделів їх поділяють на одно-і багатошпиндельні, по розташуванню шпинделя на горизонтальні і вертикальні, за призначенням - на універсальні та спеціалізовані.
Горизонтальні одношпиндельні токарні напівавтомати поділяються на двошпиндельні (центрові і патронні), копіювальні і двошпиндельні-копіювальні. На центрових верстатах виробляють деталі, що встановлюються в центрах, коли довжина деталі в кілька разів більше її діаметра. На патронних верстатах в основному обробляють короткі деталі великого діаметру. Одношпиндельні напівавтомати, забезпечені магазинним пристроєм, перетворюються на автомати.
Токарні копіювальні напівавтомати служать для обробки деталей складної конфігурації. Деталі на таких верстатах обробляються одним або кількома різцями. Різець переміщується в поздовжньому і поперечному напрямках відповідно до профілю копіра або еталонної деталі. На копіювальних напівавтоматах обробку можна вести на більш високих швидкостях різання, ніж при двошпиндельній обробці. Багатошпиндельні автомати та напівавтомати за принципом роботи підрозділяють на автомати (напівавтомати) паралельної та послідовної дії.
За принципом роботи багатошпиндельні автомати з горизонтальним розташуванням шпинделів ділять на автомати паралельної та послідовної дії. При обробці деталей на автоматах паралельної дії на кожному шпинделі виконуються одночасно всі переходи, передбачені технологічним
процесом. Наприкінці циклу роботи верстата виходить стільки готових деталей, скільки шпинделів знаходилося в роботі (рис.5.1).Схема роботи багатошпиндельних автомата послідовного дії показана на рис. 5.2. Шість шпинделів 6 розташовані по колу в єдиному шпиндельному блоці 1. Навколо цього блоку розташовано шість поперечних супортів 2, а на центральній гільзі 4 переміщається загальний для всіх шпинделів поздовжній супорт 5. Він виконаний у вигляді шестикутника, на кожній грані якого встановлюють державки з відповідними інструментами. Поперечні супорти отримують подачу від індивідуальних кулачків, а поздовжній супорт від одного загального кулачка. При необхідності на поздовжньому супорті можна встановлювати ковзаючи державки з ріжучими інструментами, отримуючи іншу подачу від індивідуальних кулачків. Тут же можна встановлювати інструментальні шпинделі з незалежним приводом обертання. Шпинделі автомата отримують обертання від приводного вала 3 через центральне зубчасте колесо 7 і тому мають однакову частоту обертання.
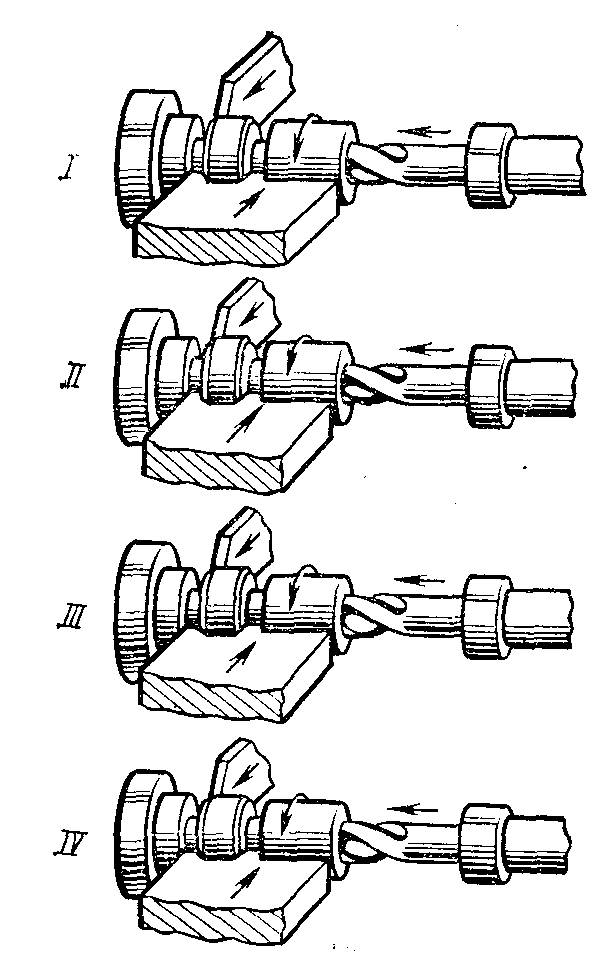
Рис. 5.1. Принципова схема