

14.Внутрішньо-шліфувальний верстат моделі 3к227, Плоскошліфувальний верстат моделі 3е711в.
Внутрішньо-шліфувальний напівавтомат ЗК227Б.
Внутрішньо-шліфувальні верстати призначені для шліфування отворів циліндричної і конічної форм, а також торцевих заготовок. Ці верстати поділяються на звичайні і планетарні. Звичайні верстати найбільш поширені, планетарні ж використовуються тільки для обробки великих або несиметричних заготовок. Основним параметром, що характеризує внутрішньо-шліфувальні верстати, є найбільший діаметр шліфованого отвору.
Внутрішньо-шліфувальний напівавтомат ЗК227Б призначений для шліфування циліндричних і конічних, глухих і наскрізних отворів, а також для шліфування торців в умовах серійного і масового виробництва.
Клас точності верстата П. Контроль розміру діаметра оброблюємого отвору і керування робочим циклом здійснюється від механізму поперечної подачі верстата.
Технічна характеристика верстата. Межі діаметрів шліфуємого отвору 20-100 мм, найбільша довжина шліфування 125 мм; межі частот обертання шпинделя заготовки 320 ... 800 хв-1; частоти обертання внутрішньо-шліфувального шпинделя: 9000, 12 000, 18 000, 24 000 хв-1; межі поперечних подач 0,13 - 1,3 мм/хв.; габаритні розміри верстата 2700x1265x1750 мм.
Основні механізми верстата. На станині А (рис. 14.1.) встановлена плита Б з бабкою заготовки В і апарат правки Г. По направляючим кочення станини переміщується стіл Е, на поперечних направляючих стола розміщена шліфувальна бабка Д. Торцешліфувальне пристосування Ж змонтовано на корпусі бабки заготовки.
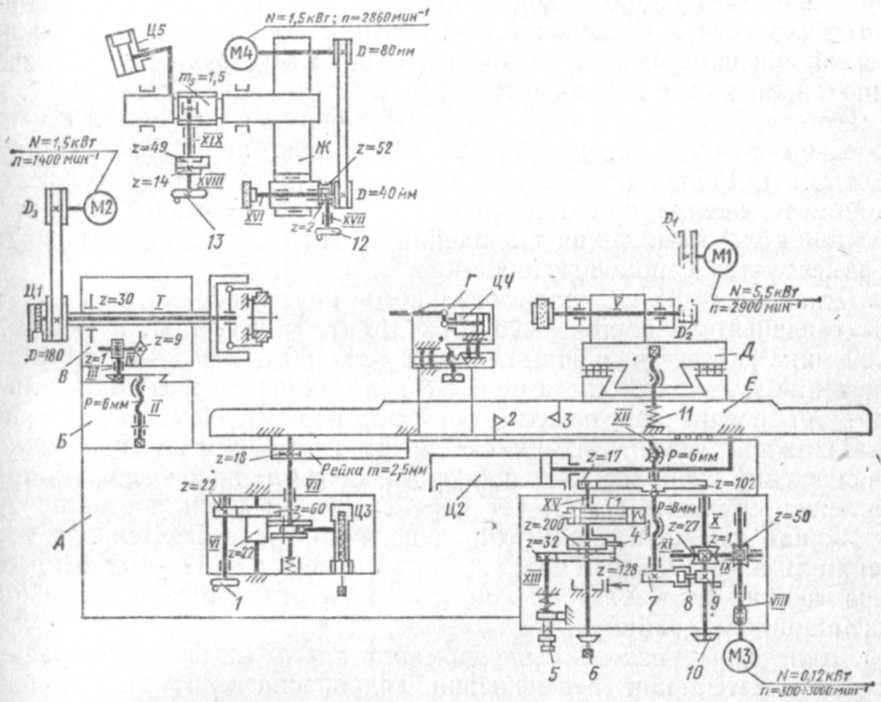
Рис. 14.1. Кінематична схема внутрішньо - шліфувального напівавтомату 3К227Б.
Кінематика верстата. Головне рух - обертання шліфувального круга здійснюється від асинхронного електродвигуна М1 (N= 5,5 кВт, n = 2900 хв-1) через плоско пасову передачу зі змінними шківами D1 і D2, що дозволяє змінювати частоту обертання шпинделя V.
Кругова подача - обертання заготовки здійснюється від асинхронного електродвигуна М2 (N=1,5 кВт, n = 1400 хв-1) через клинопасову передачу; частота обертання шпинделя I змінюється за рахунок змінних шківів на електродвигуні бабки заготовки. Поворот бабки заготовки при шліфуванні конічних отворів здійснюється через черв'ячну передачу z = 1-30 і зірочку z = 9 на валу IV, що знаходиться в зачепленні з ланцюгом, закріпленої на салазках мосту. Налагоджувальне поперечне переміщення бабки В здійснюють гвинтом II, а затиск заготовки здійснюється за допомогою гідроциліндра III.
Поздовжня подача - зворотно-поступальний рух столу здійснюється від гідроциліндра Ц2. Стіл переміщається по направляючим кочення. Гідропривід забезпечує безступінчасте регулювання швидкості в межах 0,1 -10 м / хв. Для тонкої поздовжньої подачі при шліфуванні внутрішнього торця заготовки призначений нерухомий 2 і рухливий 3 упори.
Ручна поздовжня подача здійснюється маховичком 1 через передачі z = 22-60, z = 22-60 і рейкову пару (z = 18, z = 2,5 мм). Гідроплунжер ЦЗ автоматично відключає механічне переміщення при включенні гідроприводу столу. При цьому рейкове колесо вийде із зачеплення з рейкою, а гідроплунжер ЦЗ зафіксується за допомогою кульок.
Поперечна подача шліфувального круга здійснюється від електродвигуна постійного струму М3 (N = 0,12 кВт, n = 300 ... 3000 хв-1); через черв'ячні пари z = 1-50 і z = 1-27 одержує обертання кулачок 9, тоді ролик 8 повертає через штовхач 7 гвинт XI поперечної подачі, який, переміщаючись щодо нерухомої гайки, відштовхується від неї і створює поперечне переміщення бабки по напрямних кочення, долаючи опір пружини 11. Відлік переміщення ведеться по лімбу 10.
Ручна налагоджувальна поперечна подача здійснюється при обертанні лімба 6, при цьому через зубчасті колеса z = 17-102 отримує переміщення гвинт XII з кроком Р = 6 мм щодо нерухомої кулькової гайки.
Компенсація зносу шліфувального круга (подача на правку) здійснюється при переміщенні гідро розподільника Г1, конструктивно пов'язаного з собачкою 4, яка повертає храповик z = 200. Далі рух передається аналогічно ручним налагоджуваним переміщенням. Установку величини компенсації здійснюють маховичком 5, пов'язаним муфтою М1 з колесом z = 32. При повороті колеса z = 32 одержує обертання сектор z = 128, с яким жорстко пов'язана перекриша. Перекриша повертається на відповідний кут і в зачеплення з собачкою 4 входить визначене число зубів храповика, тим самим змінюється величина подачі при виправлення від 0,005 до 0,05 мм. Мінімальну подачу отримаємо при повороті храповика на один зуб
1
Цикл роботи верстата залежить від розташування упорів, установлених на кулачку 9. При обертанні кулачка упори по черзі натискають на важелі, що діють на відповідні мікроперемикачі, які дають команди механізмам, керуючим робочим циклом верстата. Цикл включає підведення столу в робочу зону, швидке підведення шліфувальної бабки, перше попереднє шліфування, попереднє виходжування, швидке відведення шліфувальної бабки, першу правку кола, швидке підведення бабки, друге попереднє шліфування, попереднє виходжування, швидке відведення бабки, другу правку кола, швидке підведення бабки до деталі, чистове шліфування, чистове виходжування, швидке відведення круга і стола, зарядку механізму подач.
Апарат редагування повертається в робоче положення і назад гідроплунжером Ц4.
Торцешліфувальне пристосування служить для шліфування зовнішнього торця заготовки. Круг одержує обертання від асинхронного електродвигуна М4 (N = 1,5 кВт, n = 2860 хв-1) через клинопасову передачу. Налагоджувальне ручне переміщення кола здійснюється маховичком 13 через колеса з внутрішнім зачепленням z = 14-49, рейкове колесо z = 1 і круглу рейку ms = 1,5 мм. Тонка подача кола на врізання здійснюється маховичком 12 через черв'ячну пару z = 2-52; на ступиці червячно колеса z = 52 виконана різьба, з’єднується з зовнішнім різьбленням гільзи торця шпинделя. Поворот хобота з торцевим шпинделем в робоче положення здійснюється гідроплунжером Ц5.