

10.Ознайомлення з роботою інших фрезерних верстатів ( поздовжньо - фрезерних, барабанно - фрезерних).
Поздовжньо-фрезерні верстати призначені для обробки горизонтальних, вертикальних, похилих і фасонних поверхонь деталей торцевими, циліндричними і фасонними фрезами. Верстати випускають одно - і двох стійковими, з одним або декількома шпинделями.
Поздовжньо-фрезерні верстати мають робочий стіл, що здійснює лише повздовжнє переміщення. Головним рухом в поздовжньо-фрезерних верстатах є обертальний рух шпинделя бабок, а рухами подач – повздовжній рух столу і відповідні переміщення шпиндельних бабок. Окрім робочих рухів верстати мають зазвичай наступні допоміжні рухи: швидкі повздовжні переміщення столу; швидкі переміщення шпиндельних бабок; швидкий підйом або опускання траверси; переміщення гільз шпинделів кожної шпиндельної бабки для точної установки фрез на потрібну товщину шару, що зрізується; поворот будь-якої з шпиндельних бабок для установки фрези під потрібним кутом (у верстатів з поворотними шпиндельними бабками). Ширина столу повздовжньо – фрезерних верстатів знаходиться в межах 320–5000 мм, а довжина 1000–12 500 мм і більше. Кожен шпиндель приводиться в рух від окремого електродвигуна.
Сучасні повздовжньо – фрезерні верстати мають високу продуктивність. Машинний час при обробці скорочується в результаті високих швидкостей шпинделів, високих подач, великих тягових сил приводів подач і достатніх потужностей шпиндельних бабок. Допоміжний час скорочується в результаті механізації допоміжних операцій, при використанні дистанційного керування верстатом з одного підвісного пульта. У конструкціях верстатів передбачені можливість наладки з пульта управління будь-якого режиму роботи, дистанційне безступінчасте регулювання подач (для верстатів з шириною столу 500 мм і більше), затиск і відтискання переміщуваних вузлів, їх переміщення, механізоване прибирання стружки із зон різання і інші види механізації.
В повздовжньо – фрезерних верстатах нерухома станина являється основою, до якої в двох стійкових верстатах кріплять дві стійки без поперечини або з поперечиною, а в одно стійкових – одну стійку, що несе консольну траверсу.
Двох стійковий повздовжньо – фрезерний верстат з неповоротними шпиндельними бабками показаний на рис.10.1, одно стійковий верстат з неповоротною шпиндельною бабкою – на рис.10.2. Схеми компоновок одно стійкових і двох стійкових верстатів приведені на рис.10.3.
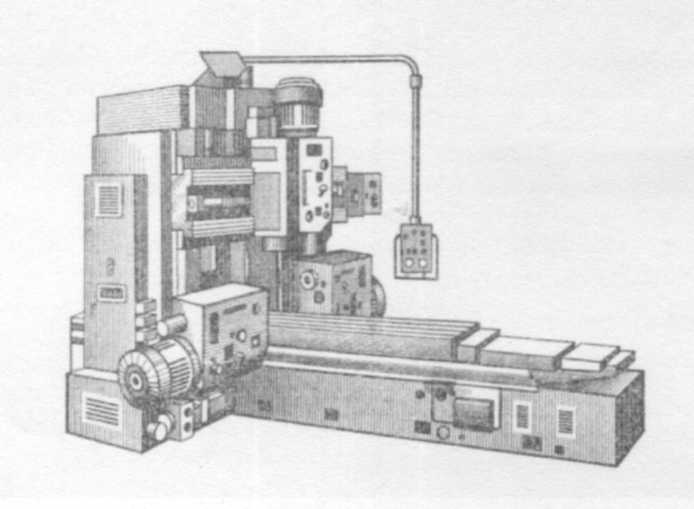
Рис. 10.1. Двох стійковий поздовжньо-фрезерний верстат.
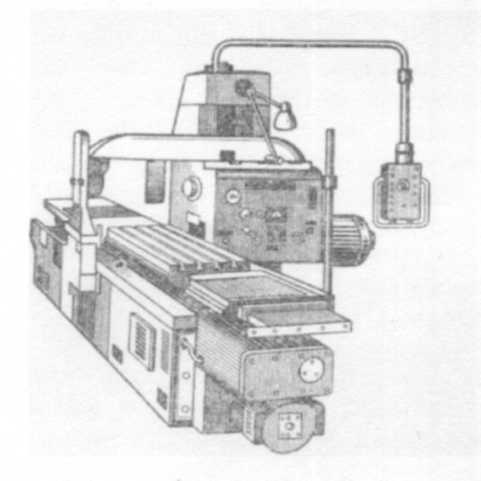
Рис.10.2. Одностійковий поздовжньо-фрезерний верстат.
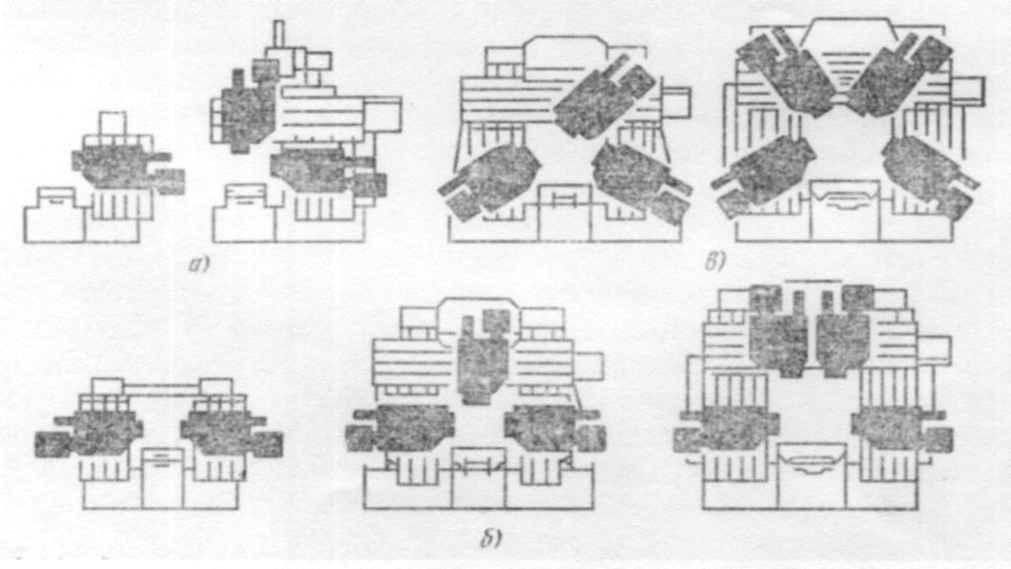
Рис.10.3. Схеми компоновок поздовжньо-фрезерних верстатів: а – одно стійкових; б – двох стійкових з нерухомими шпиндельними бабками; в – двох стійкових з поворотними шпиндельними бабками.
11.Верстат моделі 6р13ф3: призначення, технічна характеристика, кінематика рухів.
Верстат призначений для обробки заготовок складного профілю зі сталі, чавуну, важкооброблюваних сталей і кольорових металів в умовах одиничного і серійного виробництва. Як інструмент застосовують кінцеві, торцеві, кутові, сферичні і фасонні фрези, свердла, зенкери. Клас точності верстата Н.
Технічна характеристика верстата: Розміри робочої поверхні столу (ширина × довжина) 400 × 1600 мм; число частот обертання шпинделя 18; межі частот обертання шпинделя 40-2000 хв-1; межі робочих подач (безступінчасте регулювання) столу і повзуна 10-2000 мм / хв.; швидкість швидкого переміщення столу і повзуна 4800 мм / хв.; габаритні розміри верстата 3200x2465x2670 мм.
Пристрій ЧПК - контурний типу НЗЗ-2М. Програмоносій - вісьмідоріжкова перфострічка, код ISO-7bit. Геометрична інформація задається в пристрої. Інтерполятор - лінійно-круговий. Число керованих координат 3, кількість одночасно керованих координат при лінійній інтерполяції 3, при круговій 2. Дискретність по осях координат X ', Y', Z 0,01 мм. Просторова обробка досягається поєднанням руху столу за двома координатами (X і У) і вертикального переміщення повзуна з ріжучим інструментом (координата 1). Можлива робота в режимі перенабора з введенням програми в пристрій ЧПК безпосередньо оператором за допомогою клавіатури.
Основні механізми і рухи в верстаті. Базою верстата (рис. 11.2. і рис.11.3.) є станина А, що має жорстку конструкцію за рахунок розвинутої підставки і великої кількості ребер. За вертикальними напрямними корпусу станини рухається консоль Е (установче переміщення). За горизонтальними (прямокутного профілю) напрямними консолі переміщується в поперечному напрямі механізм стіл - салазки Д (подача по осі У '), а по напрямних салазок в поздовжньому напрямку - стіл (подача по осі X'). У корпусі консолі змонтовані приводи поперечної і вертикальної подачі, а в корпусі салазок привод поздовжньої подачі. Головний рух фреза отримує від коробки швидкостей Б. У шпиндельній голівці У встановлений привід вертикальних переміщень повзуна Г по осі Z.

Рис.11.1. Загальний вигляд верстата.
Кінематика верстата. Головний рух - шпиндель VIII одержує від обертання асинхронного електродвигуна М1 (N = 7,5 кВт, n = 1450 хв-1) через коробку швидкостей з трьома пересувними блоками зубчастих коліс Б1, Б2, Б3 і передачі z = 39-39, z = 42-41 -42 в шпиндельної голівці. Механізм перемикання блоків забезпечує отримання 18 частот обертання і дозволяє вибирати необхідну частоту обертання без послідовного про ¬ ходіння проміжних ступенів. Рівняння кінематичного ланцюга для мінімальної частоти обертання шпинделя
nmin= -1.
-1.
Інструмент у оправці кріплять поза верстатом за допомогою змінних шомполів. Оправка має зовнішній конус 50 і внутрішній конус Морзе № 4.
Для кріплення інструменту з конусами Морзе № 2 і 3 застосовують змінні втулки. Зажим інструмента здійснюється електромеханічним пристроєм. Змазування підшипників і зубчастих коліс коробки швидкостей здійснюється від плунжерного насоса, розташованого усередині коробки швидкостей.
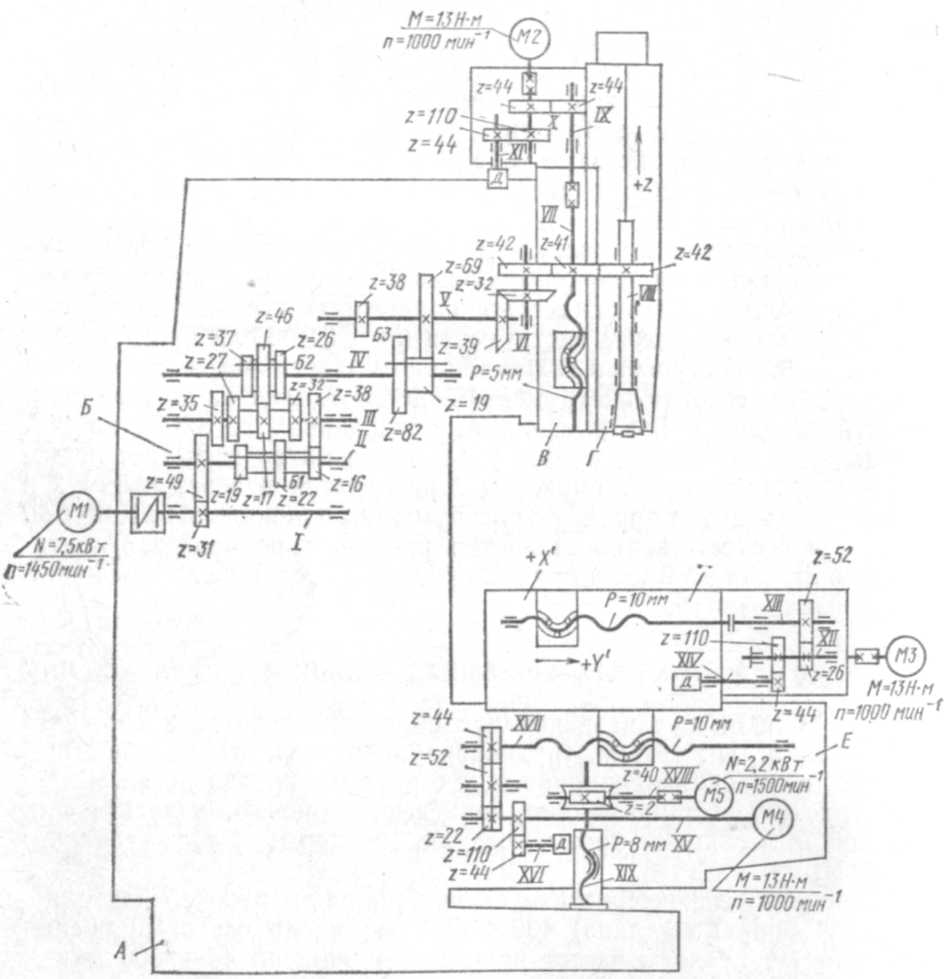
Рис.11.2.Кінематична схема вертикально-фрезерного верстата 6Р13Ф3-37 з ЧПК .
Рухи подач. Вертикальна подача повзуна із змонтованим в ньому шпинделем здійснюється від високомоментних двигуна М2 (М = 13 Н × м, n = 1000 хв-1) через зубчасту пару z = 44-44 і передачу гвинт-гайка кочення VII з кроком Р = 5 мм. Передбачено ручне переміщення повзуна. На валу XI встановлений датчик зворотного зв'язку-трансформатор типу ВТМ-1В.
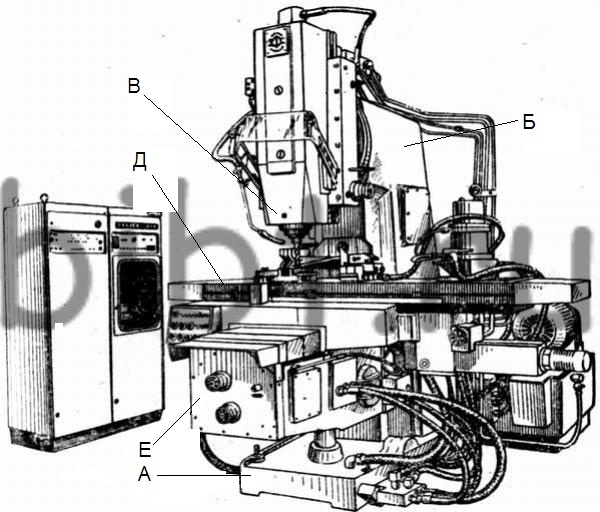
Рис.11.3. Загальний вигляд верстата.
Поперечна подача салазок здійснюється від високомоментного двигуна М4 (М = 13 Н × м, n= 1000 хв-1), через беззазорний редуктор z = 22-52-44 і гвинт-гайку кочення XVII з кроком Р = 10 мм. Зазор в косозубих циліндричних колесах 1, 3 і 5 редуктора (рис.11.4) усувають шліфуванням півкілець 2 і 4, що встановлюються між колесами 3 і 5.
Повздовжня подача столу походить від високомоментних електродвигуна М3 (див. рис. 11.2) через беззазорний редуктор z = 26-52 і гвинт-гайку кочення XIII з кроком Р = 10 мм. У редукторах подовжнього і поперечного переміщень встановлені датчики зворотного зв'язку-трансформатори типу ВТМ-1В. Зазор в направляючих столу і санчат вибирають клинами. Зазор в передачах гвинт-гайка кочення усувають поворотом обох гайок в одну сторону на потрібне число зубів.
Допоміжні руху. Спеціальними шестигранними виводами можна проводити ручні переміщення за координатами X' і Y'. Установча вертикальна подача консолі здійснюється від електродвигуна М5 = 2,2 кВт, n = 1500 хв-1) через черв’ячну пару z = 2-40 і ходовий гвинт XIX.
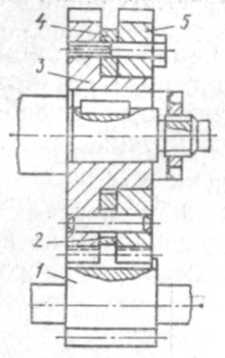
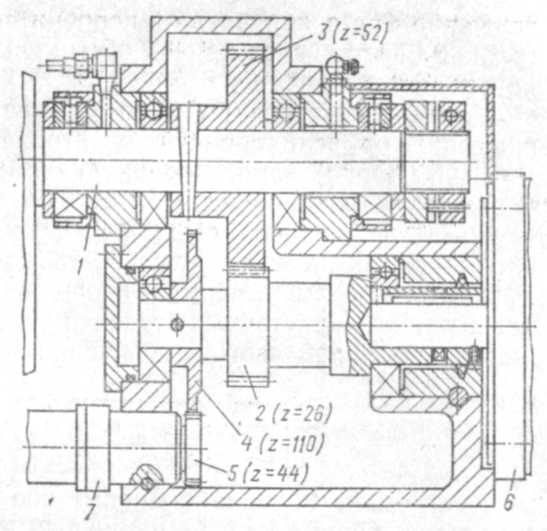
Рис. 11.4. Схема усунення зазору Рис. 11.5. Редуктор поздовжньої
в редукторі поперечної подачі подачі верстата 6Р13Ф3-37.
верстата 6Р13Ф3-37 .
Розріз редуктора поздовжньої подачі показано на (рис. 11.5.). Від двигуна 6 рух передається гвинту кочення 1 через зубчасту передачу 2-3. Трансформатор 7 пов'язаний з валом двигуна через зубчасті колеса 4-5. Змазування редуктора здійснюється розбризкуванням.