

2.3. Технологический процесс дефектации детали
В расчетно-пояснительной записке указывают назначение процесса дефектации, излагают общие требования по выявлению дефектов детали, приводят обоснование методов и средств контроля и карту технологического процесса дефектации (рисунок 4). Исходными данными для составления технологического процесса дефектации являются технические требования на ремонт машины, к которой принадлежит деталь.
При проектировании технологического процесса дефектации составляют карту эскизов детали и карту технологического процесса дефектации.
Карта эскизов. На эскизе детали должны быть показаны все поверхности, подлежащие контролю. Необходимое число изображений (видов, разрезов, сечений, выносных элементов) устанавливают из условия наглядности и ясности расположения контролируемых поверхностей.
В зависимости от размеров изображения на эскизе и объеме текстового и табличного материала, помещаемого на свободном поле карты, выбирают формат карты по ГОСТ 2.301-68; при этом предпочтительным следует считать формат А4.
Поверхности и размеры, подлежащие контролю при дефектации, указывают на эскизе с помощью линии-выноски, отводимой от контролируемой поверхности или размера. Линию-выноску соединяют:
с цифрой, указывающей порядковый номер (1,2,3…и т.д.) последовательности контроля дефекта с приставкой буквенного обозначения-заключения – “Б” (браковать) или “Р” (ремонтировать);
с полкой, где сверху указан нормальный размер контролируемой поверхности (по чертежу), снизу – допустимый при ремонте.
Допускается указывать нормальный и допустимый размеры соответственно сверху и снизу размерной линии.
Цифру номера дефекта с приставкой буквенного обозначения заключения по дефекту (например, “1Б”, “8Р”) помещают в прямоугольной рамке 8х6 мм, которую соединяют с линией выноской.
Нормальные и допустимые значения параметров отклонения формы и расположения поверхностей указывают по правилам, установленным ГОСТ 2.308-79. Нормальные и допустимые значения параметров указывают в виде дроби в строчку: в числителе – нормальное значение, в знаменателе – допустимое при ремонте.
Карта технологического процесса дефектации. Карту оформляют на отдельных листах формата А4. Карта технологического процесса дефектации представляет собой таблицу в которой указываются:
наименование и обозначение изделия;
марка материала изделия;
номер дефекта по карте эскизов и содержание операции по выявлению дефекта
контролируемые размеры по чертежу номинальное допутимое и измеренное значение
наименование приспособления и измерительного инструмента
В таблице указывают количество исполнителей при выполнении операций (Кр), разряд работ (Р) и типовой норматив трудоемкости дефектации детали (Тпз / Тшт ). В курсовом проекте данные графы допускается не заполнять.
Пример оформления технологической карты дефектации приведен на рисунке 4.
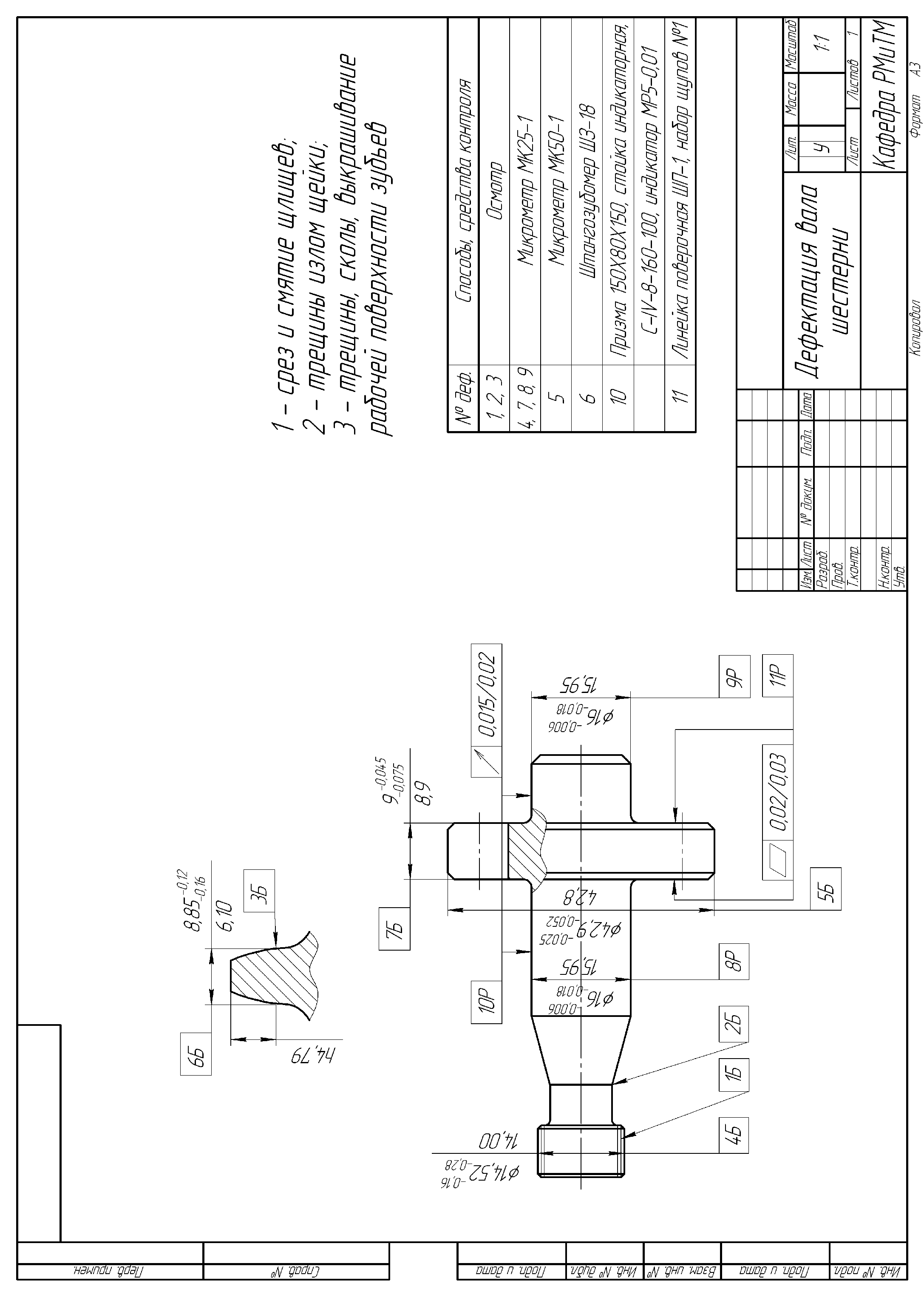
Рисунок 4 - Образец оформления технологической карты дефектации детали
2.4. Технологический процесс восстановления детали
Проектирование технологического процесса восстановления деталей выполняется примерно в следующей последовательности:
1) изучается техническая характеристика и технические требования к детали; характеризуется деталь, указывается ее наименование, число деталей в сборочной единице, твердость, масса, функции детали в сборочной единице; указывается, с какими деталями сопрягаются поверхности, подлежащие восстановлению, характер их соединения; рассматриваются условия работы детали (вид трения, характер действия нагрузки и агрессивной среды);
2) определяется сочетание дефектов, входящих в каждый маршрут;
3) делается анализ возможных способов устранения отдельных дефектов, определяется наиболее рациональный из них;
4) выбираются технологические базы;
5) составляются планы технологических операций для каждого маршрута;
6) выбираются средства технологического оснащения (оборудование, приспособления и измерительный инструмент);
7) выбираются и рассчитываются технологические режимы (резания, наплавки и других процессов);
8) обосновываются операционные допуски и припуски на обработку;
9) проводится нормирование операций;
10) разрабатывается технологическая документация.
Основными организационными формами восстановления детали на ремонтных предприятиях являются: подефектная, маршрутная, маршрутно-групповая.
Подефектная технология применяется в том случае если программа восстановления не большая, технологический процесс восстановления разрабатывается на каждый дефект в отдельности.
Маршрутная технология предусматривает составление технологии на комплекс дефектов, которые устраняют в определенной последовательности называемой маршрутом.
Маршрутно-групповая технология предусматривает разбивку дефектных деталей на классы и группы и разработку типового маршрутного технологического процесса.