

1.2. Пример расчета насадочного абсорбера
Геометрические размеры колонного массообменного аппарата определяются в основном поверхностью массопередачи, необходимой для проведения данного процесса, и скоростями фаз.
Поверхность массопередачи может быть найдена из основного уравнения массопередачи [1]:
![]() ,
(1.1)
,
(1.1)
где
![]() ,
,
![]() – коэффициенты массопередачи
соответственно по жидкой и газовой
фазам, кг/(м²·с).
– коэффициенты массопередачи
соответственно по жидкой и газовой
фазам, кг/(м²·с).
1.2.1. Масса поглощаемого вещества и расход поглотителя
Массу бензольных углеводородов (БУ), переходящих в процессе абсорбции из газовой смеси (Г) в поглотитель за единицу времени, находят из уравнения материального баланса:
![]() (1.2)
(1.2)
где
L,
G
– расходы соответственно чистого
поглотителя и инертной части газа, кг/с;
![]() ,
,
![]() – начальная и конечная концентрации
бензольных углеводородов в поглотительном
масле, кг · БУ/кг · М;
– начальная и конечная концентрации
бензольных углеводородов в поглотительном
масле, кг · БУ/кг · М;
![]() ,
,
![]() – начальная и конечная концентрация
бензольных углеводородов в газе, кг ·
БУ/кг · Г.
– начальная и конечная концентрация
бензольных углеводородов в газе, кг ·
БУ/кг · Г.
Выразим составы фаз, нагрузки по газу и жидкости в выбранной для расчета размерности:
![]() (1.3)
(1.3)
где
![]() – средняя плотность коксового газа при
нормальных условиях [2].
– средняя плотность коксового газа при
нормальных условиях [2].
Получим:
![]() кг
· БН/кг · Г;
кг
· БН/кг · Г;
![]() кг
· БУ/кг · Г;
кг
· БУ/кг · Г;
![]() кг
· БУ/кг · М.
кг
· БУ/кг · М.
Конечная
концентрация бензольных углеводородов
в поглотительном масле
обусловливает его расход (который в
свою очередь влияет на размеры как
абсорбера, так и десорбера), а также
часть энергетических затрат, связанных
с перекачиванием жидкости и ее
регенерацией. Поэтому
выбирают, исходя из оптимального расхода
поглотителя [3]. Для коксохимических
производств расход поглотительного
каменноугольного масла L
принимают
в
1,5 раза больше минимального
![]() [4].
В этом случае конечную концентрацию
определяют из уравнения материального
баланса, используя данные по равновесию
(см. рис. 1.2 и 1.3):
[4].
В этом случае конечную концентрацию
определяют из уравнения материального
баланса, используя данные по равновесию
(см. рис. 1.2 и 1.3):
![]() (1.4)
(1.4)
Отсюда:
![]() кг
· БУ/кг · М,
кг
· БУ/кг · М,
где
![]() – концентрация бензольных углеводородов
в жидкости, равновесная с газом начального
состава.
– концентрация бензольных углеводородов
в жидкости, равновесная с газом начального
состава.
Расход инертной части газа:
![]() ,
(1.5)
,
(1.5)
где
![]() – объемная доля бензольных углеводородов
в газе, равная
– объемная доля бензольных углеводородов
в газе, равная
![]()
![]()
где
![]() – мольная масса бензольных углеводородов
[4].
– мольная масса бензольных углеводородов
[4].
Тогда:
G = 13,9·(1 – 0,0094)·(0,44 – 0,035) = 5,577 кг/с.
Производительность абсорбера по поглощаемому компоненту равна:
![]() кг/с.
кг/с.
Расход поглотителя (каменноугольного масла) равен:
![]() кг/с.
кг/с.
Тогда соотношение расходов фаз, или удельный расход поглотителя, составит:
![]() кг/кг.
(1.6)
кг/кг.
(1.6)
1.2.2. Движущая сила массопередачи
Движущая сила, в соответствии с уравнением (1.1), может быть выражена в единицах концентраций как жидкой, так и газовой фаз. Для случая линейной равновесной зависимости между составами фаз, принимая модель идеального вытеснения в потоках обеих фаз, определим движущую силу в единицах концентраций газовой фазы [1]:
![]() ,
(1.7)
,
(1.7)
где
![]() и
и
![]() – большая и меньшая движущие силы на
входе потоков в абсорбер и на выходе из
него, кг · БУ/кг · Г (рис. 1.2 и 1.3).
– большая и меньшая движущие силы на
входе потоков в абсорбер и на выходе из
него, кг · БУ/кг · Г (рис. 1.2 и 1.3).
В данном примере:
![]() ,
,
![]()
где
![]() и
и
![]() –
концентрации бензольных углеводородов
в газе, равновесные с концентрациями в
жидкой фазе (поглотителе) соответственно
на входе в абсорбер и на выходе из него
(см. рис. 1.2):
–
концентрации бензольных углеводородов
в газе, равновесные с концентрациями в
жидкой фазе (поглотителе) соответственно
на входе в абсорбер и на выходе из него
(см. рис. 1.2):
![]() кг
· БУ/кг · Г;
кг
· БУ/кг · Г;
![]() кг
· БУ/кг · Г;
кг
· БУ/кг · Г;
![]() кг
· БУ/кг · Г;
кг
· БУ/кг · Г;

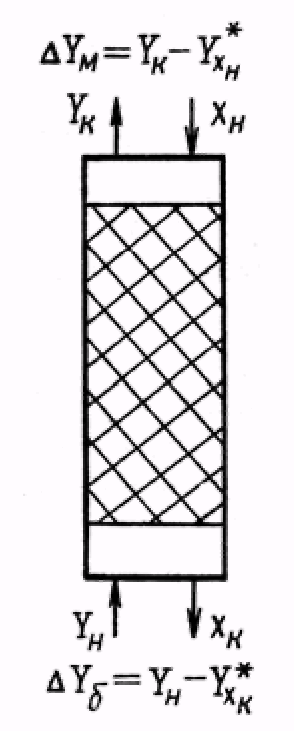
Рис. 1.2. Зависимость между содержанием Рис. 1.3. Схема распределения
бензольных углеводородов в коксовом газе Y концентраций в газовом
и каменноугольном масле X при 30 °С и жидкостном потоках
в адсорбере