

Техноекологія виробництво сталі
Сталь є основним конструкційним матеріалом для машинобудування, промислового будівництва, транспортних засобів і т. ін. Швидкий розвиток промисловості і сільського господарства був би неможливий без задоволення потреб в сучасній машинній техніці і металевих матеріалах. Внаслідок своєї розповсюдженості в природі та відносно малої вартості способів отримання заліза і його сплавів вони займають головне місце в народному господарстві.
Залізо в чистому вигляді в промисловості отримують і споживають в незначній кількості. Основну масу заліза отримують і споживають у вигляді сплавів – сталі і чавуну, що називаються чорними металами. Частка сталі в загальному споживанні чорних металів складає десь 90%, тобто сталь є основним видом металу, що використовується для створення сучасної техніки. Це пояснюється тим, що, по-перше, сталь є чудовим конструкційним матеріалом (має високу міцність і стійкість до зносу, добре зберігає форму в різних виробах, відносно легко піддається обробці тиском, зварюванню і т.ін.); по-друге, основний компонент сталі – залізо – є розповсюдженим елементом в земній корі (займає друге місце після алюмінію), знаходиться у вигляді великих шарів залізовмісних мінералів, що називаються рудами. Залізо може бути відносно легко отримано з руд, в яких воно звичайно знаходиться у вигляді оксидів.
Сталь – це сплав заліза з вуглецем та іншими хімічними елементами. В цьому сплаві залізо є основою (розчинником), а інші елементи – домішками, розчиненими в залізі. Домішки можуть впливати на властивості сталі як позитивно, так і негативно, тому їх поділяють на корисні і шкідливі. Корисні домішки в основному впливають на властивості кристалів (зерен), а шкідливі домішки погіршують міжкристалічні зв’язки. В сталях більшості марок корисною домішкою є вуглець. Такі сталі називають вуглецевими. Вміст вуглецю у вуглецевих сталях найчастіше становить 0,05-0,5%, але іноді може досягати 1,2% (теоретично до 2,14%). У вуглецевих сталях корисними домішками можуть бути марганець (0,3-0,6%) і кремній (0,15-0,3%). Вміст шкідливих домішок, якими звичайно є сірка, фосфор, кисень і азот, обмежуються сотими і тисячними долями відсотка.
Змінюючи вміст вуглецю в залізовуглецевому сплаві і піддаючи його різним видам термічної обробки, можна отримати сталі з різними механічними властивостями. Найбільш високоміцною сталлю з m = 3,5-4 ГПа ( m – тимчасова межа міцності) є високовуглецева (нелегована) сталь. Але вуглецеві сталі мають істотні недоліки: висока критична швидкість гартування (найменша швидкість охолодження, при якій утворюється мартенсит); погана прожарюваність (глибина проникнення гартування від охолоджуваної поверхні до центра); погана антикорозійна стійкість тощо.
Введення в сталь у певній кількості елементів, названих легуючими, дозволяє позбавити вказаних недоліків вуглецевої сталі, покращити її механічні властивості, а також отримувати ті чи інші особливі фізико-хімічні властивості, яких вуглецева сталь не має. Таку сталь називають легованою. Вплив легуючих елементів на властивості сталі різноманітний, тому додаючи їх у певній кількості і сполученнях, можна отримати сталі з різними властивостями.
Фізико-хімічні властивості сталі, що визначають її якість, тобто ступінь відповідності для використання за призначенням або здатність задовольняти потреби споживачів, можна розділити на дві групи. До першої групи належать властивості, що визначають технологічність сталі, тобто здатність сталі підлягати тій чи іншій обробці (тиском, термохімічній і т.ін.) при отриманні готових виробів. До другої групи належать властивості, що визначають здатність сталі забезпечувати надійну і довготривалу придатність у готових виробах.
Поділ хімічних елементів, що є домішками сталі, на корисні і шкідливі, деякою мірою носить умовний характер. Так, в більшості марок сталі вуглець – корисна домішка, а в електротехнічних, корозійностійких сталях – шкідлива. Хром, нікель і деякі інші елементи покращують властивості багатьох легованих сталей, але для деяких сталей вони є шкідливими домішками. Сірка, фосфор і азот є для більшості сталей шкідливими домішками, а в деяких випадках їх використовують як легуючі елементи.
За якістю. Сталі звичайно поділяють на такі групи: звичайна, якісна і високоякісна. Різниця між цими групами полягає в допустимих вмістах шкідливих домішок (в першу чергу сірки і фосфору), а також в особливих умовах по вмісту неметалевих домішок, газів і домішок кольорових металів. Академік М.Т. Гудцов запропонував класифікувати домішки, що містяться в сталі, на такі чотири групи:
1. Постійні або звичайні домішки (Mn, Si, S, P), що містяться в тій чи іншій кількості в будь-яких сталях; вміст цих домішок регламентується стандартами.
2. Приховані домішки (O, H, N), що присутні в сталях в дуже малих кількостях; методи
визначення їх вмісту складні, тому вміст цих елементів у звичайних технічних умовах не вказується.
3. Випадкові домішки, тобто домішки, що потрапили в сталь з шихтових матеріалів випадково.
4. Легуючі елементи, які спеціально вводять у сталь в певних кількостях для зміни її будови та властивостей.
За складом. Розрізняють сталі: вуглецеві, хромові, хромонікелеві, марганцеві і т.ін.
За характером застигання сталі у виливницях. Розрізняють сталі: спокійні, киплячі і
напівспокійні. Поведінка металу при кристалізації у виливницях залежить від ступеня його розкисленості: чим повніше розкислена сталь, тим спокійніше кристалізується зливок.
За способом виробництва. Сталь класифікують:
1. За типом агрегату (конверторна, мартенівська, електросталь, сталь електрошлакового переплаву тощо).
2. За технологією (основна і кисла мартенівська, основна і кисла електросталь, оброблена вакуумом, синтетичними шлаками, продувкою інертними газами і т.ін.).
3. За станом: в твердому стані (губчасте залізо – продукт прямого відновлення), в елекролітичному (продукт електролізу залізовмісних матеріалів), в порошкоподібному (продукт процесів розпилення на маленькі краплини рідкої сталі), в тістоподібному (продукт сиродутного, кричного, пудлінгового заліза, продукт процесу Байєрс-Астон), в рідкому, литому (продукт конверторного, мартенівського та ін. процесів).
Чорна металургія серед інших галузей промисловості і народного господарства є одним з основних джерел викидів, що забруднюють довкілля. Зі збільшенням виплавки металу значно зростає викид газів та пилу, різних відходів виробництва, що забруднюють довкілля. Відомо, що на 1 млн. т річного виробництва металургійного заводу середній валовий винос пилу складає 350 т на добу. При цьому одночасно виділяється до 200 т на добу сірчаного ангідриду і до 400 т на добу окису вуглецю.
Чорна металургія належить до виробництва, яке при сучасній технології виготовлення металів сильно забруднює навколишнє середовище. Саме тому райони високої просторової концентрації галузі відносяться до екологічно небезпечних. Успішно розв’язати екологічну проблему в цих районах – важливе регіональне економічне і соціальне завдання.
Сталь є основним сплавом, що використовується в усіх галузях сучасної техніки для виготовлення найрізноманітніших конструкцій, машин та їх деталей. Сталь, як і чавун, являє собою сплав заліза з вуглецем та іншими домішками, але відрізняється від нього меншим вмістом їх. Тому процес одержання сталі з чавуну зводиться до окислення домішок чавуну до потрібних меж чистим киснем або киснем повітря чи руди. Цього досягають двома способами: конверторним та мартенівським.
Мартенівський спосіб. Цей спосіб може бути кислим або основним. На металургійних заводах країни мартенівська сталь виробляється основним скрап-рудним процесом, металева шихта якого складається з 55-65% рідкого чавуну і 45-35% залізостального лому. Кислим мартенівським способом сталь виплавляють лише на деяких машинобудівних заводах. Мартенівський процес не може відбуватися без використання зовнішніх джерел тепла. Для опалення мартенівських печей використовується газоподібне чи рідке паливо – природний, коксовий і генераторний гази та мазут.
Одноканальна мартенівська піч (рис. 3.7) складається з верхньої будівлі (частина мартенівської печі, що знаходиться над робочим майданчиком) та нижньої будівлі (частина мартенівської печі, що знаходиться під робочим майданчиком). До верхньої будівлі належить плавильний або робочий простір печі 1, який обмежений подом, відкосами, передньою та задньою стінками та склепінням; в торцях плавильного простору знаходяться головки печі 2, що служать для підведення палива і повітря та відводу продуктів згоряння; головки печі з’єднані за допомогою вертикальних каналів 3 з нижньою будівлею печі.
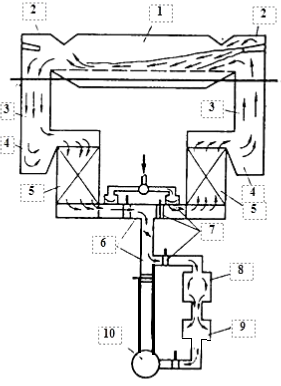
Рисунок 3.7 - Одноканальна мартенівська піч
До нижньої будівлі печі належать: частина вертикальних каналів під робочою площею;
шлаковики 4, що служать для уловлювання часток пилу і шлаку з продуктів згоряння; регенератори 5 з регенеративними решітками, що служать для акумуляції тепла, яке виноситься продуктами згоряння, і для нагріву повітря (або повітря та газу); лежак 6, що служить для відводу продуктів згоряння і для відводу повітря (або повітря та газу); реверсивні і регулюючі клапани та заслони (шибери) 7, що служать для здійснення реверсування факела полум’я.
За мартенівськими печами знаходяться: котли-утилізатори 8, що служать для утилізації тепла відхідних продуктів згоряння; газоочисники 9 для очищення продуктів згоряння від пилу; димарі 10 для створення разом з димососами необхідного розрідження для евакуації продуктів згоряння з печі, розсіювання шкідливих викидів. Мартенівські печі симетричні за своєю конструкцією. Якщо ліва частина служить для відводу продуктів згоряння, то права частина – для підведення газу і повітря. При реверсуванні факела призначення лівої та правої частин печі змінюється навпаки. Реверсування факела проводять через 5-20 хв., залежно від періоду плавки і температури нагріву насадки регенераторів.
Суть процесу полягає в тому, що металеву шихту в мартенівські печі завантажують завалочними машинами. При скрап-процесі спочатку завалюють брухт і вапняк, потім чавун, при скрап-рудному процесі – спочатку залізну руду та вапняк, а потім рідкий чавун. Чавун заливають з ковша по жолобу, що встановлюється у завальному вікні. Залежно від величини печі і ступеня механізації завалка триває від 2 до 3 годин. Одночасно з завалкою шихти в піч подають паливо і повітря (поперемінно через праві і ліві головки печі).
Підігрівання продуктів горіння забезпечує при згорянні палива в робочому просторі температуру близько 2000°С. При роботі на рідкому паливі регенератори підігрівають тільки повітря, а нафта або мазут подаються форсунками, що встановлені в каналах головок печей.
Процес одержання сталі в мартенівській печі поділяють на три періоди.
Перший період – плавлення – починається незабаром після початку завантаження. Після закінчення завантаження розплавлення відбувається інтенсивніше, бо зменшуються втрати тепла. Під час плавлення треба вводити в піч якнайбільшу кількість тепла. Це захищає метал від розчинення в ньому газів і надмірного окислення. Період плавлення характеризується окисними реакціями: окислюється кремній, марганець, залізо, фосфор. Одночасно утворюється велика кількість закису заліза FeO, який є основним окислювачем домішок – кремнію, марганцю, фосфору.
Другий період – окислення – характеризується енергійним окисленням вуглецю за рахунок FeO. Це окислення відбувається за реакцією:
FeO+C=Fe+CO-Q
Гази, що утворюються при цьому, намагаючись вирватися з ванни, приходять у стан кипіння, тому другий період плавки називається періодом кипіння. Вигоряння вуглецю триває 2-3 год.
Після одержання потрібного проценту вуглецю закінчується другий період плавки.
Третій період – розкислення. Мета розкислення та сама, що і при конверторному способі, ізастосовуються ті самі розкислювачі: феросиліцій, феромарганець, алюміній. Важчі розкислювачі завантажують прямо у піч, легші – у жолоб або в ківш. Іноді для перевірки розкисленості сталі роблять пробу. Застиглий розжарений кусок сталі кують; при поганій розкисленості виникають тріщини. Коли в мартенівській печі виплавляють леговану сталь, після розкислення в неї вводять легуючі елементи: феротитан, ферохром, висококремнистий феросиліцій та ін. Щоб одержати нікелеву сталь, вводять чистий нікель, феронікель чи нікелевий брухт.
Після закінчення плавки сталь випускають у ківш. Процес плавлення триває 5-8 год., при швидкісному сталеварінні строки зменшуються до 4,5-5,5 год. Найважливішим фактором
підвищення продуктивності мартенівських печей є впровадження нової прогресивної технології, насамперед застосування кисню в мартенівській плавці.
Кисень вводять при плавці двома способами: а) збагачуючи факел полум’я в період завалки і розплавлення шихтових матеріалів; б) продуваючи рідку ванну в період вигоряння вуглецю.
Застосування кисню підвищує продуктивність мартенівської плавки на 15-25%. Особливо ефективних результатів досягають у печах великої ємкості.
У мартенівських печах виплавляють якісну вуглецеву конструкційну та інструментальну сталь, а також низьколеговану і середньолеговану. Сталь, виплавлену в мартенівських печах, застосовують для виготовлення прокату та поковок. З неї роблять рейки, ресори, балки та інші деталі машин. Отже, головною перевагою мартенівського процесу є його універсальність, а недоліками є велика тривалість процесу та значні витрати палива.
зв’язку з цим в нашій країні та за її межами зупинено будівництво нових мартенівських цехів та печей, а нові заводи по виробництву сталі створюються шляхом будівництва киснево-конверторних цехів з агрегатами великої одиничної садки та високої річної продуктивності. Для футеровки кисневих конверторів використовуються основні вогнетриви. Переробний чавун та залізний брухт так само, як і в мартенівському процесі, є головними складовими металевої шихти для киснево-конверторного процесу. В залежності від кількості потрібного залізного брухту, якості флюсуючих матеріалів, інтенсивності продувки, способу розливання та інших факторів проводиться вибір оптимального хімічного складу переробного чавуну. При продувці чавуну киснем в конверторі утворюються дві зони: зона продувки, в якій окислюється більше заліза, і вдуваний кисень безпосередньо стикається з рідким металом; зона циркуляції, в якій відбувається окислення домішок за рахунок кисню, що потрапляє в метал в результаті розчинення в ньому окису заліза. Головним джерелом тепла киснево-конверторної плавки є тепло, що виділяється при окисленні вуглецю і кремнію: 40-45% хімічного тепла вноситься за рахунок окислення вуглецю та 25-30% – за рахунок окислення кремнію. В тепловому балансі першого періоду продувки (перші 5 хв.) основним джерелом тепла є тепло, що отримується від окислення кремнію (70-75%). При підвищених витратах металевої шихти, коли внаслідок значного переохолодження ванни окислення вуглецю уповільнюється, роль кремнію як основного теплоносія ще збільшується. Тривалість продувки ванни в кисневих конверторах складає всього 12-18 хв., тому для успішного здійснення десульфурації і дефосфорації металу необхідно використовувати якісне вапно, що має високу реакційну властивість, тобто здатність швидко розчинятися в шлаку. В кисневих конверторах виробляється вуглецева та легована сталь.
Механічні і технологічні властивості такої сталі за рядом показників вищі, ніж мартенівської сталі аналогічних марок. Типовий вміст шкідливих домішок в бесемерівській, мартенівській та киснево-конверторній сталі показано в табл. 3.2.3, з якої видно, що найменш чистою є бесемерівська сталь: в ній на 1 млн. атомів заліза припадає більше 4000 атомів шкідливих домішок. З урахуванням наявності домішок кольорових металів сумарна забрудненість металу різних способів виробництва приблизно складає (ат. ррm.): бесемерівська сталь – 5000, мартенівська – 2000, киснево-конверторна – 1900.
Характер та масштаби забруднення атмосфери.
Виробництво сталі супроводжується виділенням в атмосферу значної кількості газів та пилу. Виплавка однієї тонни сталі пов’язана з викидами в атмосферу 0,04 т твердих часток, 0,03 т діоксиду сірки, близько 0,05 т оксиду вуглецю. Пил містить сполуки марганцю, заліза, міді, цинку, кадмію, свинцю та інших сполук. При виплавці високо- та складнолегованих сталей в пил, крім оксидів заліза, потрапляють і діоксиди кремнію, сполуки сірки, фосфору, оксиди ванадію, сполуки хрому, нікелю, молібдену, селену, телуру та ін. Кількість газів, що утворюються, і вміст в них твердих часток залежить від способу виробництва сталі, використання кисневого дуття та інших факторів.
Шкідливі речовини в стічних водах. Чорна металургія є одним з найбільших споживачів води. Сучасний завод на виробництво 1 т сталі витрачає 180-200 м3 води. Незважаючи на те, що на металургійних заводах широко використовується оборотне водопостачання, кількість стічних вод дуже велика. Вони містять механічні домішки органічного походження, а також гідрооксиди металів, стійкі та легкі нафтопродукти, розчинені токсичні сполуки органічного та неорганічного походження. Стічні води мають приблизно однаковий якісний склад забруднення, однак концентрація забруднюючих речовин, як правило, змінюється в широкому діапазоні залежно від видів та особливостей технологічних процесів.
Стічні води в процесі виробництва сталі утворюються при очистці газів мартенівських печей, конверторів, охолодженні та гідроочистці виливниць, пристроїв безперервного розливання сталі та обмивання котлів-утилізаторів. При киснево-конверторій виплавці сталі вміст завислих часток в стічній воді систем очистки газу досягає 7000 мг/л.
При скидах забруднених стічних вод металургійних підприємств у водоймищі збільшується кількість завислих часток, значна кількість яких опадає поблизу місця скиду, підвищується температура води, погіршується кисневий режим, від виносу з водою мастильних продуктів з прокатних цехів утворюється масляна плівка на поверхні водоймища. Потрапляння шкідливих речовин може призвести до загибелі водних організмів та порушення природних процесів самоочищення водоймищ. Шкідливий вплив на людей, тварин, макро- та мікроорганізми, рослинний світ мають багато металів, їх сполуки та інші неорганічні речовини, що містяться в стічних водах металургійних підприємств.
Забруднення довкілля твердими відходами підприємств чорної металургії. При технологічних процесах в чорній металургії утворюється велика кількість твердих відходів, які складуються на великих площах та в більшості випадків шкідливо впливають на грунт, рослинність, водні джерела та повітряний басейн. Звалища твердих відходів займають зараз тисячі гектарів корисного грунту. В них накопичено близько 500 млн. т шлаків.
Шламопилові відходи утворюються практично на всіх стадіях металургійного виробництва. Зараз в нашій країні щорічно утворюється близько 80 млн. т доменних, сталеплавильних та феросплавних шлаків, а також 1 млн. т шламів, 110 тис. т пилу. Шлам містить велику кількість заліза (майже 50%).
При виробництві сталі шлаків утворюється в два рази менше, ніж в доменному виробництві. Їх вихід на рік складає 25 млн. т, з них 66,5% мартенівські шлаки, 30% – конверторні та 3,1% – електросталеплавильні. До 1975 р. основна маса шлаків (близько 87,6%) направлялася на звалища. Доменні, феросплавні, мартенівські шлаки містять значні кількості сполук фосфору та оксиду кальцію, а також інші елементи, що використовуються як добрива в сільському господарстві.
Характеристика джерел викидів забруднюючих речовин мартенівського цеху.
Багато технологічних операції у відділеннях цеху пов'язані з інтенсивними газопилевиделеніямі і є джерелами забруднення навколишнього повітряного середовища.
Источники загрязнения воздушного бассейна подразделяются на источники выделения и источники выбросов загрязняющих веществ в атмосферу.
К источникам выделения относят технологические агрегаты (установки, устройства, аппараты и т.п.), а также производственные участки (шлакоотвалы, места разгрузки материалов и т.п.), выделяющие в процессе эксплуатации загрязняющие вещества.
Источниками выбросов называются специальные устройства: аэрационные фонари, выбросные трубы, вентиляционные шахты и т.п., посредством которых осуществляется выброс загрязняющих веществ в атмосферу.
К организованным источникам выделения загрязняющих веществ относят те источники, загрязняющие вещества от которых поступают в систему газоходов или воздуховодов с газоочистными и пылеулавливающими установками.
К неорганизованным источникам выделения относят источники, загрязняющие вещества от которых поступают непосредственно в цех или атмосферу вследствие не герметичности кинологического оборудования, транспортных устройств, резервуаров. Сюда же относят пылящие отвалы, открытые I клады и т.п.
Поступление неорганизованных выбросов из цеха в атмосферу происходит через аэрационные фонари в кровле здания, оконные проемы, въезды в цех.
Наиболее загазованными участками в цехе являются печной и разливочный пролеты.
В печном пролете самые значительные неорганизованные газопылевыделения наблюдаются в период завалки в печь «крапа, заливки чугуна, продувки ванны кислородом. Наибольшее количество вредностей из печи через систему газоотводящего тракта (организованные выбросы) выделяется в период заливки чугуна и в первый период кипения металла, при подаче руды и извести, в момент продувки ванны.
В разливочном пролете наиболее интенсивные пылегазовые выделения происходят при выпуске стали из печи в ковш, внепечной обработке стали (продувка аргоном, обработка синтетическими шлаками и др.), разливке стали в изложницы, сушке ковшей, стопоров и др.
В шихтовом дворе основные пылевыделения образуются при загрузке скрапа в мульды и разгрузке добавок; миксерном отделении - при сливе чугуна в миксер, хранении чугуна в миксере и выпуске чугуна из миксера.
В зависимости от степени укрытия мест газопылевыделений и локализации указанные выбросы могут быть как организованными, так и неорганизованными, например в последнее время на передовых заводах аспирационными системами оборудуют миксерные отделения. Эти установки служат для удаления и очистки запыленного воздуха от места заливки чугуна в миксер и слива его в ковш. При этом значительно (~ на 80 %) уменьшается количество неорганизованных выбросов от миксерного отделения.
В отделении подготовки изложниц выделения загрязняющих веществ имеют место как во дворе изложниц, так и на участках их чистки и смазки. В зоне шлаковых отвалов пылевыделения образуются за счет естественного выветривания пыли, а наиболее интенсивные выбросы загрязняющих веществ - при сливе шлака из ковшей. Схематично участки неорганизованных выбросов мартеновского производства приведены на рис.3.8.
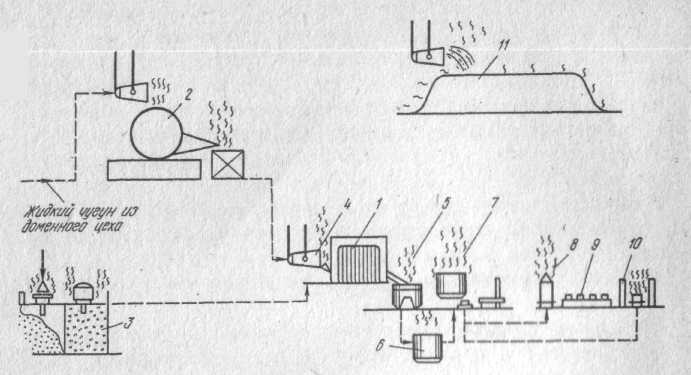
1-мартеновская печь; 2-миксер; 3-отделение сыпучих материалов; 4-слив чугуна; 5-выпуск стали; 6-внепечная обработка стали; 7-разливка стали; 8-стриппперное отделение; 9-площадка для охлаждения изложниц; 10-отделение смазки изложниц; 11-шлаковые отвалы
Рис.3.8 - Схема мартеновского производства стали с источниками неорганизованных выбросов
ХАРАКТЕРИСТИКА ОРГАНИЗОВАННЫХ ВЫБРОСОВ.
Количество и физико-химическая характеристика газов, отходящих по дымовому тракту.
Технологические газы, выходящие из печи, образуются от сжигания топлива, газовыделения из сыпучих материалов при нагреве и разложении, а также от образования СО и СО2 при окислении углерода шихты. Точное значение выхода технологических газов можно получить из материального баланса плавки. Однако с достаточной для практических расчетов точностью его можно определить по следующей формуле, м3/ч:
Vт.г
.=
Vуд
 +
Vизв
+ 0,054 T
+
Vизв
+ 0,054 T с,
(3.1)
с,
(3.1)
|
|
Зависимость удельного выхода продуктов сгорания от коэффициента расхода воздуха при расходе кислорода, м3/м3 газа: 1-без кислорода; 2-0,2; 3-0,4; 4-0,6; 5-0,8; 6-1,0 (25% по теплу) |
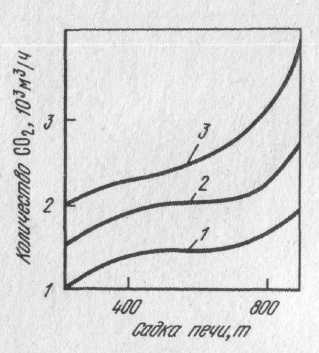
Зависимость количества СО2, выделяющегося при разложении известняка в период плавления, от садки печи при расходеизвестняка в завалку, %:1 - 5; 2 - 7; 3 – 9 |
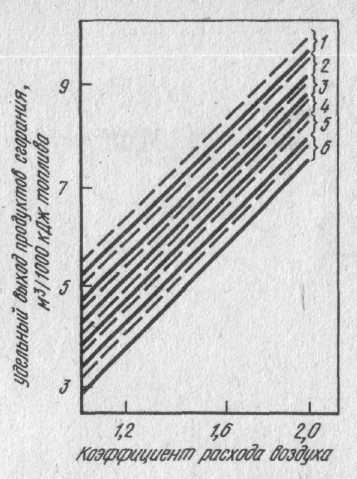
где Vуд - удельный выход продуктов сгорания, м3/1000 кДж топлива - величина может быть определена по графику, представленному на рис. 4, или по формуле
Vуд
=
 , (2)
, (2)
 -
низшая теплотворная способность
топлива, кДж (ккал/м3);
-
низшая теплотворная способность
топлива, кДж (ккал/м3);
V
 - теоретический выход продуктов сгорания
на 1 м3
(1 кг) топлива при коэффициенте
расхода воздуха n
= 1,0 м3/м3
(м3/кг);
V0
- теоретический объем воздуха для
сжигания 1 м3
(1 кг) топлива при коэффициенте расхода
воздуха n
= 1,0 м3/м3
(м3/кг);
n
- коэффициент расхода воздуха, м3/м3
(м3/кг);
-
расход топлива, тыс. кДж/ч;
- теоретический выход продуктов сгорания
на 1 м3
(1 кг) топлива при коэффициенте
расхода воздуха n
= 1,0 м3/м3
(м3/кг);
V0
- теоретический объем воздуха для
сжигания 1 м3
(1 кг) топлива при коэффициенте расхода
воздуха n
= 1,0 м3/м3
(м3/кг);
n
- коэффициент расхода воздуха, м3/м3
(м3/кг);
-
расход топлива, тыс. кДж/ч;
Vизв - количество углекислого газа, выделяющегося при разложении известняка, тыс. м3/ч (величину можно определить по графику на рис. 5); Т - садка печи, т; Vс - скорость выгорания углерода, %/ч; 0,054 - коэффициент пересчета массы в объем.
При форсированном режиме печи средний расход продуктов сгорания изменяется при движении по дымоотводящему тракту печи. Это связано с подсосом атмосферного воздуха через не плотности кладки. Величина подсосов так велика, что объем продуктов сгорания, увеличивается в 1,8 – 2,0 раза по сравнению с величиной» определяемой формулой (1).
В течение плавки количество продуктов сгорания колеблется практически незначительно. Для оценки неравномерности тепловой нагрузки на печь введен коэффициент форсировки:
m
=
 /
/
 ,
(3.3)
,
(3.3)
где - максимальная тепловая нагрузка на печь, кВт (ккал/ч);
- средняя тепловая нагрузка на печь, кВт (ккал/ч).
Обычно коэффициент форсировки составляет 1,25 - 1,30.
Средняя тепловая мощность печей существующих конструкций, в которых, как правило, невозможно увеличить пропускную способность дымового тракта, выражается зависимостью
= 18,2 + 3.76 • 10-2 T + 4,0 • 10-6 Т2, (4)
где T - садка печи.
Для
гидравлического расчета печи и
газоочистных сооружений нужно знать
не только среднее, но и максимальное
количество продуктов сгорания, которое
можно определить по формуле (1),
подставив вместо
 максимальное
значение:
максимальное
значение:
= (1,25 - 1,30) .
Состав и количество отходящих от печей газов изменяются при движении по дымоотводящему тракту. Это связано, прежде всего с подсосом атмосферного воздуха через не плотности кладки, так как отводящий тракт находится под разрежением. Величина подсосов зависит от разрежения на отдельных участках тракта, определяющегося конструктивными параметрами печи и герметичностью кладки, которые изменяются в течение компании печи (периода между остановками печи на ремонты свода).
Наибольшая величина подсосов бывает на участке головка печи - верх насадок. Количество отходящих от мартеновской печи газов на участке от головки до под насадочного - пространства регенераторов увеличивается в 1,55-1,65 раза в начале компании и в 1,25 раза в конце; на участке от головки до общего борова в 1,6 - 1,7 в начале и в 1,35 раза в конце кампании. В борове на участке от перекидных устройств до входа в котел-утилизатор количество газов увеличивается на 10 % от количества газов в вертикальном канале.
Таким образом, на современных печах, отапливаемых высококалорийным топливом, количество технологических газов при входе в котел-утилизатор увеличивается по сравнению с количеством газа, выходящего из головки, в 1,8-2,0 раза.
Выбросы пыли с технологическими газами. Содержание пыли в отходящих газах мартеновских и двух ванных печей определяется расходом кислорода на печь, при этом значение имеют способ подачи кислорода (в факел или в ванну), садка печи, вид топлива, период плавки и др. Данные о выбросах пыли из рабочего пространства мартеновских печей довольно разноречивы, очевидно, из-за не четких сведений о технологических процессах и различных методик определения запыленности газовых потоков. Однако анализ многочисленных данных позволяет установить наиболее характерные показатели запыленности для печей различной садки и конструкции (мартеновских и двух ванных) в зависимости от способа (в факел или ванну) и интенсивности подачи кислорода в ванну.
В зависимости от указанных факторов концентрация пыли в дымовых газах мартеновских печей колеблется в широких пределах - от 160 мг/м3 до 50 г/м3, при этом на печах, работающих без применения кислорода, - от 160 до 260 мг/м3, с подачей кислорода в факел - от 400 до 700 мг/м3 и с продувкой ванны кислородом - от 270 мг/м3 до 50 г/м3. Запыленность газов двух ванных печей колеблется в пределах от 2,8 до 17,2 г/м3. Более высокое значение нижнего предела запыленности по сравнению с мартеновскими печами, работающими с продувкой ванны кислородом, объясняется тем, что практически в двух ванной печи одна из ванн всегда находится под продувкой, тогда как в мартеновских печах нижний предел относится к бес продувочным периодам. Более низкий верхний предел запыленности на двух ванных печах связан с сепарирующим (способствующим осаждению части пыли) действием развитой поверхности шихтовых материалов в ванне, через которую проходят газы из продувочной камеры. Применение кислорода значительно увеличивает запыленность отходящих газов. Влияние подачи кислорода в факел на пылеобразование связано с усилением термического разрушения кусковых материалов в период прогрева и угара оплавленного или расплавленного металла в последующие периоды плавки.
Основной причиной бурного пылеобразования в период продувки жидкой ванны кислородом является испарение металла в очагах высокой температуры и последующее его окисление атмосферой рабочего пространства, отсюда газы принимают бурую окраску оксидов железа. На рис. 6 приведена зависимость содержании пыли в отходящих газах от удельного расхода кислорода. Для практических расчетов количества выбросов пыли из рабочего пространства печи при продувке кислородом рекомендуется снижать их величину на 35% при добавлении в дутье топлива (природного газа или мазута) и на 30 % при применении щелевых продувочных фурм относительно обычно применяемой шести сопловой кислородной фурмы.
На примере 150-т печи при подаче кислорода в факел показано изменение показателей запыленности также и в зависимости от периода плавки. Количество пыли в каждый период плавки определяется характером технологического процесса, проходящего в это время.
Во время завалки основным источником пылевыделения является загружаемая шихта, из которой газовым потоком увлекаются мелкие частицы железной руды, известняка и других ее компонентов.
В начале периода прогрева пыль образуется в результате термического разрушения кусковых материалов, в конце - вследствие угара оплавленного металла.
В период слива чугуна максимальная запыленность отходящих дымовых газов наблюдается при сливе первого ковша, а далее сокращается, а три-четыре раза.
Во время плавления максимальное пылевыделение происходит при продувке ванны кислородом, причем в α. Существенное влияние на пылеобразование оказывает скорость выгорания углерода (рис. 7). Пылеобразование тем выше при одной и той же температуре металла, чем выше содержание углерода.
Физико-химические свойства пыли
Химический состав пыли характеризуется высоким содержанием железа. Основную часть составляют оксиды железа, соотношение которых меняется по дымоотводяшему тракту печи. Содержание FеО в вертикальном канале составляет 20-30%, а перед газоочисткой до 1,5%, при этом содержании Fе2О3 увеличивается с 65-75 до 88-92 %.
На ряду с железосодержащими оксидами в состав пыли входят СаО, А12О3, МnO, МgО, Р2О5, соединения серы. Исследованиями института "Уралмеханобр" установлено, что в пыли мартеновского производства содержится 0,09-1,19% свинца и 0,36—4% цинка, при этом основная масса цинка представлена ферритом (ZnO2x Fе2O3), а свинца - церрусситом (РbСО3).
Дисперсный состав
Основную часть пыли при продувке ванны составляют первичные частицы с диаметром 0,01—1,0 мкм. Средний медианный размер этих частиц составляет 0,2-0,4 мкм. Дисперсный состав первичных частиц пыли незначительно изменяется в течение плавки и мало зависит от расхода кислорода, но при движении по газоотводящему тракту первичные частицы коагулируют в агрегаты различных размеров. Агрегаты в буром дыме представлены в виде комков неправильной формы и цепочек. Размер и компактность их изменяются в течение продувки и по ходу потока в газоотводящем тракте. Это необходимо учитывать при проектировании газоочистных сооружений за мартеновскими печами.
Выбросы оксидов серы в мартеновских, в двух ванных печах невелики. Это связано с тем, что и шихта, и топливо подаются в них по возможности обессеренными и, кроме того, основное количество серы переходит в шлак.
Содержание оксидов серы в дымовых газах от печей мартеновского производства определяется видом применяемого топлива и содержанием серы в шихтовых материалах, достигая максимально 800 мг/м3 при отоплении мазутом или коксодоменной смесью. При отоплении печей природным газом с добавкой малосернистого мазута содержание сернистого ангидрида в дымовых газах составляет 20-1.80 мг/м3, возрастая с увеличением доли мазута в топливе. С увеличением садки печи концентрация оксидов серы в газах несколько снижается.
С учетом указанных факторов содержание оксидов серы (m SO2) в дымовых газах с достаточной для практических расчетов точностью описывается формулами:
при плавлении
m = 7.8 * 10-4
= 7.8 * 10-4
 *
*
 г/м3; (5)
г/м3; (5)
при доводке
m = 1.28 * 10-4
*
= 1.28 * 10-4
*
 г/м3,
(6)
г/м3,
(6)
где
- Т - количество жидкого расплава в печи,
г; Vг
- количество отходящих газов, м3/ч;
[SШ]
- содержание серы в шихте, %;
 ,
,
 - длительность плавки и периода
доводки соответственно, ч.
- длительность плавки и периода
доводки соответственно, ч.
Содержание оксида углерода в конце дымового тракта мартеновских и двух ванных печей незначительно и выбросы ее носят кратковременный характер, в двух ванных могут достигать 200 мг/м3.
Физико-химические и токсические свойства бенз(а)пирена и характеристика выбросов его с технологическими газами
В составе пыли, отходящей от мартеновских и двухванных содержится бенз(а)пирен, высокотоксичное вещество,относящееся к классу канцерогенных полициклических ароматических углеводородов (ПАУ).
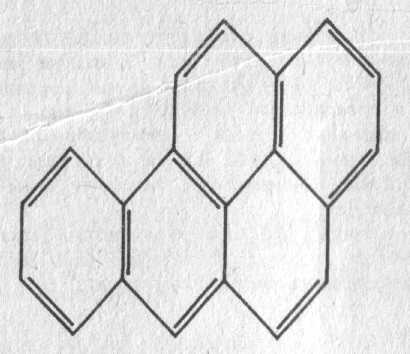
Рис.3.8 Структурная формула
бенз(а)пирена (C20H12)
Проблемы защиты от загрязнения канцерогенными веществами атмосферного воздуха приобретает все большую актуальность в связи с повсеместным ростом заболевания раком органов дыхания у населения большинства стран мира.
Источником образования канцерогенных ПАУ являются процессы, связанные со сжиганием топлива и различными видами термической переработки канцерогенных ПАУ.
Индикатором загрязнения внешней среды канцерогенными ПАУ служит высокоактивный канцерогенный углеводород бенз(а)пирен.
Он относится к группе пиренов. Эмпирическая формула С20Н12. Структурная формула представлена на рис. 8. Молекулярный вес 252,32. В чистом виде он представляет собой твердое вещество желтого цвета с температурой плавления 176,5-179,3 °С и температурой кипения 475 °С при давлении 1,011*105 Па. Летучесть бенз(а)пирена незначительная при комнатной температуре, но значительно возрастает при 100 °С и особенно при 170-200 °С.
Бенз(а)пирен обладает способностью хорошо сорбироваться на различных твердых материалах - частицах пыли, сажи, известных материалах и др.
Являясь одним из наиболее стабильных ПАУ, он в составе атмосферных загрязнений сохраняется очень долгое время (в течение года при хранении в темноте сохраняется 68 %). В биологическом отношении бенз(а)пирен является наиболее активным из всех встречаемых в окружающей среде ПАУ.
Содержание бенз(а)пирена в дымовых газах мартеновских печей после газоочистки составляет 0,051-0,158 мкг/м3, двухванных 0,064-0,159 мкг/м3.
Мартеновское производство имеет большое количество неорганизованных выбросов загрязняющих веществ, которые в месте их образования попадают первоначально в рабочую зону цеха, а затем через аэрационные фонари и другие проемы производственных зданий в атмосферу.