

Техноэкология обработки металлов давлением
Обработка металлов давлением-завершающий этап металлургического производства, призванный удовлетворять постоянно растущие потребности народного хозяйства в различных видах металлопроката и металлических заготовок. Охране окружающей среды в различных металлургических производствах уделяется большое внимание, однако решение вопросов не выходит за пределы отдельных задач практики.
 1.
ТЕХНОЭКОЛОГИЯ ПРОКАТНОГО ПРОИЗВОДСТВА.
Производство проката определяет
развитие многих отраслей народного
хозяйства - машиностроения, строительства,
судостроения, авиапромышленности и
др.В прокатных цехах обрабатывают 3/4
всего выплавляемого
металла. Разнообразие сортамента,
условий пластической и термической
обработки, а также отделки проката
определяют применение в прокатных
цехах мощного механического, электрического
и термического оборудования.
1.
ТЕХНОЭКОЛОГИЯ ПРОКАТНОГО ПРОИЗВОДСТВА.
Производство проката определяет
развитие многих отраслей народного
хозяйства - машиностроения, строительства,
судостроения, авиапромышленности и
др.В прокатных цехах обрабатывают 3/4
всего выплавляемого
металла. Разнообразие сортамента,
условий пластической и термической
обработки, а также отделки проката
определяют применение в прокатных
цехах мощного механического, электрического
и термического оборудования.
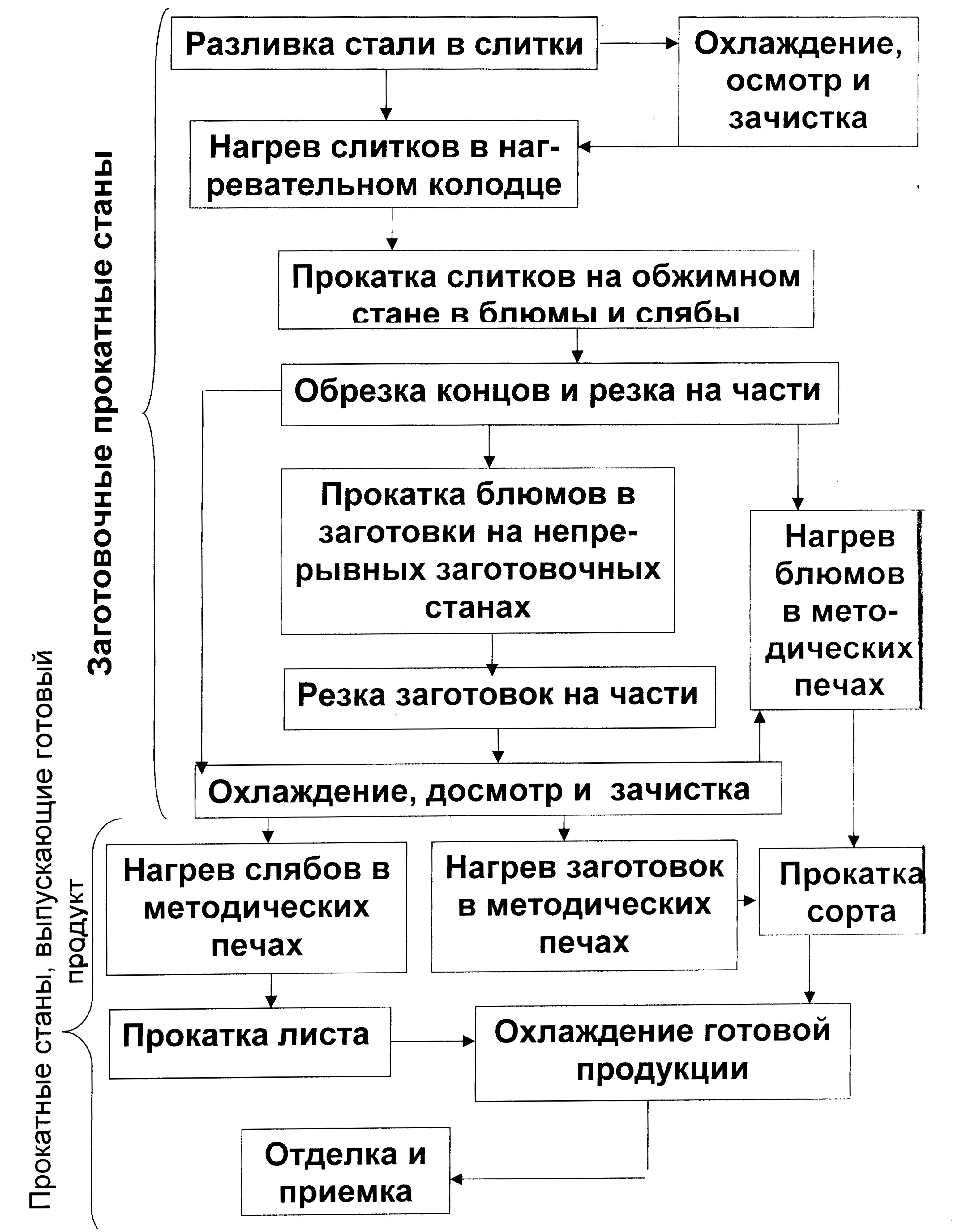
В прокатных цехах возникают опасные и вредные факторы производственной среды, устранение воздействия которых на персонал и окружающую среду является одной из важнейших задач. Эта задача решается применением специальных требований к устройству предприятий и цехов, технологическим процессам и оборудованию. Главной задачей прокатного производства является получение готового проката заданных формы и размеров, требуемых физико-механических свойств и состояния поверхности при максимальной производительности, точном соблюдении технологических режимов процесса прокатки и оптимальных затратах труда и средств. Для основных операций применяют оборудование для зачистки слитков, блюмов, слябов, заготовки; нагревательные устройства-колодцы, методические печи, установки для электронагрева и для нагрева ТВЧ; прокатные станы для получения полупродукта-обжимные, заготовочные; прокатные станы для получения готового продукта-сортовые, листовые и ленточные. В ряде случаев применяют плавильно-литейно-прокатные комплексы. Порезку, охлаждение и отделку проката проводят на ножницах, пилах, холодильниках, правильных машинах, устройствах для нанесения защитных покрытий, упаковочных машинах и т.д. Перед холодной прокаткой горячекатаные рулоны и заготовки подвергают травлению в непрерывных травильных агрегатах, а термическую обработку в колпаковых и проходных печах. Все это в процессе производства проката вызвает возникновение опасных и вредных факторов, оказывающих влияние на окружающую среду и здоровье персонала.С точки зрения снижения воздействия на окружающую среду перспективным является применение совмещенных способов прокатки с непрерывным литьем заготовки.
Для производства прокатных профилей из меди, магния, никеля, цинка и их сплавов используют прокатные станы небольшой мощности и оборудование для совмещенного процесса непрерывного литья и последующей прокатки металла.
ФАКТОРЫ ПРОИЗВОДСТВА, ВЛИЯЮЩИЕ НА ОКРУЖАЮЩУЮ СРЕДУ
При нагреве слитков в камерах нагревательных колодцев возможны выбросы горячего шлака из камеры при его взаимодействии с водой и материалами, имеющими высокую влажность и Образовавшаяся на поверхности исходных материалов окалина, создает опасность поражена персонала при разлете в момент прокатки. Окалина также отслаивается от поверхности слитков, блюмов, слябов и заготовок, попадает на пути по которым передвигаются слитковозы, в пространство под загрузочными устройствами, холодильниками и прочим оборудованием. Раздробленная в процессе прокатки окалина рассеивается в пространстве у прокатных станов и создает значительную запыленност воздуха. При холодной прокатке листовой стали полосы, имеющие низкую пластичность, при повышении межклетьевого натяжения разрушаются. Отлетающие части полос имеют высокую скорость и могут поразить персонал.
В прокатном производстве проявляют свое токсическое действие химические вредные производственные факторы. При горячей прокатке слитков в воздухе прокатного отделения создается запыленность воздуха в связи с взламыванием и дроблением oкалины. У нагревательных устройств возникает загазованность и распространение газов в околопечном пространстве. При травлении металла перед холодной прокаткой выделяются сернистые или хлористые газы. При горячей прокатке сортовой стали с легирующими добавками (РЬ, W, Мо Сг и т.д.) в воздухе содержатся возгоны окислов легирующих элементов. При холодной прокатке и нанесении защитных покрытий на поверхность листа выделяются пары смазок, металлов и др. В результате про-изводственных отравлений поражаются верхние дыхательные пути, поверхности легких, нервная система,внутренние органы, кроветворная система, кожные покровы. Степень токсичности вещества и характер вызываемых им нарушений в организме зависит от химического строения молекул вещества, энергии химической связи молекул, растворимости вещества в жидкостях организма. Вещества, применяемые в прокатном производстве, относятся в основном к классам опасности 2 и 3.