

5. Состав станка
Общий вид станка с обозначением составных частей показан на рис.3.
Перечень основных составных частей станка приведен в табл.5.
Таблица 5
Пози-ция на рис.3 |
Наименование |
Обозначение |
1 |
Шкив пильный верхний |
ЛС80-6С.01.000 |
2 |
Шкив пильный нижний |
ЛС80-6С.02.000 |
3 |
Станина |
ЛС80-6С.05.000 |
4 |
Ловитель пилы |
ЛС80-6С.09.000 |
5 |
Ограждение пилы подвижное |
ЛС80-6С.08.000 |
6 |
Устройство направляющее |
ЛС80-6С.06.000 |
7 |
Линейка направляющая |
ЛС80-6С.11.000 |
8 |
Стол поворотный |
ЛС80-6С.01.066 |
9 |
Электрооборудование |
ЛС80-6С.80.000 |
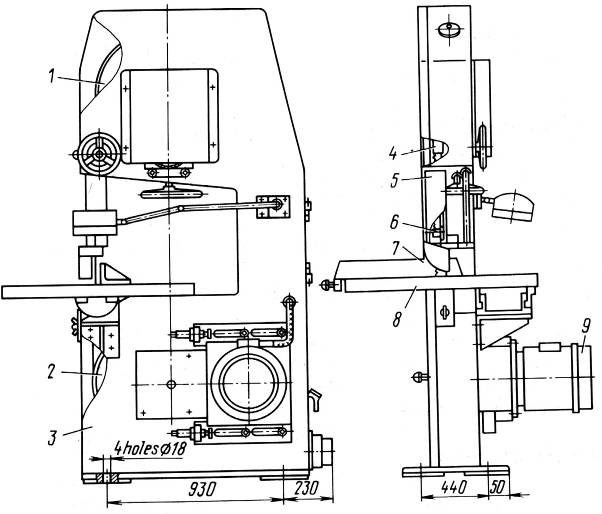
Рис.3. Расположение составных частей станка.
Общий вид делительно-подающего механизма с обозначением составных частей показан на рис.4.
Перечень составных частей делительно-подающего механизма приведен в табл.6.
Перечень составных частей делительно-подающего механизма.
Таблица 6
Пози-ция на рис.3 |
Наименование |
Обозначение |
1 |
Механизм подающий |
ЛС80-01.04.000 |
2 |
Линейка базовая |
ЛС80-01.04.020 |
3 |
Установка насосная |
ЛС80-01.04.030А |
6. Устройство, работа станка и его составных частей
6.1. Общий вид станка с обозначением органов управления показан на рис.5. Перечень органов управления приведен в табл.7
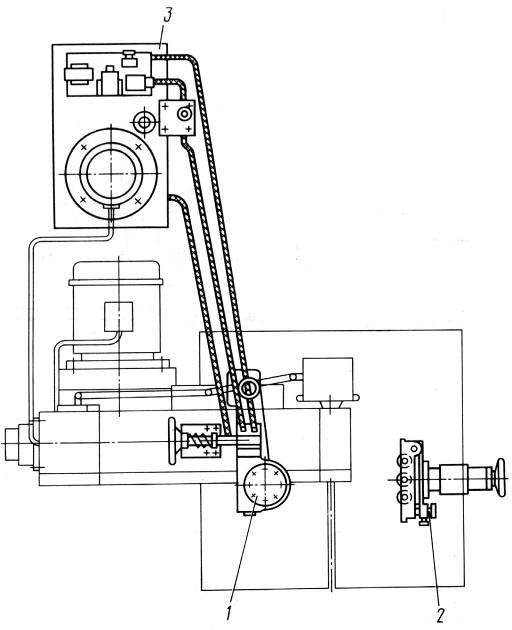
Рис.4. Расположение составных частей делительно-подающего механизма.
Перечень органов управления станка.
Таблица 7
Позиция на рис.3 |
Органы управления и их назначение
|
1 |
Амперметр для контроля нагрузки электродвигателя станка |
*2 |
Сигнальная лампа наличия напряжения на делительно-подающем механизме |
3 |
Автоматический выключатель |
4 |
Фиксатор положения направляющей линейки |
5 |
Маховик натяжения пильной ленты |
Позиция на рис.3 |
Органы управления и их назначение
|
6 |
Маховик подъема подвижного ограждения пильной ленты |
7 |
Кнопки наклона и фиксации верхнего пильного шкива |
8 |
Выключатель освещения |
9 |
Кнопка ПУСК станка |
10 |
Кнопка СТОП |
*11 |
Кнопка ПУСК делительно-подающего механизма |
6.2. Общий вид делительно-подающего механизма с обозначением органов управления показан на рис.6. Перечень органов управления приведен в табл.8.
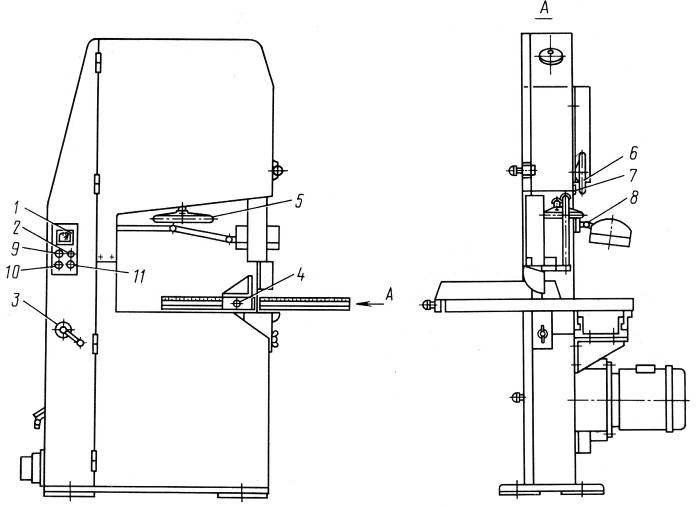
Рис.5. Расположение органов управления на станке.

Рис.6. Расположение органов управления на делительно-подающем механизме.
Перечень органов управления делительно-подающего механизма.
Таблица 8
Позиция на рис.3 |
Органы управления и их назначение
|
1 |
Кнопка СТОП станка и делительно-подающего механизма |
2 |
Кнопка ПУСК делительно-подающего механизма |
3 |
Маховик установки размера от пилы до подающего ролика |
4 |
Винт установки угла базовой линейки в горизонтальной плоскости |
5 |
Фиксатор положения базовой линейки |
6 |
Маховик установки размера от пилы до базовой линейки |
7 |
Головка дросселя. Изменение скорости подачи. |
8 |
Кнопка включения золотника манометра |
6.3. Принцип работы станка.
Принцип работы станка основан на непрерывном направленном движении пильного полотна, создаваемого вращающимися пильными шкивами.
Ленточнопильные столярные станки имеют: нижний приводной и верхний натяжной пильные шкивы; клиноременный привод от электродвигателя; механизм установки по высоте верхнего пильного шкива и натяжения пильной ленты; механизм поворота верхнего шкива в вертикальной плоскости, обеспечивающий правильное набегание пильной ленты на шкивы; направляющие и опорные устройства для рабочей ветви пильного полотна; ловитель пильного полотна; рабочий поворотный стол, по которому вручную или делительно-подающим механизмом подается заготовка на распиловку. Па столе станка предусмотрена установка направляющей линейки, по которой подается заготовка при ручной прямолинейной распиловке. Для механизации продольно-распиловочных работ может быть смонтирован делительно-подающий механизм.
6.4. Схема кинематическая принципиальная станка показана на рис.7.
Вращение от электродвигателя М через клиноременную передачу (шкивы Е и F, вал I) передается нижнему пильному шкиву D и через натянутую пильную ленту - верхнему пильному шкиву А. Натяжение пильной ленты осуществляется подъемом верхнего пильного шкива посредством винта 1 и контролируется по индикатору 8. Наклон этого шкива производится и фиксируется винтами 2 и 3. Подъем ограждения пильной ленты осуществляется маховиком У через червячную пару (шестерня 4 - зубчатая рейка 5). Фиксация положения пильной ленты производится верхним и нижним направляющими устройствами В. При обрыве пильной ленты срабатывает ловитель С. Перечень составных частей станка к кинематической схеме приведен в табл.9.
6.5. Схема кинематическая принципиальная делительно-подающего механизма показана на рис.8.
Вращение от электродвигателя 1 через насос 2, гидромотор 3, червячную пару 4 и 5 передается подающему ролику 6. Изменение скорости вращения подающего ролика осуществляется регулятором потока 9. Винт 7 ходовой винтовой пары шарнирно связан с поворотным устройством и опорой. При вращении винта маховичком 8 кронштейн поворачивается на своей оси вместе с подающим роликом. Подающий ролик перемещается при этом относительно линии пропила. Ролики базовой линейки неприводные, свободно вращаются на осях. Базовая линейка перемещается относительно пропила по направляющим скольжения посредством вращения маховичка 11. Винтом 10 базовую линейку можно установить под требуемым углом к линии пропила в горизонтальной плоскости. Перечень составных частей делительно-подающего механизма приведен в табл.10.
6.6. Краткое описание сборочных единиц станка.
6.6.1. Станина станка сварная из листовой стали, коробчатой формы. Передняя часть станины закрыта кожухами. Станина служит для крепления и соединения всех узлов станка.
6.6.2. Верхний пильный шкив - литой, алюминиевый, тарельчатой формы, смонтирован консольно на оси, закрепленной в ползуне. Ползун в свою очередь закреплен на качающемся кронштейне. Кронштейн шарнирно смонтирован в верхней части станины и имеет возможность бокового перемещения. Регулировка натяжения пильной ленты производится винтом. Контроль величины натяжения осуществляется по индикатору натяжения, стрелка-указатель которого предварительно при снятой пиле устанавливается в нулевое положение соответственно по одной из двух шкал в зависимости от применяемой ширины пилы.
Автоматическое натяжение при тепловом и механическом удлинении пильной ленты осуществляется пружиной. Наклон шкива регулируется установочными винтами.
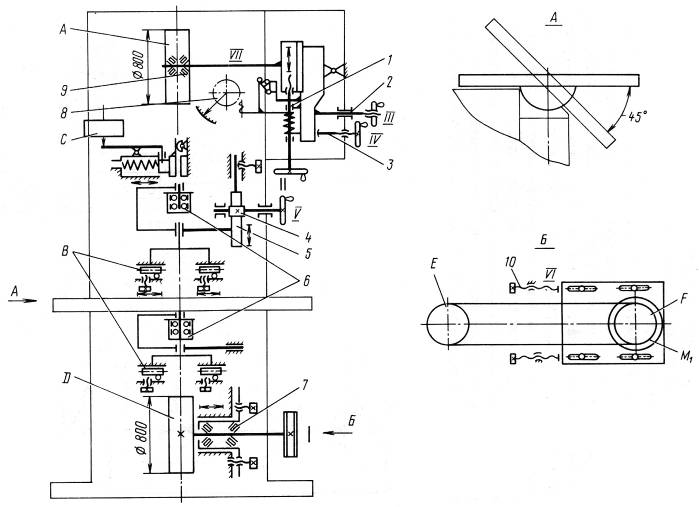
Рис.7. Кинематическая схема станка.
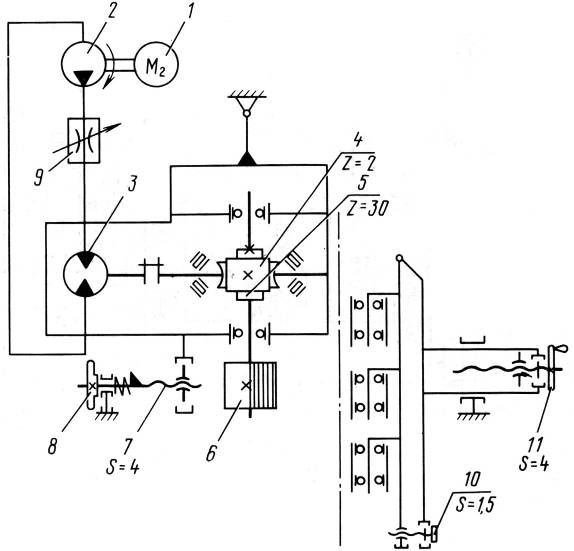
Рис.8. Кинематическая схема делительно-подающего механизма.
Таблица 9
Поз. на рис.7 |
№ вала |
Наименование |
Число зубьев, колес или заходов червяков, ходовых винтов |
Модуль, шаг, мм |
Шири-на обода зубча-тых колес, мм |
Материал |
Показатели свойств материала |
1 |
П |
Винт ходовой |
1 |
6 |
- |
Сталь 45 ГОСТ 1050-74 |
НВ 240…280 |
2 |
Ш |
Винт |
1 |
2 |
- |
Сталь 35 ГОСТ 1050-74 |
НВ не более 187 |
3 |
IУ |
Винт |
1 |
2 |
- |
Сталь 35 ГОСТ 1050-74 |
НВ не более 187 |
4 |
У |
Шестерня |
12 |
1,5 |
40 |
Сталь 45 ГОСТ 1050-74 |
НВ 240…280 |
5 |
- |
Рейка |
102 |
1,5 |
- |
Сталь 45 ГОСТ 1050-74 |
НВ 240…280 |
10 |
УI |
Винт |
1 |
2,5 |
- |
Сталь 45 ГОСТ 1050-74 |
НВ 240…280 |
Таблица 10
Поз. на рис.7 |
Куда входит |
Число зубьев, колес или заходов червяков, ходовых винтов |
Модуль, шаг, мм |
Шири-на обода зубча-того колеса, мм |
Материал |
Показатели свойств материала |
4 |
Механизм подающий |
2 |
3 |
- |
Сталь 40Х ГОСТ 4543-71 |
НRC 40-50 витки 0,8-1,2 мм |
5 |
Механизм подающий |
30 |
3 |
32 |
Бронза БрАМц9-2 ГОСТ 18175-78 |
|
7 |
Механизм подающий |
1 |
4 |
- |
Сталь 45 ГОСТ 1050-74 |
НВ 240…280 |
10 |
Линейка базовая |
1 |
1,5 |
- |
Сталь 35 ГОСТ 1050-74 |
|
11 |
Линейка базовая |
1 |
4 |
- |
Сталь 45 ГОСТ 1050-74 |
НRC 35-40 |
6.6.3. Нижний пильный шкив - литой, алюминиевый, тарельчатой формы, закреплен на валу, смонтированном в нижней части станины. Шкив имеет некоторую возможность осевого перемещения.
6.6.4. Стол поворотный крепится к станине при помощи опоры, конструкция которой обеспечивает возможность наклона стола от горизонтальной плоскости на угол до 45°. На поверхности стола имеется направляющая линейка для прямолинейного распила древесины.
6.6.5. Рабочая часть пильной ленты на участке от стола до верхнего корпуса станины закрыта подвижным ограждением, имеющим подъем 340 мм. При пилении материала высотой до 60 мм подъем ограждения производится автоматически.
6.6.6. Верхнее и нижнее направляющие устройства служат для придания большей устойчивости пильной ленте и состоят из двух боковых и одного упорного ролика каждое.
6.6.7. Принцип работы ловителя пильной ленты основан на механическом торможении ленты при ее обрыве. При обрыве пильной ленты срабатывает электромагнит ловителя, освобождая собачку, и тормозные колодки с помощью пружины зажимают пилу.
6.6.8. Станок оборудован соответствующими блокирующими устройствами, обеспечивающими невозможность пуска при открытых дверках пильных шкивов, не надетой или не натянутой ленте и при снятом ограждении клиноременной передачи.
6.6.9. Механизм делительно-подающий состоит из подающего механизма, линейки базовой и насосной установки. Подающий механизм состоит из поворотного кронштейна и смонтированных на нем червячного редуктора с гидродвигателем на ведущем валу и подающим роликом на ведомом валу. Вращающийся ролик за счет рифления сцепления с распиливаемым материалом подает его на пилу. Установка подающего ролика на размер распиливаемого материала осуществляется вращением маховичка, жестко связанного с ходовым винтом.
Линейка базовая служит размерной (отсчетной), опорной и направляющей базой для отпиливания заготовки. Базовой деталью линейки является литой чугунный корпус коробчатой формы. В расточках корпуса крепятся оси свободно вращающихся роликов. Установка базовой линейки на размер отпиливаемой заготовки осуществляется перемещением ее по направляющим скольжения относительно линии пропила при помощи маховичка.
Насосная установка предназначена для подачи регулируемого потока масла под давлением к гидродвигателю, который приводит во вращение подающий ролик механизма. Подробное описание насосной установки изложено в разделе 8 настоящего руководства.