

4 Одержання порошків тугоплавких і неметалевих сполук
Внаслідок особливостей хімічного зв’язку порошки тугоплавких сполук та керамічних матеріалів у більшості випадків не можуть бути виготовлені за допомогою раніше розглянутих традиційних методів і тому для їх отримання застосовують такі методи:
пічний синтез (ПС);
самопоширюючийся високотемпературний синтез (СВС);
плазмохімічний синтез (ПХС);
газофазні методи синтезу.
Найбільш детально розроблені способи ПС у високо температурних електричних печах (печі опору та індукційні). У таких печах здійснюються реакції:
безпосереднього утворення сполук з елементів:
Si + C = SiC; (4.1)
3Si + 2N2 =Si3N4; (4.2)
4В + С = В4С; (4.3)
2В + N2 = 2ВN; (4.4)
відновлення оксидів твердим або газоподібним відновником:
SіО2 + 3С= SiС+2СО; (4.5)
2В2О3+7С=В4С+6СО. (4.6)
Використання електропечей дає можливість регулювати у широких межах температурно-швидкісні параметри процесу і оптимізувати умови синтезу залежно від вимог, які ставляться до отриманих порошків.
Перевагами методу ПС є:
апаратна і технологічна простота процесу;
стабільність і контрольованість процесу;
висока продуктивність;
можливість гнучкого управління і автоматизації.
До недоліків ПС можна віднести:
висока тривалість процесу (десятки годин);
висока енергоємність;
забруднення кінцевого продукту синтезу домішками які присутні у вихідних матеріалах та елементами футерування печей.
Вміст основної фази у кінцевому продукті ПС складає близько 98 %, середня питома поверхня порошку складає 1,0-1,5 м2/г, а середній розмір частинок порошку визначається умовами розмолу синтезованого матеріалу.
Прикладом обладнання для реалізації ПС можуть служити:
печі опору з вугільною трубою (печі Таммана);
кернові печі опору (печі Ачесона).
Печі Таммана являють собою металевий водо охолоджувальний кожух, заповнений теплоізолюючою засипкою з сажі, всередині якого змонтована вугільна труба – нагрівник. До кінців труби через знижувальний трансформатор підводиться електричний струм. З торців труби монтуються водо охолоджувальні завантажувальна камера і холодильник. Всередину труби подається захисний або відновний газ.
Незважаючи на простоту конструкції такі печі дозволяють отримувати і стабільно підтримувати високі температури до 2500 0С, а також можуть працювати в циклічному і неперервному режимі.
Кернові печі Ачесона (рисунок 4.1) являють собою камеру, футеровану вогнетривкими матеріалами, з двома графітовими електродами через які підводиться електричний струм. У камеру завантажують суміш вихідних реагуючих компонентів. У центрі простору камери формують струмопровідний керн з нафтококсу. Після цього реакційний об’єм остаточно заповнюють сумішшю вихідних компонентів.
Кернові печі використовують при крупно масштабному виробництві карбіду кремнію (наприклад на ВАТ “Запоріжабразив”). Як вихідну сировину при цьому використовують кварцовий пісок і нафтококс. Після включення печі у результаті нагрівання коксового керна поступово нагріваються шари шихти вихідних матеріалів у напрямку від керна до периферії і у гарячій зоні відбувається відновлення кремнезему вуглецем з утворенням SiC за формулою (4.5).
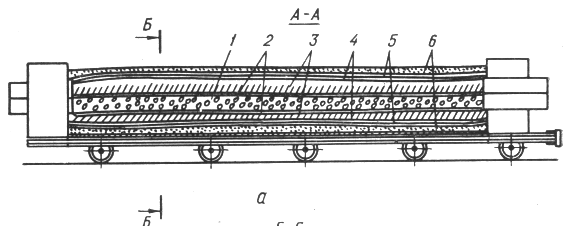
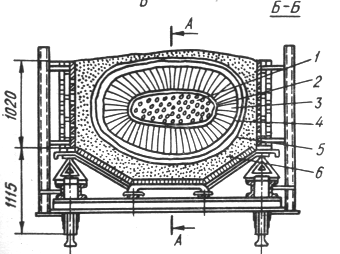
Рисунок 4.1 – Схема промислової печі
для виробництва карбіду кремнію
1 – сердечник печі; 2 – шар графіту; 3 – крупнокристалічний карбід кремнію; 4 – дрібнокристалічний карбід кремнію; 5 – частково прореагована шихта; 6 – непрореагована шихта
Метод ПС не дозволяє отримувати кінцевий продукт, який за чистотою відповідає вимогам сучасного прикладного матеріалознавства і тому значне поширення отримали інші методи отримання порошків тугоплавких і неметалевих сполук.
Метод самопоширюючогося високотемпературного синтезу базується на реалізації екзотермічних реакцій утворення деяких тугоплавких сполук.
Хімічна реакція синтезу ініціюється з допомогою електричного підпалу, це призводить до різкого підвищення температури у зоні реакції і просування фронту хімічного горіння в об’ємі реагуючих компонентів.
У залежності від агрегатного стану вихідних компонентів здійснюють СВС процеси трьох типів:
горіння суміші порошків у вакуумі або інертному середовищі;
горіння порошку у газоподібному окислювачі;
горіння порошку у рідкому окислювачі.
СВС проводять у спеціальних реакторах, які представляють собою герметичну посудину високого тиску з пристроєм електричного підпалу і відрізняються для трьох описаних типів процесів.
Найбільше поширення для без газового синтезу отримали реактори постійного тиску (рисунок 4.2).
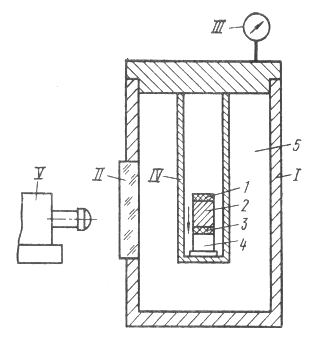
Рисунок 4.2 – СВС реактор постійного тиску
І – корпус реактора; ІІ – вікно для спостережень; ІІІ – манометр; IV – ємність із зразком; V – фотореєстратор швидкості горіння; 1 – речовина або пристрій запалювання; 2 – продукт горіння; 3 – зона реакції при горінні; 4 – непрореагована частина зразка; 5 – захисне середовище
Як переваги методу СВС можна відмітити:
високу якість кінцевого продукту (визначається чистотою вихідних компонентів),
простоту апаратної реалізації,
низьку енергоємність (енергія потрібна тільки для ініціації процесу),
висока продуктивність (середній час синтезу 10-10-3 секунди).
Недоліками методу СВС є:
можливість застосування лише для синтезу тих сполук утворення яких супроводжується значним екзотермічним ефектом;
наявність непрореагованих вихідних компонентів, які важко відділити від кінцевого продукту синтезу;
наявність високих температур в зоні горіння призводить до формування міцних твердих спечених об’єктів як синтезованого матеріалу так і непрореагованих вихідних компонентів, які потребують додаткового подрібнення і розмолу, у процесі чого можливе забруднення одержаних порошків.
Вміст основної фази одержаного методом СВС матеріалу становить порядку 97 %, середня питома поверхня порошку 1,0-1,5 м2/г., середній розмір частинок визначається умовами розмолу і складає більше 5 мкм.
Суттєве прискорення реакції синтезу і можливість одержання ультрадисперсних високо активних порошків досягається у результаті використання низькотемпературної плазми при плазмохімічному синтезі.
Для утворення плазми використовують дугові плазмотрони постійного і змінного струму, а також високочастотні плазмотрони.
Суть методу ПХС полягає у введенні твердих дисперсних (у вигляді порошку), а також газоподібних компонентів у струмінь плазми, що приводить до:
швидкого інтенсивного нагрівання реагуючих компонентів;
плавлення компонентів;
переведення компонентів у газоподібний стан;
часткової іонізації вихідних компонентів;
проходження реакції синтезу;
виведення готового продукту з зони реакції.
Тривалість плазмохімічного синтезу складає 10-2 – 10 секунд, середня питома поверхня одержаних частинок порошку 25-35 м2/г вміст основної фази близько 95 %, середній розмір частинок порошку менше 1 мкм.
Переваги методу ПХС:
висока продуктивність;
висока дисперсність і, відповідно, активність одержаного порошку;
висока швидкість руху вихідних компонентів у струмені плазми дозволяє здійснити гартування продуктів реакції, у результаті чого формуються субмікронні частинки порошку з високою концентрацією дефектів кристалічної гратки.
Недоліки методу ПХС:
висока енергоємність процесу;
можливість забруднення синтезованих продуктів у результаті їх взаємодії з атмосферою (окислення).
Для отримання найбільш чистих порошків тугоплавких і неметалевих сполук використовують газофазні методи синтезу, при яких у результаті реакцій між газоподібними компонентами утворюються кінцеві продукти з найменшим вмістом домішок.
Прикладом газофазного методи синтезу може служити проведення хімічних реакцій синтезу високочистих порошків нітриду і карбіду кремнію, стимульованих лазерним випромінюванням. У камері заповненій сумішами газів, які містять реагуючі компоненти, пропускається лазерний промінь. У середині цього променя реалізується високо енергетичний стан який дозволяє провести реакцію синтезу. Стінки самої камери при цьому залишаються холодними.
Різкий температурний перепад на межі лазерного променя і оточуючого простору дозволяє контролювати швидкість росту частинок і час впливу на реакційну суміш газових компонентів.
Газофазні методи синтезу мають такі переваги:
висока чистота кінцевого продукту синтезу, яка визначається тільки чистотою вихідних компонентів;
висока дисперсність кінцевого продукту.
Серед недоліків газофазного синтезу можна відмітити:
малий реакційний об’єм і, відповідно, низьку продуктивність;
високу вартість вихідних високочистих компонентів і кінцевого продукту синтезу.
Середній час проходження газафазного синтезу 102-103 секунд вміст основної фази 99,9 %, середня питома поверхня порошку 18-25 м2/г, середній розмір частинок порошку менше 1 мкм.