

1. Цель работы
1.1. Проведение метрологического анализа объекта измерения, выбор схемы и метода измерения, составление метрологической характеристики.
1.2. Разработка кинематической схемы и конструкции измерительного устройства.
1.3. Изучение принципа действия первичного измерительного преобразователя, используемого в проектируемом измерительном устройстве.
1.4. Анализ составляющих погрешности измерения исходя из вида контролируемого параметра, схемы базирования и измерения и расчет суммарной погрешности измерения.
2. Теоретический раздел
Проводимая в настоящее время широкая автоматизация технологических процессов требует создания измерительных средств, которые по результатам измерения могут автоматически управлять работой обрабатывающего оборудования, сортировать детали на размерные группы с целью организации селективной сборки узлов, в автоматическом режиме контролировать геометрические параметры деталей, в том числе, отклонение формы и взаимного расположения поверхностей.
2.1. Классификация автоматизированных измерительных систем
Анализ характеристик средств измерения при выборе принципа измерения и способа преобразования сигнала измерительной информации на этапе проектирования механо-электронных измерительных систем должен носить комплексный характер и учитывать целый ряд факторов, таких как [1, 2, 3]:
условия эксплуатации;
степень воздействия внешних факторов;
производительность контрольных операций;
уровень автоматизации процесса измерения;
диапазон измерения преобразователей и т.д.
Обобщенная схема классификации автоматизированных измерительных систем (АИС) (рисунок 2.1) рассматривает взаимосвязи различных классификационных групп автоматических средств измерения, первичных измерительных преобразователей и технологического оборудования, для совместной работы с которым проектируется средство измерения.
Классификатор учитывает следующие классификационные признаки.
1. Степень воздействия АИС на технологический процесс обработки деталей. По этому признаку АИС делятся на четыре основных вида:
средства операционного активного контроля (ПАК), осуществляющие измерение размеров деталей в процессе обработки и формирующие управляющие команды в схему станка;
подналадочные устройства (ПУ), контролирующие размер деталей после обработки и формирующие команду на подналадку режущего инструмента;
средства послеоперационного контроля, к которым относятся контрольно-сортировочные автоматы (КСА), координатные измерительные машины и измерительные работы;
измерительные системы перемещения исполнительных органов измерительных машин (ИМ), роботов (ИР) и станков с программным управлением.
2. Область применения АИС.
Данная классификационная группа рассматривает два основных вида АИС:
универсальные, которыми могут оснащаться различные типы, модели металлообрабатывающих станков или использоваться для измерения геометрических параметров широкой номенклатуры деталей;
специализированные, предназначенные для измерения определенного типа деталей и используемые, как правило, в условиях крупносерийного и массового производства.
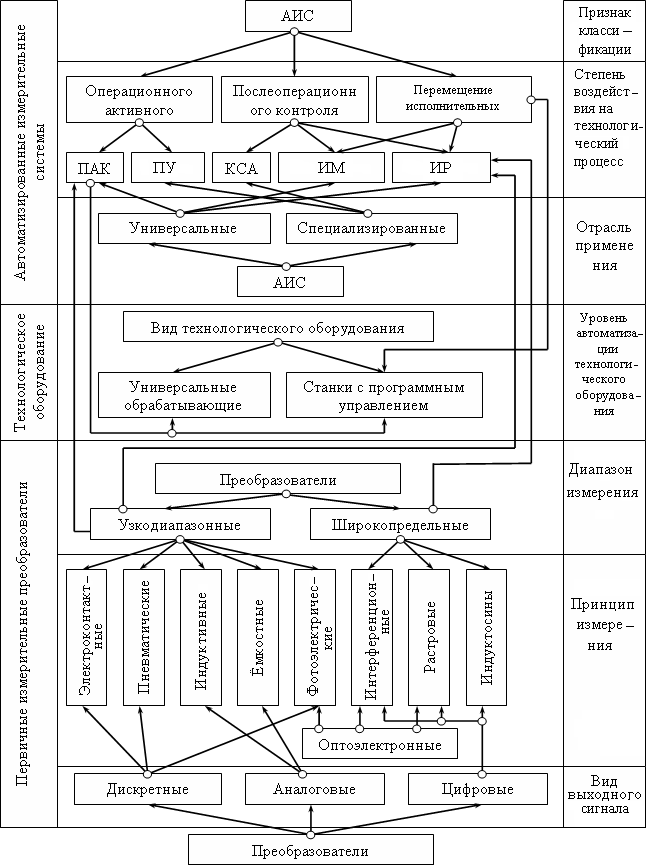
Рисунок 2.1 – Обобщенная классификация АИС
3. Уровень автоматизации технологического оборудования.
АИС используются на финишных технологических операциях обработки, обеспечивающих высокую точность размеров и формы деталей, которые выполняются на кругло и плоскошлифовальных, резьбошлифовальных, хонинговальных, торцешлифовальных станках. С точки зрения автоматизации оборудование можно разделить на две группы:
универсальные обрабатывающие станки с ручным управлением;
станки с программным управлением, которые оснащаются не только АИС контроля размера, но и АИС перемещения их узлов и механизмов.
4. Первичные измерительные преобразователи.
Первичные измерительные преобразователи АИС классифицируются в представленной схеме (рисунок 2.1) по трем признакам:
принцип измерения;
диапазон измерения;
вид выходного сигнала.
По признаку «диапазон измерения» преобразователи делятся на узкодиапазонные и широкопредельные. Преобразователи с узким диапазоном измерения обычно используется в приборах активного контроля для универсальных или специализированных обрабатывающих станков и в контрольно-сортировочных автоматах [4, 5, 6, 7, 8]. Широкопредельные преобразователи применяются для измерения перемещений узлов измерительных машин, роботов и станков с программным управлением. Кроме того, они могут использоваться для измерения размеров деталей, обрабатываемых на станках с программным управлением.
Принцип измерения, реализуемый схемой преобразователя, определяет такие его важные характеристики, как диапазон измерения, точность измерения, вид выходного сигнала, а следовательно, и способ его обработки.